高速动车组转向架管对接结构焊接缺陷管控探析
2020-06-28 02:14王涛隋旭日朱玉河
大众科学·下旬 2020年6期
关键词:动车组
王涛 隋旭日 朱玉河

摘 要:当前,在横梁管焊接作业中,气孔与未熔合缺陷较为常见。所以本文主要分析这两种缺陷,本文首先阐述了实验方法和材料,之后调查2018年4—5月与10—11月的生产现状。最终确定了两种缺陷形成原因,并提出一些优化策略,希望能够为相关人员与单位提供参考。
关键词:动车组;转向架管;对接结构焊控制
前言:
通常,为了有效确保列车行驶安全,通过借助焊接手段对列车转向架进行处理,主要由横梁、侧梁和相关附件构成。比如,我国时速在300km/h以上的列车,主要通过横梁管连接转向架,并且横梁管在转向架中具有重要地位,连接于列车侧梁[1]。然而当前,横梁管焊接无法充分满足要求,产生气孔、没有熔合等,严重影响焊接质量,同时影响生产力。
1 实验方法与材料
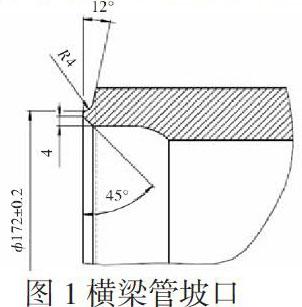
转向架横梁钢管与两个连接座的材质基本上为S355J2+N,对于连接位置接头主要选择环状接头,在内侧坡口方面,以5V形式为主,坡口角度是45°。在外側坡口方面,以10U形式为主,角度为12°,另外,需要保证中间可以预留1.8mm的村边。见下图。
另外,在焊接质量方面的要求也较为严格,通常,为了确保列车行驶安全性,焊缝质量应该以CPA为标准,完成焊接工作后,应该通过100%射线与100%磁粉对焊缝位置进行探伤处理。开展横梁管组对工作时,应该确保外坡口的颞部可以均匀分布定位焊,同时在其焊缝长度方面的规定非常明确,通常需要将焊缝控制在50mmm左右。
开展焊接作业前,应该优先打磨焊缝两侧,进行形成45°斜面,之后选择CLOOS ROMAT310机械手臂优先焊接内侧5V,之后进行2道焊接,完成该环节工作后,应该借助打磨机对外侧坡口进行清根处理,保证未融透位置全部去除,保证其光滑度。完成清根工作后,应该确保外坡口深度在12.5mm左右。对于10U焊接焊缝焊接工作,应该分为3层进行3道焊接处理,之后100%射线与100%磁粉进行探伤处理。若是此过程发现焊接曲线,应该借助KW-4C数字超声波射线与仪器配合,进而充分确定焊接缺陷位置、大小与种类,便于返修工作顺利开展。
2 分析和讨论
2.1调查生产现状
首先可以对2018年4—5月车间开展的CRH380动车转向架的横梁管焊接作业活动进行统计,同时统计前十根完成焊接的产品质量。其次,应该对2018年10月与11月,展开260lm/h动车横梁管焊接作业活动进行统计,同时追踪统计前期25根产品的质[2]。对两阶段调查结果进行分析发现,具体使用此类横梁管双面环形焊缝时,焊接缺陷较多,并且焊接合格率与规定要求存在较大差距。另外,深入分析两阶段工作后,发现气孔与没有熔合是横梁管焊接主要缺陷,并且在同一处位置会同时出现两种问题,没有熔合缺陷发生次数较多,在所有缺陷中出现频率高达57%,虽然气孔缺陷发生此处相对较少,然而也达到36%。虽然会出现裂纹缺陷,然而其发生次数较少,属于意外缺陷,出现频率仅为3%。
2.2未熔合缺陷分析
未熔合探伤底片见下图。
其主要具有以下特征:①缺陷概率高,在57%左右,并且经常导致横梁管报废;②结合RT底片中未熔合缺陷发生部位,可以确定,母材坡口与焊缝连接位置是主要缺陷部位。③通过超声波对缺陷深度进行检测发现未熔合部位与焊缝表面间距在11.5mm左右,为10U焊缝打底层的深度位置,并且在其他深度也会出现此种缺陷。④进行返修后,还会发生缺陷问题。因此,致使横梁管焊接出现批量未熔合缺陷属于稳定、持续性因素。
