牙膏铝塑复合管剥离强度的影响因素
2020-07-07 14:56袁发贵章金宇张劲松
口腔护理用品工业 2020年3期
袁发贵 章金宇 姚 娜 张劲松
(云南白药集团股份有限公司,云南 昆明 650500)
引言
铝塑复合管广泛应用于牙膏的包装,很大程度上决定了产品的外观质量。牙膏复合管不但赋予牙膏保香作用,还具有外观宣传作用。因此,牙膏复合管质量的优劣可直接反映出牙膏产品的使用舒适度和产品品质。其中,牙膏用铝塑复合管的剥离强度,对牙膏保香和产品质量起到很大的作用。轻工标准《口腔清洁护理用品牙膏用铝塑复合软管(QB/T2901-2012)》,对牙膏复合管剥离强度作出要求,外层粘合层/铝箔应不小于3N/15mm,铝箔/内层粘合层应不小于5N/15mm。外层粘合层/铝箔的剥离强度,主要影响印刷效果和制管搭接强度,不做探讨。而铝箔/内层粘合层的剥离强度,主要受内容物、复合管内层、粘合层、铝层影响,下面对此做一一分析探讨。
1 内容物
1.1 牙膏内容物对复合管剥离强度的影响
铝塑复合管的内容物,包括:保湿剂、磨擦剂、粘合剂、发泡剂、味觉改良剂、防腐剂、外观改良剂、功效活性成分、香精香料等。为了研究内容物对铝塑复合管的影响,设计了包含保湿剂、磨擦剂、粘合剂、发泡剂、味觉改良剂、防腐剂、外观改良剂、功效活性成分、香精香料等成分的牙膏配方,灌装后进行铝塑复合管剥离强度测试,剥离强度的测试方法依据《口腔清洁护理用品牙膏用铝塑复合软管(QB/T2901-2012)》。
牙膏的香精不但赋予牙膏清新舒爽的气味,还具有杀菌防腐的作用。但是,牙膏香精成分较多,主要选取市面上最常用的留兰香精、薄荷香精、冬青香精和水果香精作测试。
实验方法:同一牙膏配方(配方1),不同香精制备牙膏,用铝塑复合管灌装后,放于48℃烘箱中,每隔一周进行一次剥离强度测试,结果见表1。
表1 同一配方不同香精牙膏铝塑复合管剥离强度测试 单位:N/15mm
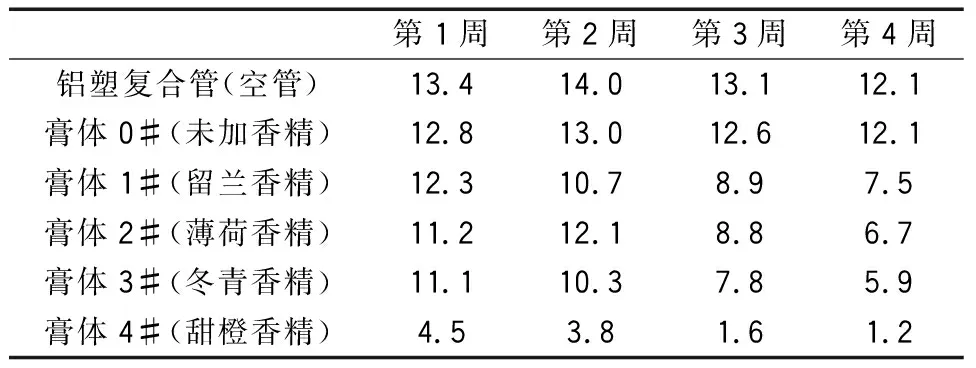
第1周第2周第3周第4周铝塑复合管(空管)13.414.013.112.1膏体0#(未加香精)12.813.012.612.1膏体1#(留兰香精)12.310.78.97.5膏体2#(薄荷香精)11.212.18.86.7膏体3#(冬青香精)11.110.37.85.9膏体4#(甜橙香精)4.53.81.61.2
表1可以看出,4周后空管复合管剥离强度大于5N/15mm,未加香精的膏体,复合管剥离强度4周后与铝塑复合软管(空管)基本无差异,而膏体1#、膏体2#、膏体3#、膏体4#的铝塑复合管,随着时间延长,剥离强度逐渐降低,说明香精对铝塑复合管剥离强度影响较大。并且,不同香精制备的牙膏,其铝塑复合管剥离强度差异加大。尤其膏体4(甜橙香精)第1周的剥离强度就低于5N/15mm。
复合软管在灌装了含有上述成分香精的牙膏后,由于分子运动和浓度差,香精逐渐从牙膏膏体向复合管管内壁PE膜渗透。当香精到达粘合层(一般为乙烯甲基丙烯酸聚合物EMAA),相似相容原理,某几类香精成分渗透过粘结层,到达AL层。由于AL层对香精成分有良好的阻隔作用,香精到达复合管AL层后结束渗透。随着时间的推移,香精渗透到AL层后会在AL层表面积聚,并破坏AL和粘结层的氢键,从而使复合强度降低。甚至有报道称脂溶性香精渗透过 PE膜,与粘结层接触后,会导致粘合层缓慢溶解,从而使内层PE膜与铝箔分离[1]。这样一来,牙膏复合管的剥离强度就大大降低了,完全低于5N/15mm,甚至直接发生复合管片材分层现象。
1.2 牙膏配方对复合管剥离强度的影响
实验方法:不同配方,添加甜橙香精:制备牙膏,用铝塑复合管灌装后,放于48℃烘箱中,每隔1周进行一次剥离强度测试,结果见表2。
表2 不同配方添加甜橙香精牙膏铝塑复合管剥离强度测试 单位:N/15mm
