
基于窗口控制思想的包装机加热系统设计
2020-06-04 03:55刘怿凡石庆升
自动化与仪表 2020年5期
刘怿凡,石庆升
(河南工业大学 电气工程学院,郑州450001)
烟草高速热收缩膜包装机均配有加热烘箱,以保证高温完成塑料薄膜的热收缩,从而实现卷烟的分类包装。烟草行业倡导的绿色环保理念促成了烟草高速热缩膜包装机的产生。对于烟草高速热收缩膜包装机研究改进,从而提升烟草包装效率是烟草类企业的重要课题。与普通膜包机相比,高速烟草膜包机速度为24000 条/时,实现了真正的高速化、自动化包膜作业。烟草高速热收缩膜包装机具有自动输送、套膜、封口、收缩、冷却的一体化过程,可以完成1~30 条香烟自动任意组合、叠层塑膜包装[1]。
1 包装机加热系统现有工作特性分析
烟草高速热收缩膜包装机如图1所示。对于包装机设备中的烘箱加热系统而言,目前多是采用的PLC 控制的多温区加热系统。该系统存在大滞后、惯性大、延迟长等明显缺陷,且温区间的耦合现象十分严重,温度控制精度低,热量损耗大,由此造成了严重的电能损耗。此外,当一根加热棒或多根加热棒损坏时,包装机温度控制参数的设置不能根据元件损坏的数量或程度及时发出相应的报警信号,从而导致设备停产的后果。

图1 烟草高速热收缩膜包装机Fig.1 Tobacco high speed thermal shrink filmpackaging machine
目前,烟草物流配送部门现有的热收缩膜包装机烘箱没有相应的监测装置,如果在使用过程中出现故障,只能等到温度值自然降到标准以下(即大部分热导管损坏)后才能进行维护。烘箱内设有导热管,由于导热管是易损件,当烘箱内的大部分导热管损坏、达不到预期温度值时,分拣设备将会停机,导致故障处理时间大大增加,造成停产损失[2]。鉴于上述原因,许多烟草物流配送部门迫切需要对热收缩膜包装机进行改进,设置相关的报警程序,当温度超过设定的阈值时,触发报警系统对其控制对象进行冷却,并研究出相应的算法提高温度控制精度,以减少热量损耗。
2 温度控制系统的工作原理
温度控制系统由可编程计算机控制器PCC(programmable computer controller)进行控制。该系统的控制原理如下:首先,将温度传感器读取的当前温度信号发送至温度输入模块 (X20AT6402),将其转换成数字信号后发送至中央处理器控制器模块。PCC 将设定温度与读取的实际温度进行比较,通过对角矩阵解耦方法执行多温度区解耦,并在当前窗口中执行变量优化。然后,实施当前策略,把PWM 信号传送到2 个输出模块 (X20DO4322 控制加热器加热,X20DS1119 控制风扇工作冷却),CPU再通过232 传输方式,把温度输入模块读取的实际温度和设定的温度显示在虚拟网络控制台VNC(virtual network console)人机交互界面上。在此所用的贝加莱温控装置如图2所示,温度控制系统模型如图3所示。

图2 贝加莱温控装置Fig.2 B&R temperature control device

图3 多温区温度控制系统模型Fig.3 Multi-temperature zone temperature control system model
3 算法设计
3.1 多变量解耦控制算法
在所述温度控制系统中,由于存在多个温区,温区1、温区2、温区3 间隔很近,因此当温区1 加热必定会使温区2 和温区3 的温度受到影响,从而发生耦合现象。在这些温区相互作用强耦合的情况下,对其进行有效的控制是一个重点,如果不进行解耦控制,会导致加热时出现严重的超调现象。
被控对象的3 个温区存在耦合现象的结构如图4所示。图中,U1为温度区域1 的设定温度;U2,U3为区域2,区域3 的温度;G11,G22,G33分别为温区1,温区2,温区3 的加热过程;Gij为温区j 加热时对温区i 的影响;Y1,Y2,Y3分别为温区1,温区2,温区3 控制器输出的温度。

图4 耦合现象结构Fig.4 Structure of coupling phenomena
对角矩阵解耦方法是以控制对象的矩阵与解耦补偿矩阵的乘积为对角矩阵作为依据。如图所示,要解除耦合,需要设计一个解耦器,使得对于3 个温区,1 个温区加热时对其它2 个温区的输出影响为0。在此,以仅考虑2 个温区的加热、温区之间的耦合来说明对角阵解耦的原理。根据解耦原理,有

当满足对角矩阵法,解耦矩阵N 应该满足:

