旋转机械工频类故障振动诊断
2020-06-20 09:19孟坤荫
工程技术研究 2020年9期
孟坤荫
(宝武装备智能科技有限公司,上海 201999)
工频类故障是对旋转机械进行振动诊断时经常遇见的故障,此类故障的振动频谱上以转子旋转频率为主,转子不平衡、基础松动、不对中、轴弯曲等都会导致振动频谱上的工频能量增大,而且旋转机械设备经常同时存在以上两种或更多类型的故障。进行振动诊断时需要综合考虑振动时域波形、频谱特征,振动的方向性,振动特征在不同工况下的变化以及设备结构特点等,才能找到振源,准确定位故障原因。
1 工频类故障振动诊断
文章主要针对刚性转子系统的工频类故障进行研究,即工作转速在一阶临界转速以下的转子系统。对旋转机械工频类故障实施振动诊断前,首先要结合设备结构特点选择振动检测点,测点布置尽可能反映出旋转机械整个轴系的振动大小分布情况。大多数故障所激发的振动发生在转轴的横向平面和轴向平面,通常采集垂直、水平、轴向三个方向的振动波形数据,根据振动诊断的需要在不同的工况下进行多次振动测试。然后分析振动时域波形、频谱和相位,查看时域波形有无冲击,确定振动频谱里出现的各频率成分与工频之间的关系是工频的整数倍还是其他,找出各频率成分之间的大小比例关系。相位分析可以反映出设备的振动形式,是区分工频类故障的有效手段。
(1)转子不平衡是由于转子质心与旋转中心不重合而产生不平衡交变的力,引起的振动会影响整个轴系。在工况稳定的情况下振动幅值和相位稳定,振动幅值与转速的平方成正比,随着转速升高振动幅值变大,振动幅值不随负荷的增大而增大,在测试条件允许的情况下,通过改变转速和负载,查看振动瀑布图上的工频能量变化情况,可以作为判断转子不平衡的重要依据。通常径向振动远大于轴向振动,但对于悬臂转子,当转子不平衡是主要故障时,轴向振动幅值可能会达到和径向振动相当的程度甚至超过径向振动。由于在水平方向和垂直方向上的设备刚度不同,一般水平方向振动大于垂直方向振动;时域波形近似正弦波,但由于松动、噪声等其他振动信号的影响,实际的时域波形信号不会是标准的正弦波;振动频谱上以转频为主,频谱中转频能量占总能量的一半以上,如果只存在转子不平衡故障,转频能量可占总能量的80%以上;同一轴承垂直方向与水平方向的振动相位差接近90°,转子两端支撑轴承水平方向相位差与两端支撑轴承垂直方向相位差接近[1]。新转子出现转子不平衡问题多和制造时几何尺寸不同心、材质不均相关,转子上线运行一段时间后出现不平衡问题,通常是由于转子运转环境有液、固杂质或腐蚀,使转子不对称磨损或产生不对称沉积[2]。
