发动机冷试VVT测试不合格问题分析
2020-06-15 06:48陈鑫
汽车与驾驶维修(维修版) 2020年4期
陈鑫


摘要:可变气门正时是通过一套机构对发动机进排气门的开启和关闭时刻进行调整的一项发动机技术,可以满足不同工况对配气相位的不同要求,具有提高发动机效率、降低排放的显著效果。制造过程中通过冷试测试对WT性能进行检测,根据冷试测试输出的曲线状态来分析发动机VVT不合格原因。本文介绍了发动机WT工作原理,冷试WT测试原理,并结合实例来分析冷试测试过程中出现的VVT测试不合格问题,找到解决问题的办法。
关键词:可变气门正时;冷试测试;WT测试
中图分类号:U464文献标识码:A
0前言
发动机可变气门正时技术(WT,Variable-valae Timing)是根据发动机的运行工况,改变进排气门开启和关闭的时间,调整控制进、排气量,使进入气缸的空气量达到最佳,提高燃烧效率。如果发动机的WT系统工作异常,则会导致发动机功率下降,燃油异常消耗,引起客户抱怨。
目前发动机装配线大多采用冷试来测试WT系统工作是否正常。即在发动机不点火状态下,由高精度传感器采集冷试发动机相关信号,发动机测试软件通过专用的测试算法来处理所收集的数据,并与指定的限定值进行比较,以确定发动机装配没有缺陷。
1发动机VVT工作原理
某发动机工厂的WT系统主要有内转子、外转子、链轮、WT螺栓、凸轮轴相位执行器以及中央电磁铁(以下简称电磁铁)等部件组成。外转子与链轮用紧固件连成一体,与正时链条、曲轴链轮同步转动。内转子由VVT螺栓与凸轮轴连成一体。控制阀阀芯集成在VVT螺栓中。内外转子之间形成2个油腔,这些油腔通过凸轮轴和缸盖上的油道分别与控制阀中的提前、延迟油腔相通。
发动机在不同工况下时,ECU会通过控制电磁铁通电时间的长短,来控制阀芯的运动位移,从而改变控制阀中油路的变化。把提前、延迟和保持不变等信号反馈到相位器空腔内,实现相位器内部转子和外部转子之间的相对转动,来调节凸轮轴的正时角度,从而达到调整进排气的量和气门开闭时间。
2冷试VVT测试原理
2.1测试条件
在发动机1500r/min转速(冷试最高转速)稳定后,以l缸压缩上止点为基准点,采集发动机凸轮相位信号数据,采样方式为外部时钟数字触发采样,频率为8192pulse/rev。
2.2测试原理
数据采集系统在采集50个完整发动机周期(100转)凸轮相位信号的过程中,发动机控制单元对电磁铁进行2次控制,分别发送信号使控制阀开启到最大和完全关闭。收集凸轮轴由原始位置转动到最大角度位置,保持一段时间后回到原始位置期间,VVT系统的响应速度和相位的稳定性。冷试VVT测试参数如图1所示,收集的参数值与基准值进行对比,来判断VVT系统是否存在缺陷。
3冷试VVT测试不合格问题分析