若各温区存在耦合性,首先是
可得解耦矩阵为

因此,在加入解耦矩阵后,2 个温区的被控对象结构如图5所示。

图5 加入解耦器的被控对象Fig.5 Controlled object with decoupler
以上是针对2 个温区的耦合。同理,针对更多温区的情形,均可采用该对角阵解耦方法来求解解耦矩阵。不过,变量越多,求解的计算量就会越大,解耦难度就会增加。
3.2 窗口控制思想概述
在操作的每个步骤中,根据检测到的变量信息生成优化目标。在当前窗口内执行变量优化。然后实施当前策略,向下执行窗口命令,及时获得反馈信息,实现逻辑运算中优化和反馈的结合。
实时温度控制调节如图6所示。该部分通过温度精度偏差设置,结合PWM 控制风扇进行调节。如果不能实现理论上计算的脉冲或暂停持续时间,则在随后的时间段内校正得到的误差。该功能可以精确地传输任何输入信号,并调节到合适的参数。即使周期很短。

图6 实时温度控制调节Fig.6 Real-time temperature control regulation
3.3 PWM 输出原理
PWM 模块于LoopConR 库中调用,该库包含对系统的PWM 控制即LCRPWM。通过PWM 模块,把计算得到的控制量转换成相应占空比的数字输出波形,占空比不同的PWM 波可以模拟模拟量的输出[3]。输出任务循环时间为10 ms,如有加热或冷却的指令,对应数字量输出为1,就为高电平,连续的控制信号可视作连续的方波。按照比例任务判定循环周期的高电平的占空比。PWM 输出原理如图7所示。系统设计实现的主流程如图8所示。

图7 PWM 输出原理Fig.7 PWM output schematic

图8 主流程Fig.8 Main flow chart
4 报警模块程序及其界面设计
当设定温度开始加热或冷却时,在系统首次达到设定温度后,如果实际温度与设定温度的偏差超出了10%,则报警程序将产生报警。报警设置流程如图9所示。进入保温状态后,起初设置的温度为r(t),实际的温度为c(t),报警值为b(t),有b(t)=r(t)(1±10%)。当c(t)<r(t)-b(t)时,会产生低温报警,进而触发系统对其控制对象进行加热作业;当c(t)>r(t)+b(t)时,会产生高温报警,触发系统对其控制对象进行冷却作业。警报发生后需要手动确认消除警报。

图9 报警设置流程Fig.9 Alarm setting flow chart
报警界面如图10所示。当温度过高或者过低超过设定阈值时,报警指示灯均会亮起,报警框中会出现报警信息,对应着高温或低温报警。点击“确认”按钮确认报警信息后,报警信息消失,才可以返回正常工作。

图10 报警界面Fig.10 Alarm interface
实时温度曲线如图11所示。

图11 实时温度曲线Fig.11 Real-time temperature curve
5 仿真试验及分析
在此进行了仿真结果的测试,比较不同情况下温度控制精度:①单温区从室温加热到60 ℃,测试结果如图12a 所示; ②三温区同时从40 ℃加热到60 ℃,测试结果如图12b 所示。
由图可见,单温区加热过程中的最大超调量为0.83 ℃,到达设定温度后稳定下来的误差小于0.1 ℃,且稳定性良好;在三温区同时加热的情况下,最大超调量为2.03 ℃,到达设定温度后稳定下来的误差控制在0.2 ℃以内,且依然具有较好的稳定性。

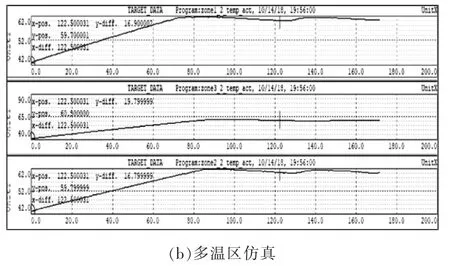
图12 仿真结果测试Fig.12 Simulation result test
6 结语
通过验证,无论单温区还是多温区加热状态下,都能够将温度稳定后的误差控制在0.2 ℃以内,并且稳定性始终良好。通过VNC 人机交互界面将实时温度曲线及报警信号与PLC 温度控制相结合,降低了机器故障导致的停产风险并提高了控制单元的温度控制精度。所设计的烟草高温热收缩包装机加热系统通过温度控制的精准性以及恒温性,通过减少热量损失的方式有效节约了电能,达到了预期的目标。
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
中国造纸(2019年7期)2019-08-28
数学大王·低年级(2018年4期)2018-05-07
科技视界(2014年26期)2014-12-25
印刷技术·数字印艺(2014年3期)2014-06-10
筑路机械与施工机械化(2014年4期)2014-03-01
小朋友·快乐手工(2009年1期)2009-02-07
