
一种利用水下激光冲击处理涡轮叶片残余应力的方法
2020-06-20 06:24郭颖涛
燃气涡轮试验与研究 2020年2期
高 伟,郭颖涛,南 凯
(1.驻西安地区某军事代表室,西安 710021;2.驻宝鸡地区某军事代表室,陕西宝鸡 721000)
1 引言
涡轮叶片制造时,其零件毛坯上通常留有基本余量,且一般采用机械方法去除。由于机械方法自身的缺陷,在零件表面层一般会出现断裂源,并且可观察到大的塑形变形、组织和材料力学性能的改变及残余应力的形成,这些因素对疲劳极限有显著影响。作为涡轮叶片的常用材料,镍基高温合金即使在最佳切削条件以及刀具刃磨情况下,塑性变形层深度可达50~200 μm,在一些特殊情况(如违反加工工艺或更换刀具不及时)下,变形层的深度则可能更大,进一步增大了残余应力。残余应力一般分为表面拉伸残余应力和表面压缩残余应力。多数试验结果证明,表面压缩残余应力能提高材料的抗接触疲劳磨损能力,但表面拉伸残余应力会降低材料的疲劳磨损寿命[1]。消除残余应力的方法有自然时效法、热处理法、振动时效法、超声波冲击法和喷丸处理法,其中喷丸处理在表面强化中使用较为广泛。国外,空客A380飞机的部分零件采用了罗斯勒公司的喷丸强化工艺并取得了较好的效果[2],欧洲Ariane火箭利用喷丸成型技术制造壁板[3]。国内,王晓阳等[4]研究了旋片喷丸强化对2024铝合金预拉伸板的疲劳性能的影响,张少平等[5]就喷丸强化对TC17 钛合金表面完整性及疲劳寿命的影响进行了研究,并取得了很好的成果。但传统喷丸强化方法会使受喷表面变得粗糙,致使其应用受到了一定限制,需要发展一种新型的强化处理方式。
激光冲击强化(LSP)是一种利用激光冲击波对材料表面进行改性,以提高材料的抗疲劳、磨损和应力腐蚀等性能的技术。与一般用于材料改性处理的经典方法如锻打、喷丸强化、冷挤压相比,激光冲击强化处理具有非接触、无热影响区、指向性好及强化效果显著等突出优点[6-8],已得到航空制造业的高度重视[9-12]。本文针对涡轮叶片榫齿部位的加工残余应力,提出一种使用水下激光冲击强化处理的方法,并通过试验对激光强化后涡轮叶片的残余应力进行对比分析,以期为工程实际中的涡轮叶片强化提供试验基础。
2 激光冲击工艺方案
2.1 水下激光冲击强化设备
涡轮叶片伸根段转接R 槽容易出现裂纹,需要对R 槽及其附近区域进行激光冲击强化,提高其疲劳性能。由于R槽处型面复杂(图1),施加水约束层时易造成水幕厚度不均,影响强化质量。从图2(图中相对压力为示波器采集的电压信号积分后的压力信号)有无水约束层时冲击波的压力信号可看出,有水约束层时冲击波的峰值和脉宽分别是无水约束层时的10 倍、2 倍。此外,如果水幕厚度不均,将会导致激光经过水层时发生汇聚,造成能量分布不均,影响强化效果。为此,专门针对涡轮叶片R 槽等沟槽类部件,提出了水下激光冲击强化方式。
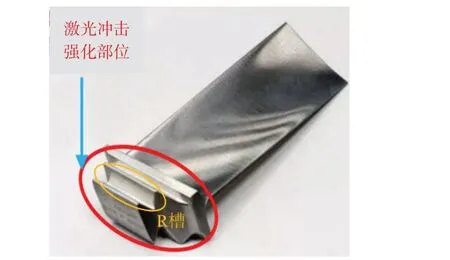
图1 涡轮叶片结构示意图Fig.1 A schematic diagram of turbine blade

图2 有无水约束层时的冲击波压力信号Fig.2 Shock wave pressure signal with and without water constrained layer

图3 YLSS-05A型激光冲击强化设备Fig.3 YLSS-05A shock peening system

图4 SGH-60型激光器Fig.4 SGH-60 laser system
YLSS-05A型激光冲击强化设备(图3)主要由激光器、反射透镜组、机器人、水槽和水下冲击夹具组成。试验所用的SGH-60型激光器如图4所示,具有光束质量好、可靠性高等特点,且可通过RS232接口连接计算机进行控制。机器人选用高精度五自由度框架式,采用伺服电机驱动,精度高、响应快。水下冲击夹具安装在机器人臂的前端,与机器人配合使用可实现夹持工件在水中稳定自由运动。使用编制的软件通过控制系统协调机器人的运动以及激光脉冲的发射,即可完成冲击强化过程。
涡轮叶片的强化区域为叶片伸根段转接R 槽处。该槽宽度小于3.0 mm,必须采用小光斑激光器强化,且冲击时要保证冲击轨迹平行于槽。为此,专门设计了带角度微调装置的叶片夹具(图5)—由V形槽、第一平台、第二平台和螺栓组成。第一平台用于放置叶片,第二平台起支撑作用,第一、第二平台与V 形槽配合使用,可保证叶片与夹具紧密配合。夹具采用有机玻璃材料制造,以防止碰伤叶片表面。两个突出的螺栓用于安装压紧板,将叶片牢固地安装在夹具上。此外,该夹具针对R 槽处在激光冲击强化过程中难以调平的问题,专门设计了位于左下端的调平旋钮,以实现对叶片角度的微调,从而使激光冲击的轨迹完整覆盖并平行于R槽。

