
基于稠油深度开发过程的配套隔热油管研究
2020-06-16 06:33雷月鑫陆海宁
设备管理与维修 2020年10期
雷月鑫,陆海宁,马 亮
(中国石油集团渤海石油装备制造有限公司辽河热采机械制造分公司,辽宁盘锦 124010)
1 隔热油管概述
隔热油管是稠油热力开采过程中非常重要的一种工具,将隔热油管应用到稠油开采作业中可以有效提升稠油开采产量,减少套管热应力现象,同时还能防止油井套管和水泥环在高温环境下产生变形,在一定程度上延长了油管使用年限。隔热油管的热量传递方式主要包括传导、对流和辐射,隔热系统一般情况下由多层隔热材料组成。我国目前最常见的隔热材料为铝箔,环空抽真空并装有吸气剂,而且铝箔反射分为多层,在实际反射过程中可以给辐射热流带来更大热阻。绝热系统一般由导热率低且辐射透过率高的玻璃布组成,玻璃布孔率比较大,可以在一定程度上增加屏面的反射面积。在注蒸过程中,环空中的吸气剂可以有效吸附渗入钢管中的氢气和其他残余气体,对隔热系统起到有效净化作用,同时也可以保持真空系统的完好状态。目前这种隔热技术在世界范围内都属于非常先进的绝热技术,也称为“超级隔热技术”。稠油深度开发过程中配套使用的隔热油管就是利用了这一技术,使管体的视导热系数低于普通隔热油管。这种隔热油管还可以实现在长期注汽过程中优异的隔热性能和效果。
2 新钢种管材和焊接工艺技术在隔热管中的应用
2.1 蒸汽驱用隔热油管管材新钢种研究
(1)硅。硅的主要作用是对钢水进行脱氧处理。通常情况下钢中硅的含量为0.2%~0.4%,研究表明当添加量达到0.6%以上,会对机械性能产生较为明显的影响,韧性和加工性都明显恶化;当含量低于0.01%时,起不到明显效果。硅对钢铁的耐腐蚀和抗氧化性能都具有一定提升作用。
(2)锰。同样也是炼钢过程的一种脱氧剂,在钢中的含量一般为0.3%~0.5%,其可以扩大铁碳相图上的奥氏体区,是非常重要的一种奥氏体化元素,可以稳定钢奥氏体,提高钢的淬透性。当其含量大于1.0%时,会对热轧组织均匀性带来一定影响,小于0.1%时,没有明显效果。
(3)铬。该元素可以提高钢铁硬度、淬透性、强度及耐磨性能,但降低了钢的韧性和塑性。由于铬可以提升钢耐腐蚀性和抗氧化性,经常被用到不锈钢和耐热钢加工过程中,当其含量大于2.0%时,会明显降低钢焊接性能和韧性,含量小于0.5%时,没有明显效果。
(4)镍。该元素可以很好地提升钢强度和淬透性,并且保持良好的钢韧性和塑性。但是在硬度方面影响效果并不是非常明显,基本上不会影响钢加工性能。镍基合金具有较好热强性能,是非常重要的耐热材料。
(5)钼。该元素可以使钢材料在高温环境中保持足够的抗蠕变能力和强度,同时在钢结构中添加适量的钼也可以提高钢的机械性能和淬透性,降低钢的过热敏感性。对铬钢、锰钢和铬镍钢回火引发的脆性具有一定的抑制作用,钼和碳元素可以生成碳化物,提高钢铁耐磨性和硬度,降低铬钢蠕变强度。当含量大于1.0%时,焊接性能和加工性能都明显变差,小于0.10%时,没有明显效果。