根据现场具体情况分析,焊缝未熔合缺陷可能由以下原因造成:①焊缝外侧清根工作不足,完成清根工作后,平面度没有满足设计要求,导致机械手无法稳定追踪焊接电弧。②工艺标准缺少合理性。③工装同轴度不足,机械手进行焊接处理时,焊枪焊接角度不够理想。
说明,不仅环境、清根与工装同轴度会影响未熔合缺陷产生概率,工艺移速也会造成一定影响[3]。未熔合缺陷主要原因就是焊接时,热输入没有达到要求,主要体现在:焊接过程散热比较快;焊接整体热输入不足;局部热输入不足。
2.3气孔缺陷
第一阶段气孔缺陷较少,一般为单一骑扣,并且气孔频次与形成位置不够固定,所以该阶段气孔成因为偶然性因素,应该以基础工作为切入点。①焊接前借助无纺布与7063清洗液对坡口进行认真处理,保证坡口没有锈蚀与油污等。②将车间大门与机械手电风扇关闭,对保护气体的流量进行检查,确定其是否与规定要求相符。③焊接式借助钢丝刷将层道间氧化物清除,之后通过毛刷进行清理。
在第二阶段中,气孔缺陷较为频繁,并且出现了未熔合缺陷,气孔较为密集。特别在气候下降之后,车间温度降低,气孔产生次数增加,并且具有一定规律性。通过分析确认,该阶段气孔问题主要是由于水蒸气冷凝之后在工件表面上附着,焊接过程中形成氢气,与熔池相溶,进而形成密集的气孔缺陷。
针对气温影响,在焊接前以160℃温度预热工件,借助预热处理将焊接区域冷凝水全部去除,降低焊接现场氢含量,对气孔缺陷进行有效控制。若是气温较低,进行焊前预热时,焊接现场冷凝水会在温度不断升高过程中,逐渐降低,保证氢含量得到进一步控制,进行降低气孔缺陷。
结语:
综上所述,开展横梁管的双面焊接作业时,在U形坡口位置极易形成气孔与未熔合缺陷问题。未熔合缺陷主要形成原因就是工艺参数缺少合理性,局部热量不到位。可以通过降低打底层的填充量以及提高焊接层道数方法加以优化。U形坡口应该通过薄层打底与多道填充方法进行焊接。对于气孔缺陷,主要是焊前清洁工作不到位以及焊接现场温度低等原因造成,在焊接前需要对坡口进行清理,对层道间污物进行有效处理,若是现场温度较低,则需要通过预热方法进行处理。
参考文献:
[1]李万君, 刘大明, 王善更. 浅谈高速动车组转向架构架的焊接变形控制方案[J]. 中国化工贸易, 2018, 10(10):227-227.
[2]李万君, 王善更, 孙维鹏. 浅谈高速动车组转向架管对接结构焊接缺陷控制[J]. 建材与装饰, 2018.519(10):302-302.
[3]刘大明, 李万君, 王善更. 高速动车组转向架构架焊接工艺与变形关系分析[J]. 中国化工贸易, 2018, 10(09):208-208.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
装备维修技术(2020年3期)2020-11-20
小学阅读指南·高年级版(2020年3期)2020-04-01
伙伴(2020年1期)2020-02-14
中国计算机报(2019年49期)2019-02-07
校园英语·中旬(2017年16期)2018-01-27
发明与创新·大科技(2016年12期)2016-12-14
作文大王·低年级(2008年8期)2008-09-03