图5 涡轮叶片夹具Fig.5 The experimental fixture of turbine blade
2.2 涂层/约束层
涂层的作用主要是保护工件不被激光灼伤并增强对激光能量的吸收,目前常用的涂层材料有黑漆、铝箔等。由于黑漆很难保证涂覆均匀,且涂覆后需长时间干燥,加之冲击强化后的残余物不易去除,故选用涂覆方便、去除快捷的铝箔作为涂层。涂层厚度0.1 mm,可有效保护叶片不受激光灼伤。
约束层的作用是约束等离子体的膨胀从而提高冲击波的峰值压力,以及通过对冲击波的反射延长其作用时间。由于水相比其他固体约束层能更好地适应零件的复杂型面,且对试验所用激光透明,故选用水作为约束层,厚度约2.0 mm。
2.3 激光参数
SGH-60型激光器发射的激光波长为1 064 nm,利用非线性晶体在强激光作用下的二次非线性效应,可将1 064 nm 的非可见激光转换为波长为532 nm的绿光。相对于1 064 nm的激光,532 nm的绿光可减少水对激光能量的吸收,有利于激光能量的有效利用。采用532 nm 的绿光对涡轮叶片做激光冲击强化处理,激光器脉宽约为10 ns,脉冲能量在0.5~5.0 J范围内可调,重复频率为1~5 Hz。
涡轮叶片伸根段转接R 槽的槽底尺寸为21.0 mm×2.0 mm,两侧光滑过渡。冲击强化过程中激光光斑必须能完全覆盖R 槽部位,该部位的结构尺寸要求激光光斑聚焦到直径1.2~1.6 mm 范围。根据Fabbro等[11]提出的激光冲击强化过程中激光与材料的相互作用和冲击波压力估算模型,材料强化所需的激光功率密度门槛值约为2.0 GW/cm2。在脉宽10 ns、光斑直径1.2~1.6 mm、激光器能量1.2~1.5 J的条件下,可以满足冲击强化功率密度的要求。涡轮叶片叶盆和叶背榫槽结构复杂,难以采用双面同时对冲的方式,只能采用单面冲击的方式先后对叶背、叶盆的R槽进行处理。由于叶片伸根段厚度较大(>6.0 mm),单面冲击诱导的残余应力和塑性变形不会引起R槽宏观变形。
2.4 应力分布控制
由于涡轮叶片伸根段转接R 槽槽底面积很小,若采用同一激光功率密度进行处理,容易造成槽底上、下边缘倒圆处形成应力突变和应力集中,以及强化过程中R槽上、下边缘处吸收保护层破裂。为此,对槽底应力分布进行合理控制,确保槽底应力均匀分布,消除应力突变,在R槽底部(中心区)和上、下边缘(过渡区)分别采用1.2~1.5 J、0.5~0.8 J 的能量参数,如图6所示。经多次试验验证,这种组合参数下不会发生铝箔破裂;带R 槽模拟件的振动疲劳性能对比试验也证实参数选择合理有效。

图6 中心区和过渡区能量设置示意图Fig.6 Laser shock peening areas for center and transition part
3 试验结果与分析
采用X射线衍射法对试片激光冲击强化后镍基高温合金表面的残余应力进行测试对比。测试设备为邯郸爱特斯应力技术有限公司的X-350A型X射线衍射仪。试验执行GB/T 7704-2017[13]标准,测量方法为侧倾固定ψ法,定峰方法为交相关法。测试过程中管电压为27 kV,管电流为6 mA,Cr-Kα辐射;测试晶面为Ni(220)衍射面;2θ 扫描范围136°~125°,扫描步距0.1°,时间常数2 s;ψ角0°~45°;应力常数675 MPa/(°)。测试结果如图7 所示。可见,激光功率密度增加与表面残余应力变化不是线形关系。当功率密度大于2.5 GW/cm2且小于7.5 GW/cm2时,随着功率密度的增加,表面残余应力相应增加;当功率密度大于10.0 GW/cm2后,表面残余压应力随功率密度的增加而明显降低。此外,在功率密度等于7.5 GW/cm2时,表面残余应力为-419.5 MPa。这表明对于涡轮叶片材料,在小光斑激光器功率密度选择范围内,7.5 GW/cm2是其较适宜的激光功率密度。

图7 不同功率密度对K417镍基高温合金表面残余应力的影响Fig.7 Effect of different power density on surface residual stress of K417 nickel base superalloy
4 结论
提出一种利用水下激光冲击强化处理涡轮叶片榫齿部位加工残余应力的方法。该方法专门针对涡轮叶片伸根段转接R 槽等沟槽类部件,对消除此种结构部件的拉伸残余应力,以及预防涡轮叶片在结构复杂部位的疲劳断裂具有重要意义。激光冲击强化功率密度直接影响表面残余应力,当功率密度为7.5 GW/cm2时,叶片表面残余应力为最佳。
猜你喜欢
制造业自动化(2022年9期)2022-10-03
汽车实用技术(2022年9期)2022-05-20
大众汽车(2019年4期)2019-11-27
汽车实用技术(2019年5期)2019-03-22
科技与创新(2017年10期)2017-06-07
现代商贸工业(2016年14期)2016-12-27
卷宗(2016年1期)2016-03-21
微型计算机·Geek(2009年3期)2009-12-11