(6)钨。和钼对钢的性能影响大同小异,最大区别是钨的硬度更高,尤其是和碳反应生成的碳化钨具有非常好的耐磨性和硬度,是我国目前钢材料中至关重要的一种合金元素,在耐热钢中占据着十分重要的地位。钨对碳化物分解过程也可以起到一定抑制作用,从而降低碳含量,提升钢材料在高温环境下的淬透性和强度。研究表明,如果钨元素含量低于0.1%时,其对钢材料的韧性影响不是非常明显,但是高于1.0%时,就会带来较大影响,使钢焊接性能明显降低。
(7)磷。如果外界温度偏低,磷元素对钢的延伸率有一定降低作用,因此一般将磷元素视作一种有害杂质。
(8)硫。硫化铁的熔点比较低,会导致钢出现一定的热脆性,降低其可焊性、热加工性能和机械性能,应尽可能降低钢铁中硫的含量。
2.2 焊接工艺技术研究
目前,我国在稠油深度开发过程中配套使用的隔热油管基本上都是采用局部加热焊接方式。在具体操作过程中,焊缝附近母材的温度几乎可以达到和焊缝同样高,但是焊接加热过程具有一定的瞬时性和局部性,焊缝附近的母材会受到一定的热循环作用,体现出温度升高快,同时冷却速度也比较快的特点。研究表明,和普通热处理工艺相比较,焊接过程中的加热和升温速度也快很多,也可以说就是一个速热和速冷的过程。距离焊缝越近的区域,温度会越高,反之则会随着距离的增加,温度逐渐降低。焊缝附近温度接近于熔点,距离焊缝较远的低温区又可以低至室温,这就难免在焊接过程中焊缝附近母材经历一次焊接热循环处理,从而形成性能和组织都区别于母材的焊接热影响区。该区域范围内各个部位接受不同的热循环,进一步每个组织的性能和组织变化也都各不相同,这些性能和组织的变化是整个焊接接头中最为薄弱的环节,在很大程度上影响着最终焊接质量。
3 隔热油管接头螺纹密封的适应性
我国目前稠油深度开发过程采用的配套隔热油管接头螺纹主要包括偏梯形螺纹和圆螺纹,后者密封性能更好一些,前者抗挤压性能更好一些。偏梯形螺纹套管是我国目前API 标准油管系统中较为成熟的一种,其主要特征为加工简便,效率高,牙型为偏梯形,牙根强度高且对中性好,较圆螺纹其最大优势就是具有非常好的连接强度。主要原因是其套管接箍内的螺纹是从端面起一直到达无镗孔段,接箍螺纹实现了和上扣后全部螺纹的啮合,一直连接操作一直到螺纹的消失点,在此过程中无需对连接处的管子壁厚进行削弱处理。据相关研究试验数据表明,其连接强度明显高于圆螺纹套管,一般可以高出20%甚至更多。圆螺纹又包含长、短两种类型,通过这两种螺纹的配合使用可以很好地提升螺纹连接的强度和密封性能。如果工矿条件比较好,一般会选用短螺纹套管,否则最好选用长螺纹套管,如果条件非常恶劣还可以选择一些较为特殊的扣螺纹套管。
4 隔热油管自动化生产线的设计
4.1 生产产品技术指标(表1)
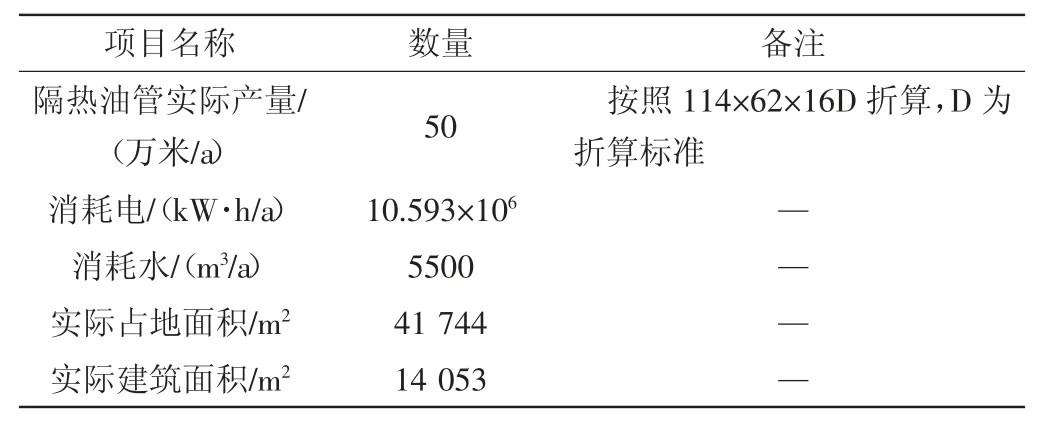
表1 主要技术指标
4.2 工艺流程