(2)各转子中心线没有处在同一直线上时会造成轴系不对中,不对中的原因有安装误差、温度变化热变形、基础沉降不均等。不对中转子在旋转中会产生附加径向力和附加轴向力,使转子产生异常振动。角度不对中主要引起轴向振动,振动频谱上以转频为主,也有二倍转频和三倍转频出现,二倍转频幅值高低常取决于联轴器的类型和结构。不对中越严重,联轴器两侧相位差越接近180°,若只有不对中故障,没有其他故障共存,联轴器两侧相位差也越接近180°。虽然振动大小和不对中的严重程度有关,但并不是直接的比例关系,同时也受运转速度、扭矩等影响,不对中故障对转子的激励力随转速的升高而变大。
(3)基础类松动或刚度不足故障指系统结合面存在间隙或连接刚度不足,造成机械阻尼偏低,机组振动变大,振动频谱中以工频为主,振动具有方向性。对于此类故障的振动测试,除了在转子支撑轴承上布置测点之外,还应下移到设备底脚、基础平板和混凝土基础上,比较不同位置在工频处的振动幅值和相位。
由于设备结构、刚度等不同,同一种故障类型表现出的振动特征会有变化,而且设备会出现多种故障共存,如不平衡故障常常还伴有不对中、松动等,这几类故障都会引起工频能量上升,在振动诊断中一定要综合分析。
2 工程实例
2.1 不对中
某厂卷取机设备结构如图1所示。卷取芯轴与外支承接上的轴承座通过联接螺栓进行联接,运行状态下设备负载持续变化,巡检发现设备在运转过程中有异音出现。
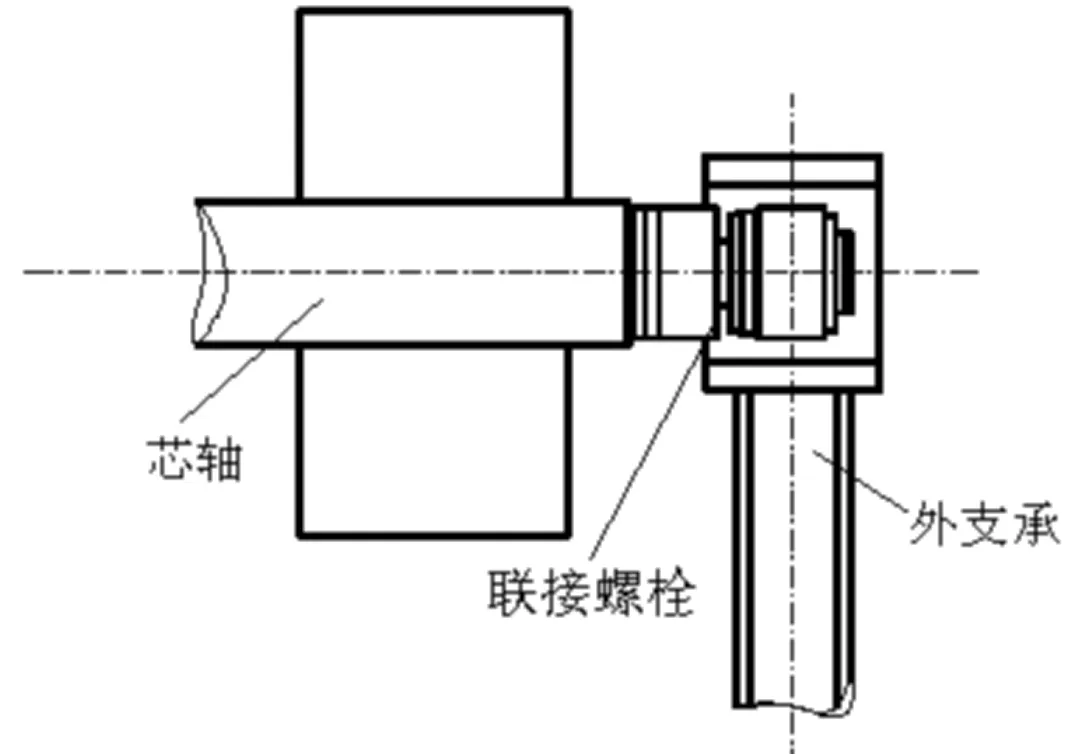
图1 卷取机设备结构简图
在外支承上的轴承座采集水平、垂直、轴向三个方向的振动信号,轴向振动明显大于水平方向和垂直方向的振动,且轴向振动随卷取负荷变化而变化,卷取负荷变大,振幅升高。轴向振动频谱以转频为主,高次谐波分量小。结合设备结构分析认为,卷取芯轴与外支承轴承座的相对位置和配合间隙调整不当,存在不对中故障,芯轴与外支承轴承座之间存在一个弯矩,芯轴每旋转一周,弯矩作用方向交变一次,弯矩施加于联接螺栓的弯曲变形每周也变化一次,由此引起工频振动。解体检查发现有联接螺栓断裂,调整芯轴与外支承轴承座的相对位置和配合间隙并更换联接螺栓后,轴承座振动明显下降。
2.2 基础刚度差
某厂锅炉给水泵电机振动异常,对电机两侧轴承的垂直、水平、轴向进行振动测试,电机负荷侧轴承三个方向的振动速度有效值都小于1mm/s,电机自由侧轴承振动速度有效值如表1所示。电机自由侧垂直方向振动幅值明显大于水平方向和轴向的振动幅值,电机自由侧垂直方向振动波形类正弦波,频谱上以电机转频为主,如图2所示。