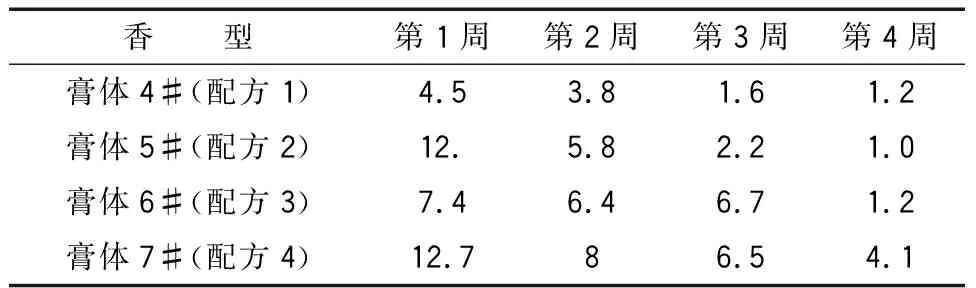
香 型第1周第2周第3周第4周膏体4#(配方1)4.53.81.61.2膏体5#(配方2)12.5.82.21.0膏体6#(配方3)7.46.46.71.2膏体7#(配方4)12.786.54.1
由表2可看出,不同配方添加相同香精后,牙膏铝塑复合管剥离强度也有很大差异,膏体4#第1周剥离强度就低于5N/15mm,而膏体5#(配方2)、膏体6#(配方3)、膏体7#(配方4)第2周剥离强度任然高于5N/15mm。然而,到第4周后,剥离强度都低于5N/15mm,再次说明甜橙香精对铝塑复合管剥离强度影响最大。
试验结果表明,不同牙膏配方,内容物分子运动不同,渗透性不同,对于复合管剥离强度衰减时间也有较大差异。
从内容物方面考虑,在牙膏配方设计初期,应该对包材进行相容性测试,避免配方中加入渗透性强的香精或其它物质,或者配方本身问题从而导致复合管剥离强度降低甚至发生分层渗漏现象。因此,在选用复合管时,可以选择阻隔性能较强的片材,阻止渗透性强的物质发生渗透现象。
2 内层
对于铝塑复合管,最里层一般是PE膜。由于灌装后需要热封,PE内膜与灌装设备直接接触,必须有优良的热封性能;另外,PE内膜和牙膏膏体直接接触,必须有较好的阻隔性、较低的吸附性和较好的耐化学腐蚀性。
全塑复合软管,使用 EVOH作为阻隔材料的复合软管片材已经开始得到应用单一的用EVOH替换Al层,EVOH具有优良的耐油性、耐有机溶剂性、阻气性,并且透明[2]。使用含有乙烯-乙烯醇共聚物(EVOH)高阻隔材料的聚乙烯共挤膜的软管具有较好的防止脂类溶剂浸透的作用,并且还有高度氧气阻隔及气体、香味的保存性能,是牙膏、食品、医药、化妆品等使用的复合软管较理想的高阻隔材料,用于全塑复合软管是最佳的选择[1]。根据EVOH的特性,市场上出现了用聚乙烯和EVOH共挤膜(PE/EVOH/PE)代替PE内膜的复合管。
实验方法:同一配方,添加甜橙香精:制备牙膏,用铝塑复合管和高阻隔铝塑复合管灌装后,放于48℃烘箱中,每隔一周进行一次剥离强度测试,结果见表3。
表3 不同铝塑复合管剥离强度测试 单位:N/15mm

第1周第2周第3周第4周铝塑复合管(空管)13.414.013.112.1高阻隔铝塑复合管(空管)13.612.813.212.5膏体4#(甜橙香精)/铝塑复合管4.53.81.61.2膏体4#(甜橙香精)/高阻隔铝塑复合管13.712.710.96.6
由表3可看出,添加高阻隔铝塑复合管和未添加高阻隔铝塑复合管的空管剥离强度在12N/15mm以上,且两者的剥离强度没有明显差异。膏体4#(甜橙香精)/高阻隔铝塑复合管剥离强度第4周为6.6N/15mm,明显高于膏体4#(甜橙香精)/铝塑复合管的剥离强度。
试验结果表明,添加高阻隔的铝塑复合管对香精阻隔性能较好。把PE内膜更换为PE/EVOH共挤膜,提高了复合管的阻隔性能,能阻挡大部分物质的渗透,从而降低可到达AL内侧的香精或其他渗透性强的物质,极大的延长AL层和EMAA内层的层间复合强度的衰减时间。
然而,EVOH在高湿度下,聚合物内分子链段结合不紧密,分子链相对运动较容易,从而产生了小分子扩散的通道,促进了小分子的扩散。此外, EVOH分子中含有羟基,属于极性分子,其与PE复合后的极性提高,对非极性氧气分子的透过起到阻碍作用。而EVOH极性增加对极性水分子的阻隔性没有明显改善[3]。市场上的牙膏,绝大部分都含水,那么,水分子就会渗透过PE/EVOH膜,随着时间的推移,渗透性强的物质,就容易随着水分子通道进入PE/EVOH膜,甚至到达粘结层和AL层,破坏粘结层和AL层的氢键,降低粘结层和AL层的层间复合强度。
在新品上市之前,只有把牙膏膏体灌装入复合管,相容性测试和老化加速实验合格后,复合管的复合强度不受影响或影响较小,方可正式量产或投入市场。