(1)对入厂隔热管材料质量进行严格检查,保证均为N80钢级的无缝钢管,并且都符合APISpec5CT 套管和油管相关规范,其中化学成分标准为S、P:≤0.030%,C:0.24%~0.30%。并且还要求供应商出示材料原凭质保单,为外管和内管选择科学合理的摆放场地,然后按照批号对其化学性能、机械性能和金相进行分析检验,只有符合要求方可投入使用。
(2)隔热油管的内管壁通常情况下相对比较薄弱,要提升其牢固性还应该采用自制液压墩粗机对其管口进行加热墩粗处理,从而更好地保证管端扩口的壁厚满足实际要求。然后将符合要求的内管直接输送到生产线。
(3)外管经过除锈处理后也直接输送到生产线,除锈时一般有专用除锈机,以更好地保证喷漆效果。
(4)安排专人仔细测量内管和外管的长度,保证测量结果的准确性,一般情况下外管要比内管长出65 mm 左右。还需要做好管材批号和外管流水号记录工作,为后期热伸长提供更加可靠真实的数据。
(5)在外管钻孔打标操作过程中,工作人员需要注意外管端和钻孔打标之间要控制好合理距离。孔的形状应该为小堵锥形,并确保其具体尺寸严格符合相关规范和标准,同时还要在和小堵孔中心线成90°方向的母线上打印隔热管标识,主要包括厂标、螺纹型号、厂代号和出厂日期,这样可以在后期出现问题时实现快速追溯。
(6)内管喷砂程序。在保证内管平头合格之后还需要对其外壁进行除锈处理。一般采用喷砂机进行操作,操作人员要根据内管实际情况选择最为科学合理的细钢砂进行匀速喷射除锈,在表面光泽恢复本色没有铁锈时,再用抹布除去表面灰尘,并将其送至内管暂存区域。
(7)外管喷砂程序。和内管喷砂操作基本相同,要求也大同小异。首先利用外管喷砂机对其表面的铁锈进行清除,看见金属本色光泽后用抹布擦去灰尘,并将其送至外管暂存区域。
(8)烘干程序。将经过喷砂处理后暂存区域的内管和外管放在钢管台车上,我国目前常用的运输车辆一般可以承载100 根钢管,将其运送到厂房后利用吊车将其吊到除气炉中。在炉中对外管和内管进行加热处理,等到钢管冷却好后将其放置到暂存料架上。
(9)利用缠绕机对包扎间的内管进行缠绕处理,一般采用铝箔或玻璃丝布,要保证缠绕操作符合工艺要求。
(10)利用卷扬机将套装好的内管套在外管内部,然后将套装好的组件放置在制定区域,准备对其进行焊接处理。
总之,合格的隔热油管可以更好地促进稠油深度开发工作的顺利开展,希望本文的相关论述可以为行业相关人士提供一定参考和帮助,更好地促进我国石油行业的可持续发展。
猜你喜欢
化工管理(2022年14期)2022-12-02
中国应急管理科学(2022年2期)2022-05-23
化肥设计(2022年2期)2022-04-28
石油矿场机械(2020年5期)2020-09-29
中国外汇(2019年10期)2019-08-27
建筑施工(2018年2期)2019-01-11
西南石油大学学报(自然科学版)(2018年2期)2018-06-26
现代企业(2015年8期)2015-02-28
现代企业(2015年6期)2015-02-28
天然气与石油(2015年3期)2015-02-28