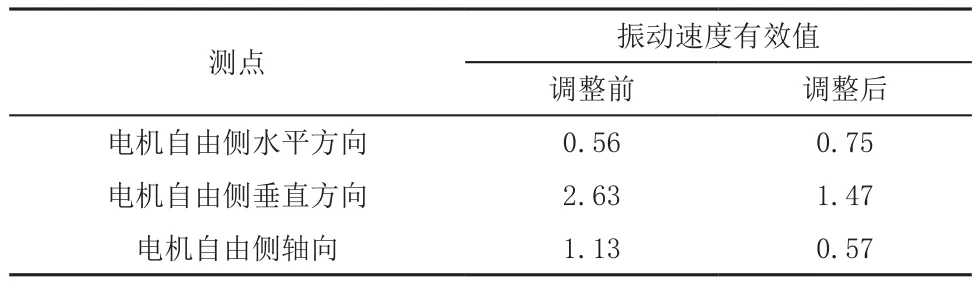
表1 电机自由侧轴承振动值 单位:mm/s
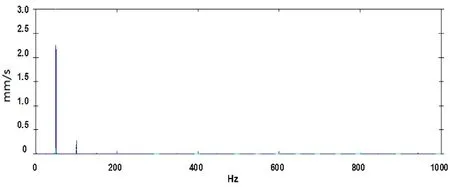
图2 电机自由侧垂直方向振动频谱
沿电机轴线对电机安装基板上的多个测点在垂直方向进行振动测试,测试结果表明安装基板上振动分布不均匀,越靠近自由侧轴承支撑处振动越大,设备底脚和基础平板之间无相对运动。综合分析认为,电机自由侧轴承底角处支撑刚度不足,建议加固自由侧轴承底部支撑。采取临时措施加固底部支撑后,设备振动速度有效值下降明显,如表1所示。电机自由侧底部支撑加固图如图3所示。
2.3 转子失衡
某厂蒸汽排放风机振动速度有效值严重超标,风机非电机侧水平方向振动速度有效值达到18.83mm/s,振动测试数据如表2所示。风机两测点的径向振动幅值大于轴向,轴向振动幅值约为水平方向振动幅值的1/3。各测点时域波形类正弦波、无冲击,振动频谱中能量集中于转频,高次谐波分量很小,如图4所示。风机轴承座及安装基础均无松动,且该风机转子投入运行时间很短,振动并非缓慢上升。分析认为振动增大的主要原因是风机转子平衡突然遭到破坏,属于突发不平衡,需要检查转子上是否有异物脱落或者叶片开裂。停机检查发现风机叶轮有叶片开裂。

图3 电机自由侧底部支撑加固图
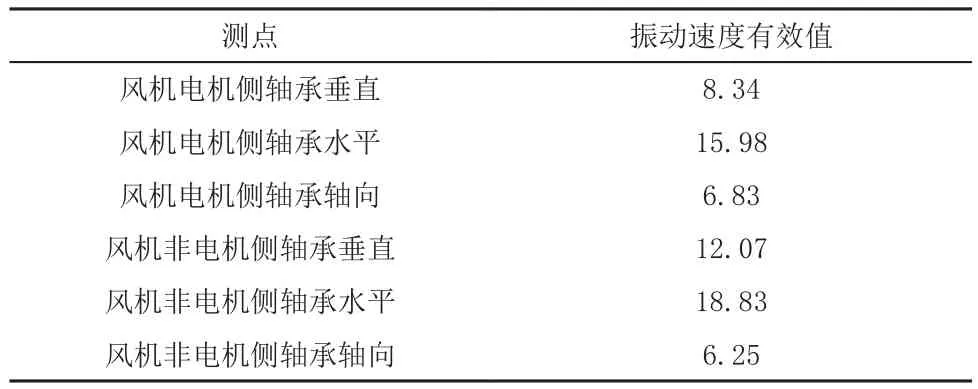
表2 蒸汽排放风机测试数据 单位:mm/s

图4 风机电机侧水平方向时域波形和频谱
3 结论
文章通过转子不平衡、基础刚度不足、不对中等常见工频故障实例,讨论了旋转机械工频类故障的振动诊断方法,综合振动信号的时、频域振动特征以及设备结构等方面找出振源,为旋转机械工频类故障振动诊断提供了一定的实践基础。
猜你喜欢
振动与冲击(2022年10期)2022-05-30
水泵技术(2021年5期)2021-12-31
计量学报(2020年7期)2020-08-07
液压与气动(2020年4期)2020-04-10
制造技术与机床(2018年12期)2018-12-23
北京航空航天大学学报(2017年4期)2017-11-23
电子制作(2017年8期)2017-06-05
电子制作(2017年7期)2017-06-05
现代工业经济和信息化(2016年22期)2016-08-23
通信电源技术(2016年4期)2016-04-04