
浅析锂电池正极材料辊道窑拱窑故障的原因与对策
2020-07-13 07:49张继丰
中国设备工程 2020年13期
张继丰
(天津国安盟固利新材料科技股份有限公司,天津 300301)
锂电池正极材料钴酸锂生产工序由混合、一次合成、一次粉碎(气流粉碎)、二次混合(除铁)、二次合成、二次粉碎(机械粉碎)、批混、过筛除铁、包装组成。在生产过程中,合成工序设备窑炉作为关键工序的关键设备,其利用率及窑炉温场的均匀性、周期的误差、进排气,直接影响着产品的产出及产品的性能指标。综上所述,锂电池正极材料生产过程中,合成工序窑炉设备运行的稳定性要求很高。在日常生产过程中,需要识别出导致窑炉长时间故障停机的原因,包括设备自身原因以及其他因素(工艺、匣钵质量等)。识别出导致长时间停机故障原因后进行分析、解决,提高窑炉设备的利用率,保证生产的顺利进行。
1 锂电池正极材料生产合成工序窑炉设备介绍
我司选用的是38.88米四列双层辊道窑炉,窑炉由升温区、恒温区、降温区组成,每个温区有上下硅碳棒加热系统组成。烧结周期为15~30小时可调,主传动采用斜齿轮传动。窑炉每温区进排风系统流量在一定范围内可调。原料(前驱体、氢氧化锂)在配料混合工序按一定比例混合均匀后,进入窑炉喂料系统。窑炉喂料系统将混合均匀的原料装入匣钵中,匣钵中的物料通过摇匀、切块后,通过置换室辊轴被输送窑炉入口,匣钵在辊棒拖动下,进入炉膛,通过升温区、恒温区进行化学合成,降温区进行冷却,经过合成后的物料输送到下一道工序。
2 窑炉设备一次长时间停机故障的影响
窑炉降温、维修、升温共计影响生产15天左右,共计影响58吨物料产出,造成4.9吨物料品质异常,窑炉维修备件、材料费用约10万元。
3 窑炉设备拱窑故障描述
我司合成工序窑炉于2019年4月14日、9月29日发生两次拱窑故障。故障发生前,窑炉主传动异响,窑炉出口出现破碎的匣钵,19、20温区积钵,破碎的匣钵已经顶到隔区梁,另外,此两温区的辊棒大面积断裂。如图1所示。

图1
4 故障窑炉拱窑故障原因分析
(1)匣钵破损,匣钵破损碎块或其他异物将辊棒卡住,辊棒断裂导致积钵拱窑(处理此次拱窑事故清理出断裂匣钵如图2所示)。(2)加热棒保护套断裂掉落双层匣钵上,破碎的套管随匣钵输送到温区的隔区梁卡住,导致积钵、拱窑。(3)辊棒从动端翘起将匣钵顶起,与隔区梁相撞导致积钵拱窑,辊棒断裂(4)辊棒异常断裂导致积钵拱窑。辊棒斜齿轮传动不稳定,整条窑炉辊棒转动速度不均匀,匣钵在炉膛内堆积导致拱窑。(5)辊棒从动测陶瓷轮衬套卡顿,辊棒翘起,炉膛内部匣钵运行顺序错乱,导致匣钵刮壁。(6)断棒检测功能异常,没有检测出辊棒断裂,导致窑炉拱窑。
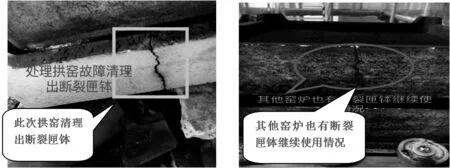
图2
5 针对以上六点窑炉拱窑故障原因分析对应的对策
(1)故障原因5.1对应的对策:匣钵在使用过程中,增加对匣钵外表质量的检查频次,发现有裂纹等残缺,匣钵需立即更换;重新评估匣钵的使用批次,制定合理的匣钵更换批次标准。
(2)故障原因5.2对应的对策:①修改窑炉升温、降温曲线,降低窑炉升、降温速率,延长窑炉保温时间(目前,窑炉升、降温保温时间为8小时,窑炉技术附件要求窑炉各阶段保温16小时),减少由于窑炉升降温速度过快导致的加热棒保护管破损、掉落到匣钵上卡住隔区梁导致拱窑。②拟定窑炉加热棒保护套管更换频次。窑炉升降温2次,更换恒温区加热棒保护套管,防止破碎的套管随匣钵输送到温区的隔区梁卡住,导致积钵、拱窑。