3 粘合层
在PE与铝箔之间,将两者粘合的材料是很重要的环节,它对牙膏复合管的耐折性,层间剥离强度具有关键作用[4]。内膜PE聚乙烯是非极性材料,而AL是极性材料,两者就难于粘合。只有粘合剂与聚乙烯和铝都有良好的粘接性,提供良好的复合强度,才能发挥出铝塑复合管的优良特性。粘合剂不仅要有良好的粘合强度,还必须有较高的机械强度。铝塑复合管的粘合剂,常用材料为乙烯甲基丙烯酸聚合物( EMAA)。EMAA的特点是与聚乙烯PE材料有良好的粘合性能, 同时材料中的丙烯酸物质(AA) 能与铝箔发生化学反应并交联在一起,EMAA 是铝塑复合片材中常用的优良的粘合剂,同时EMAA材料相对较硬,如果增加 EMAA 的厚度,在保障片材有牢固的剥离强度的同时,可以相应提高片材的挺度,粘合层 EMAA 的厚度应在20um 以上[5]。
在铝塑复合管的发展过程中,复合管生产企业都在追求降低成本,而EMAA对成本和价格的影响是最显著因素之一,采用共挤出工艺可以降低 EMAA的用量,实现成本的降低,同时共挤出具有更大的灵活性[6]。那么问题就出现了,降低EMAA用量之后,复合管PE内膜和AL之间的复合强度定会受到影响,大大降低AL层和EMAA之间的粘合强度。
牙膏复合管生产企业,在制管过程中,不能一味降低成本,还应该保障牙膏复合管的复合强度和应达到的性能要求。
4 铝层
复合软管的管体由多层材料复合而成,中间用铝箔作为阻隔层, 不仅化学性能稳定,而且卫生性能优异。中间的阻隔层采用8~12um的铝箔,起到阻止香味散失,防止膏体变质变味的作用。而且一定厚度的铝箔,使复合管的塑变性提高,减少回抽作用,使消费者的手感得于改善。铝箔提供了复合管的隔氧保香性能、卫生安全性能、消费者手感舒适度和外观效果,超过铝管和全塑复合管,成为牙膏包装中升档换代的新潮包装[4]。铝箔在生产成型后,其表面会形成一层稳定且致密的氧化膜(Al2O3),这使得其与粘结层粘结时不会因氧化层与基体的脱落而失去粘结效果。
随着复合管的发展,铝塑复合管厚度逐渐变薄。铝塑复合片材的总厚度从刚开始的300um,后来降低到275um,再到250um,目前220um已经逐步成为主流,甚至180um。复合软管中的铝箔从30um逐渐降低到20um、16um,现在国内采用的绝大部分是12um铝箔,甚至9um[6]。复合管的减薄,最关键的是减薄之后复合管的的性能得到保证。
铝箔分为光面和暗面,粘结层与之接触的粘结效果也有差异。生产过程中,大多要求铝箔暗面朝里层,这样不仅能提供良好的外观(尤其是漏铝设计),还能提供更高的复合强度。制管过程中,需要严格控制铝层的朝向。牙膏铝塑复合管的铝层厚度,在保障保香性能和阻隔作用的前提下,才能减薄。
5 结语
随着全国乃至全球球牙膏市场的迅猛发展,铝塑复合管的应用和研究也得到了深入的发展。牙膏新品上市或配方升级换代过程中,要尤为关注香精等渗透性强的物质对复合管的渗透性。其次,随着包材的更新,铝塑复合管内层添加高阻隔性能的材质,对于特殊膏体要做好相容性测试,保香隔氧阻湿都要统筹兼顾;对于粘合层和铝层,在减薄和降成本过程中,要同时兼顾复合管的复合强度。相信,在科技和经济日益发展的年代,牙膏复合管的发展定能跨上一个大台阶!
猜你喜欢
铝加工(2022年4期)2022-11-24
石油机械(2022年10期)2022-11-05
现代矿业(2022年1期)2022-02-15
轻合金加工技术(2021年9期)2021-12-28
钢管(2021年3期)2021-11-29
科技创新导报(2021年31期)2021-05-10
煤矿安全(2021年4期)2021-05-10
铝加工(2020年6期)2020-12-20
石油天然气学报(2020年3期)2020-12-10
煤矿安全(2020年8期)2020-08-21