
微型数控铣床的夹具设计
2020-06-30 02:48林翠虹谢恒勇
科学技术创新 2020年17期
林翠虹 谢恒勇
(广西机电技师学院,广西 柳州545006)
我国对微型数控机床的发展仅有20 多年,初期仅哈尔滨工业大学和上海交通大学的科研院所开展了相关方面的研究,取得一些成果。随后哈尔滨量具刃具集团有限责任公司开发的MPM-1 型新一代微小型超精密3 轴联动数控铣床联动数控铣床,并推向市场。微型数控机床市场反应很好,受到首饰行业、精密器具行业的热烈欢迎。然而,随之而来的是微型机床的夹具单一。针对实际情况,设计出合适微型数控铣床的夹具,通过实践既能能装夹凹槽零件和板件,又能装夹轴类零件,保证了加工精度,也可提高加工效率。
1 夹具设计的常规要求
1.1 正确地选择安装位置的基准、安装位置的方法和安装时用的元件,必要时还要进行安装位置误差的分析。
1.2 夹具结构的复杂程度应与产能的情况相应,尽可能采用各种快速高效的装夹机构,确保操作的方便,减小辅助时间,提高生产率。
1.3 工艺性能好的夹具的结构应结构简单、合理,方便制造、装配、调整、检验、维修等。
1.4 强度和刚度是工装夹具应具备的使用性能,并且操作应简便、省力、安全可靠。
1.5 夹具应具备生产制造方便,结构简便,成本低。
2 夹具设计
夹具是指把工件安装在机床上,使其具有正确的加工位置的工艺装备。在机床上加工工件时,必须用夹具装夹好并夹紧工件。装好:就是在机床上确定工件相对于刀具的正确位置,这过程称为定位。工件定位的基本原理:一个尚未定位的工件,其空间位置是不确定的,将其工件放在空间直角坐标系中,可以为六种宏观运动的可能性,称为六个自由度。即,若要确定工件在某坐标方向上的位置,就只需要用一个定位支撑点限制工件在该方向上的自由度。工件定位的形式有三种:完全定位、不完全定位、过定位。一般数控铣床常加工的零件有凹槽类、板类,圆柱类零件不好装夹。依据加工流程的分析,经过考虑, 决定该工件采用五面定位的装夹方案来加工。 在实际中设计了如图1 所示,它既能装夹典型的凹槽类、板类零件,又能装夹圆柱类零件。
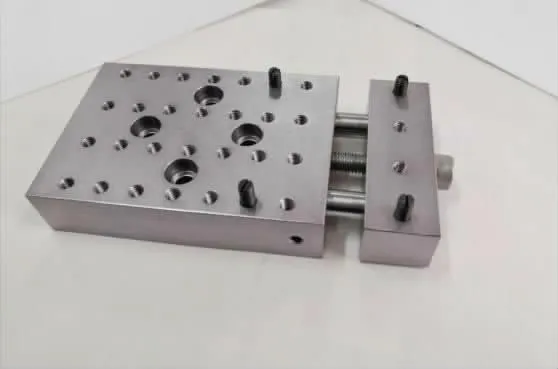
图1 平口钳

图2 平口钳固定钳口
夹具结构说明:
夹具主要由平口钳固定钳口,平口钳动钳口,平口钳导柱组成。a.平口钳固定钳口为夹具的主要部分,如图2 所示。用45 号钢制成,外形尺寸为100×70×22。4 个¢6.5- 沉孔¢11 深6.5的4 个沉头孔是让沉头螺钉配合T 形槽螺母,将固定钳口与机床工作台固定的。26 个M5 螺纹孔是放置M5 的螺柱起到加紧作用,多个螺孔可调整螺柱位置,以适应多种尺寸零件加紧要求。2 个¢10 的盲孔是导柱孔与导柱过盈配合。并用2 个M5 的紧定螺钉紧定。M8-15 的螺纹孔与动钳口的沉头螺钉配合。b.平口钳动钳口是平口钳的活动钳口,如图3 所示。用45 号钢制成,外形尺寸为70×23×20.2 个¢10 的直孔是与导柱滑动配合的作用。1 个¢9- 沉孔¢14 深10 的台阶沉孔为放置夹紧螺栓之用。4 个M5 的螺纹孔是放置螺柱。

图3 平口钳动钳口
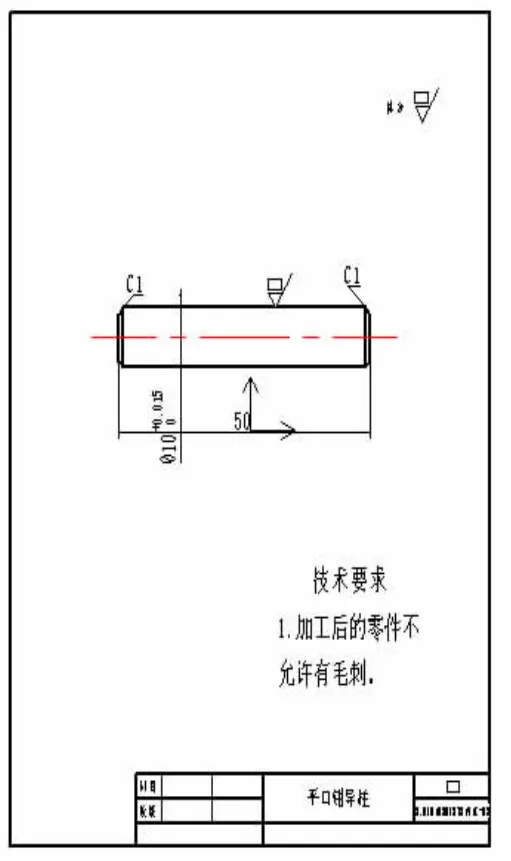
图4 平口钳导柱
c.¢10 的平口钳导柱是连接平口钳固定钳口和平口钳动钳口,起到导向的作用。
3 典型零件
数控铣床加工实例——槽类零件:
从实际应用出发,列举了台阶零件实例,毛坯为¢30mm×25mm,台阶轴已粗加工过,要求数控铣出如图5 台阶零件所示的槽,工件材料为45 钢。
a.装夹定位
按照图纸要求、前面加工工序的加工情况,确定加工的方法后,用已经加工过的底面为确定安装位置的基准,限制了工件在Z 轴方向上的移动,X 轴方向上的旋转,Y 轴方向上的旋转三钟自由度。用固定钳口和动钳口上的螺柱夹紧工件前后、左右四侧面,用螺柱限定工件的X 轴方向上的移动、Y 轴方向上的移动和Z 轴方向上的旋转三钟自由度。从六点定位原理来看,以上定位是过定位。但通过实践加工证明, 这样的过定位不影响.工件在夹具中定位后一般应夹紧。
b.工步顺序
铣刀每次切深为2mm,分二次加工完。
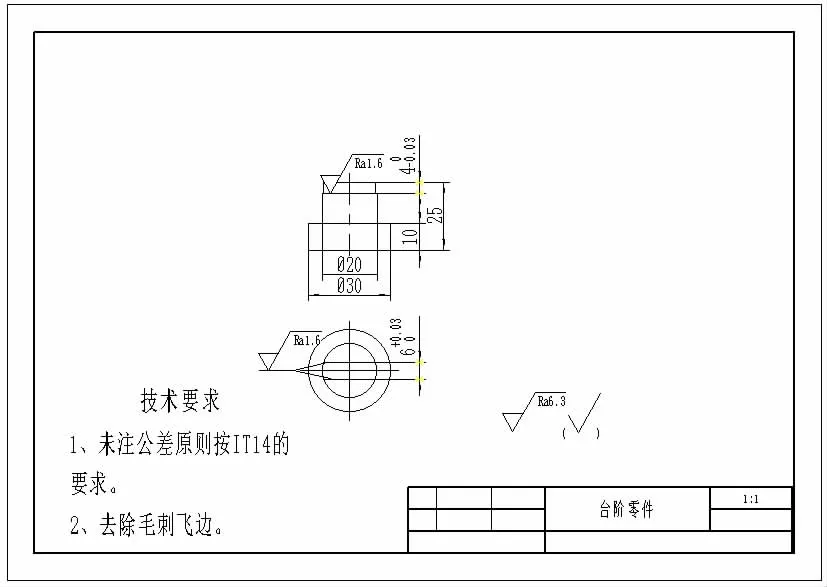
图5 台阶零件
结束语
该夹具实现了多种零件装夹,不仅能装夹常见类型的数铣零件,也可装夹轴类零件,还可适应多种尺寸零件的装夹。通过实际加工生产,证明了该夹具能保证生产的工艺要求、刀具的安全使用、切削用量的合理,提高了生产率, 保证了产品的质量.
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
哈尔滨轴承(2022年1期)2022-05-23
全面腐蚀控制(2022年1期)2022-01-26
内燃机与配件(2022年2期)2022-01-17
汽车工艺师(2021年12期)2021-12-22
装备维修技术(2020年3期)2020-11-20
读与写·中旬刊(2020年7期)2020-10-23
机电信息(2020年23期)2020-09-26
健康必读·下旬刊(2020年9期)2020-09-13
兵器知识(2019年10期)2019-11-04