(3)故障原因5.3、5.4、5.5、5.6、5.7对应的对策:窑炉主传动结构改造。现有窑炉主传动结构斜齿轮咬合间隙过小、传动可调性不一、辊棒长时间运行存在不稳定等问题,导致辊棒断裂、窑炉积拱窑故障。具体改造方案及技术要求如下:一是主传动改造前后结构如图3所示,此改造项目涉及主传动整体支撑的改造,要求支架强度满足要求,确保主传动在长期运行状态下斜齿轮咬合良好,无跳齿问题,主传动轴无弯曲问题,主传动横轴需要考虑多增加轴承座支撑,另外,在现有每条窑炉4台主传动电机基础上增加至6台传动电机,提高主传动运行的稳定性,选用现有品牌电机和变频器。二是主传动改造辊棒万向节联轴器需与设备再装辊棒连接相匹配。三是斜齿轮模数、齿数、压力角等参数与在装设备斜齿轮相关参数一致或者确保窑炉原设计周期15~30h周期连续可调,窑炉周期误差不大于5分钟。斜齿轮、主传动横轴联轴器耐磨、防腐处理。四是涉及主传动的轴承座,均需加注润滑脂油嘴,设备安装后所有的润滑点均需要加注高温润滑脂(包括斜齿轮、传动轴承等)。五是万向节联轴器与其安装板之间配合的轴套需要耐磨,配套的轴封需要选用耐高温材质,密封性良好。六是辊棒支撑瓷轮、无油衬套在长期高温状态下无卡阻且与设备本体无干涉;杜绝选用非金属、石墨等材质不耐磨衬套;每条窑炉需要额外准备1/3窑炉使用的辊棒支撑瓷轮和无油衬套,便于在改造过程中发现损坏的齿轮、无油衬套的更换。七是辊棒能够实现正反转功能并且运行稳定;主传动需要增加安全销报警机构,报警信息写入原有设备程序中。确保驱动机构检测及时有效,报警信息解除需要增设权限(只有设备维修人员确认后才能消除蜂鸣报警。八是每根辊棒需要安装断棒检测功能和辊棒错位功能(辊棒运行过程中从动侧辊棒转到瓷轮上方检测功能),所选的检测元件需要耐高温、耐腐蚀,且检测元件使用周期至少2年以上,检测报警信息写入原有设备程序中。确保断棒检测功能及时有效,报警信息解除需要增设权限(只有设备维修人员确认后才能消除蜂鸣报警)。九是设备改造过程中涉及与现场原设备干涉的部位或为了便于安装需要拆卸的部位,在主传动安装后需要恢复,确保现场设备的完整性。十是设备改造、调试过程中损坏的的备件需要由施工方负责购买、更换,备件的规格、型号、材质、品牌需要与现场原有设备相应的备件一致。十一是设备安装后、调试前需要对辊棒水平度、平行度进行调整,整窑辊棒水平度在5mm以内,辊棒平行度3mm以内;确保匣钵冷热状态下出窑蛇形量左右小于等于30mm,前后小于等于50mm,并且无塌钵现象。
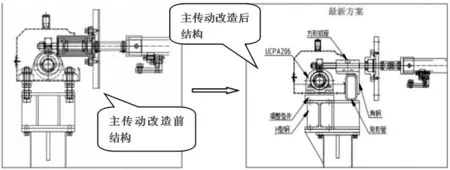
图3
6 结语
通过对窑炉拱窑这一故障原因全面分析,找到了引起窑炉拱窑故障长时间停机的原因。同时,采取了有针对性的措施:主传动结构改造;拟定合理的窑炉升温、降温、保温时间;制定合理窑炉保护套管更换频次;重新制定匣钵更换频次。通过以上四方面改善措施,有效地改善了窑炉设备运行的稳定性,提高了锂电池正极材料生产过程中关键工序关键设备的利用率,保障了生产的稳定进行。

猜你喜欢
计量学报(2022年7期)2022-08-23
北京信息科技大学学报(自然科学版)(2022年3期)2022-07-06
科技信息·学术版(2021年2期)2021-12-22
耐火材料(2021年4期)2021-08-25
陶瓷研究(2021年3期)2021-07-10
玻璃(2020年2期)2020-12-11
佛山陶瓷(2019年10期)2019-11-29
消防界(2019年9期)2019-09-10
东方收藏(2019年2期)2019-07-15
南方企业家(2018年1期)2018-01-19
