探讨松散回潮加水控制模式的改进
2020-06-03 04:21苏世斌
科学与信息化 2020年9期
苏世斌
摘 要 针对现阶段我厂松散回潮加水量批间差异大,出口含水率波动大的情况,对我厂滚筒式烟片回潮机加水控制系统进行了改进,用定比加水控制模式代替现有的闭环式加水控制模式。改造后同牌号批次间加料前重量极差由87.4kg降低至38.6kg,回潮出口含水率标偏由0.68%减少到0.36%,提高了烟片回潮质量。
关键词 松散回潮;定比加水;标偏
烟片回潮是对叶片进行增温增湿并松散的过程,烟片通过松散回潮可去除烟片中部分杂气,提高烟气细腻程度,改善烟片品质。我厂WQ386A滚筒式烟片回潮机现阶段采用闭环式加水控制模式。在实际工作中,受生产环境温湿度和烟片特性影响,水分仪检测结果误差大,虽然采用PID闭环式加水控制模式,但是回潮出口含水率依然波动大,造成松散回潮过程中增湿效果的稳定性差,批次间重量差异大。为此,我们对回潮加水控制模式进行了分析和改进[1]。
1问题分析
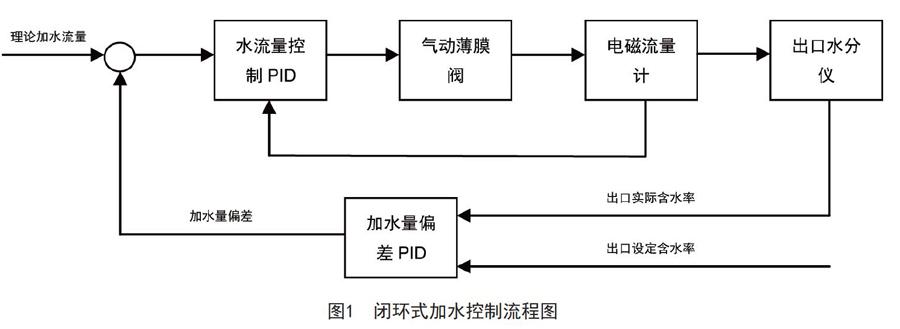
我厂WQ386A滚筒式烟片回潮机现阶段采用闭环式加水控制模式,它的工作原理(图1):首先由入口烟片流量、入口含水率实际值及出口含水率设定值计算出理论加水量,再与由出口含水率的实际值与设定值比较及PID运算得出加水量偏差相加,通过PID运算后控制气动薄膜阀开度来控制加水流量,从而实现出口含水率的调节。在烟片回潮的过程中,不同烟片因产地、等级等不同导致物理特性存在差异,出入口水分仪检测结果波动大,导致加水流量瞬时值波动更大。另外,我厂车间生产环境温湿度受气候影响明显,烟片吸水性能会随天气、季节发生改变,不同批次间增湿效果存在差异,导致批次间加料前累計重量差异大。以上两方面严重影响回潮出口含水率稳定性和批次间重量稳定性。为了改善现状,决定用定比加水控制模式代替现有闭环式加水控制模式。
2改进方法
根据上述问题的分析,将松散回潮加水控制模式改为定比加水。操作工根据车间环境温湿度及之前批次数据分析结果,依照操作经验来设置加水系数,加水系数为百分比的形式,生产过程中由入口电子秤瞬时流量和加水系数计算得出理论瞬时加水量,控制气动薄膜阀开度来控制加水流量,从而实现出口含水率的调节。由于来料流量比较稳定,故瞬时加水量也相对稳定[2]。
3改进效果
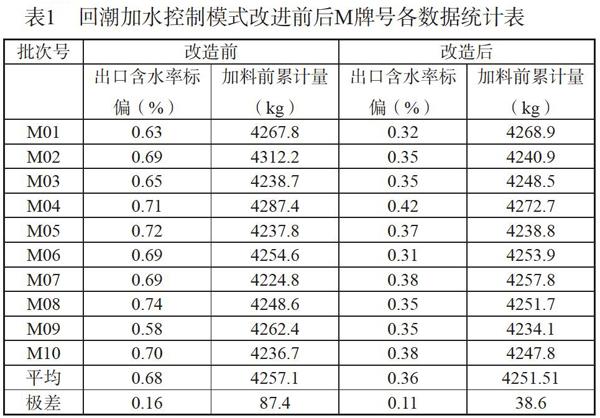
松散回潮加水控制模式改进后,对改进前后各抽取10批次M牌号数据,对回潮出口含水率标准偏差、加料前物料累计重量进行统计对比,结果详见表1:
从表中数据可以明显看出,加水控制模式改变后,回潮出口含水率稳定性有所提高,含水率标偏从0.68降低至0.36,加料前累计重量批次间极差由87.4kg降低至38.6kg,取得良好效果。
4结束语
烟片回潮采用定比加水控制模式,回潮出口含水率稳定性比较于闭环式加水控制模式有显著提高。批次间了累计重量更加稳定,更加有利于后续加工的质量控制。
参考文献
[1] 陈良元.卷烟加工工艺[M].郑州:河南科学技术出版社,1996:97.
[2] 郭艳萍.电气控制与PLC应用[M].北京:人民邮电出版社,2010:83.