某发动机工厂生产的R机型,2019年4-6月期间累计出现28台冷试VVT測试不合格发动机。查看冷试测试凸轮轴相位曲线(图2),发现凸轮轴相位信号不正确或者相位器控制阀未打开,表现为进气或排气开启响应时间长、进气或排气关闭响应时间长等现象。
3.1潜在原因分析
针对上述问题,分析具体原因如下。
(1)因WT测试不合格现象不集中在同一时间段,且将故障发动机换测试站重测,故障重复出现,可排除设备问题。
(2)把与WT测试不合格相关的零件拆解,分开上线重新测试来确定故障原因。发动机故障现象跟随凸轮轴链轮重新出现,可确认为凸轮轴链轮质量问题。
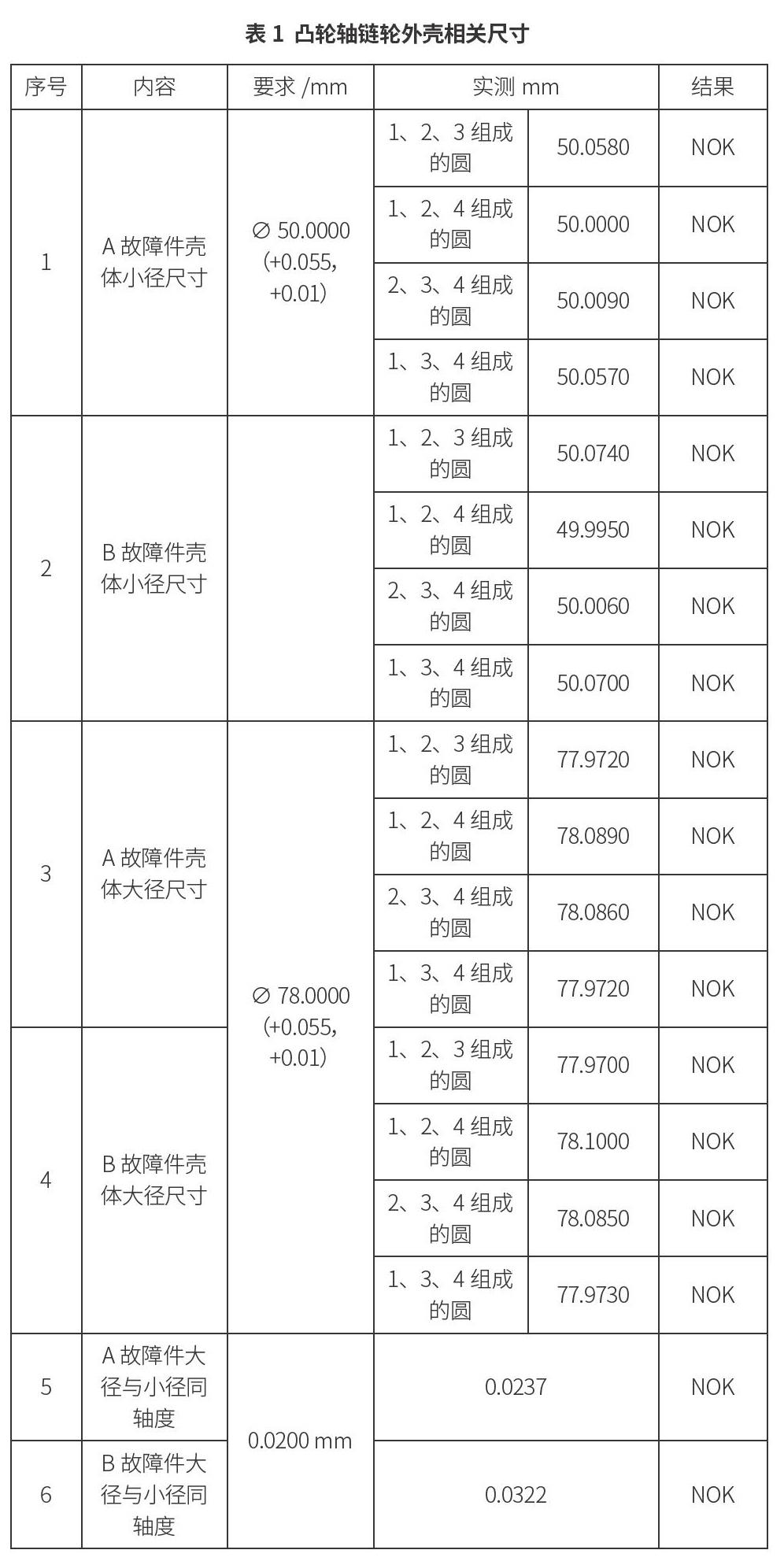
(3)故障件返回供应商处查询出厂前相关数据均合格。故障件复测性能不合格,设备能识别缺陷。故障件在供应商处台架测试故障重现,表现与工厂冷试WT测试不合格现象一致。选取故障件A和B测量相关尺寸(表1),链轮外壳尺寸测量不合格。
综上所述,发动机冷试VVT测试不合格问题根本原因为凸轮轴链轮外壳变形。
3.2链轮外壳变形要因确认
凸轮轴链轮外壳变形故障树分析如图3所示。
3.2.1供应商制造及运输过程分析
(1)供应商性能测试:上料由机械手夹料,如盖板、壳体,测试能识别缺陷,风险小。
(2)零件包装工位目视有警示标示:当心零件掉落,零件掉落后联系质量。零件掉地继续使用风险较小。
(3)零件包装料盒里面有凹槽,链轮之间不接触,运输过程中,碰撞的风险较小。
供应商针对链轮外壳变形排查库存零件1000件,未发现不良零件。但冷试WT测试不合格又出现3台。综合来看,供应商制造及运输过程风险小,可排除。
3.2.2发动机制造过程分析
(1)查询Q-das信息,其中2台发动机在链轮拧紧工位存在重复拧紧。链轮重复拧紧存在导致链轮外壳变形的风险。此种情况占比较少,继续跟踪评估风险。
(2)查询flexnet信息,其中26台发动机链轮均有重复绑定信息,首次绑定发动机均在长缸体拆解返修。长缸体拆解链轮返修故障机占比92.85%,长缸体拆解链轮导致链轮变形的风险较大。
3.2.3链轮变形原因确认
挑选1台正常的发动机,使用扭矩扳手反松链轮螺栓(VVT螺栓),扭矩扳手拧紧,链轮正常。使用气枪反松链轮螺栓,扭矩扳手拧紧(目前在用返修方法),链轮卡死。因为链轮螺栓扭矩大,用气枪拆解的过程中,进气侧链轮内转子反复;中击外壳导致变形。排气侧链轮内转子反复冲击锁止销,将;中击力传递给外壳导致变形。
综上所述,目前返修使用气枪拆解链轮螺栓是导致链轮外壳变形的主要原因。
3.3长期措施和效果
针对分析的主要原因,提出解决措施如下。
(1)冷试WT测试不合格的发动机更换凸轮轴链轮,再进行冷试测试,全部合格下线。
(2)修改返修作业指导书。使用棘轮扳手将链轮螺栓拧松后拆解,禁止使用气枪直接反松链轮螺栓。
持续跟踪3个月发动机冷试WT测试表现,未再出现因凸轮轴链轮质量问题导致的不合格拆机问题。