
空分装置主换热器热端温差过大的原因分析
2020-07-16 05:44李芳芳王丽平
山西化工 2020年3期
李芳芳, 王丽平
(山西焦化集团有限公司,山西 临汾 041606)
某公司甲醇厂空分车间有1#KDON-8000/5000型、2#KDON-6000/12000型空分装置各一套,分别于2008年1月、2016年6月投产运行。装置为国内第五代带增压膨胀机的全低压分子筛净化流程(流程图见图1),两套装置均利用深度冷冻的方法,将离心式空压机送来的原料空气,经氮水预冷系统冷却、分子筛吸附净化、板式换热器降温、膨胀机制冷、并通过双级精馏塔精馏,分离出氧气和氮气,其中1#、2#空分装置大部分氧气经氧压机压缩供给甲醇一系统、甲醇二系统转化炉使用,氮气主要供公司各生产厂吹扫、置换、熄焦及升温还原使用。1#空分装置自投运以来除按系统计划停车外,一直正常运行。但在2018年5月份开始出现了主换热器热端温差过大的现象,此现象对空分装置的安全运行造成了极大的隐患[1-2]。
2018年7月,1#KDON-8000/5000空分装置运行工况进一步恶化,主换热器热端温差最大达17 ℃,装置冷损严重。

图1 空分装置流程图
1 原因分析
为了查找主换热器热端温差大的原因,从以下几方面进行原因分析:
1.1 主换热器本身设计问题
主换热器本身设计换热能力不足可能造成主换热器热端温差增大。我厂1#空分装置于2008年初次开车期间,运行平稳,热端温差最大7 ℃,空气与氧气通道、氮通道、污氮通道数量设计均能满足热交换要求,且多年来也未曾出现换热能力不足问题,所以主换热器本身设计不存在问题。2008年、2018年主换热器热端温度参数见表1。

表1 2008年、2018年主换热器热端温度参数
1.2 微量水分进入主换热器
1#空分装置若有水分进入,造成水分在主换热器冻结,也是造成主换热器热端温差大的原因。根据装置流程水分可能是通过以下两通道进入主换热器(见图2),即,增压空气带入水分与正流空气带入水分两种可能性:1) 若可能是增压机冷却器漏水,那么冷却器后的气侧导淋阀就应有水排出,经现场排放,导淋排放正常。并采用便携式露点仪进行分析,水分质量分数低于10×10-6,排除增压机冷却器漏水可能。2) 由于增压空气水分含量达标,所以基本可排除由分子筛来的正流空气带水的可能性。综合以上两项分析,有微量水分进入主换热器的可能性可以排除。

图2 主换热器正返流气体示意图
1.3 加温、冷却骤变引起主换热器破裂
如果是主换热器微漏,不可能对换热器造成如此大的影响,如果泄漏严重的话,那么中压空气将大量进入低压返流气体通道,返流气体出塔压力将有明显的变化,而实际上各返流气体的压力没有明显波动,因此可排除主换热器破裂泄漏原因。
1.4 操作人员调节有误
本空分装置用的是三个单元的主换热器,操作人员在操作中可能存在气流分配不合理问题。为此,车间专门在装置返流气体流量不变的情况下,通过V101、V102、V103阀配合调节热端温差,经过调整三股返流气体出塔温度相等,但热端温差仍然很大,所以排除进三个单元换热器的空气量分配不合理的原因。
1.5 分子筛对二氧化碳、碳氢化合物吸附不彻底
可能是分子筛对二氧化碳、碳氢化合物吸附不彻底,将二氧化碳、碳氢化合物带入主换热器造成主换热器堵塞。
空分设备分子筛纯化器将空气中水分、二氧化碳及部分碳氢化合物吸附,吸附后利用污氮气对分子筛进行加热,分子筛纯化器设置两个,一个处于吸附阶段,另一个处于再生阶段。
我公司对生产原料的产购一直有严格的采购程序,而且分子筛一直用的是上海巷腾分子筛有限公司生产13X-APG,使用多年从无质量问题。而且本批次分子筛在2#空分装置中使用正常,所以能保证分子筛质量。
再者,分子筛在使用过程中严格控制加温再生程序,在分子筛再生中,操作人员严格按再生程序进行加温、冷吹,控制再生温度,坚持每8 h对纯化器进行一次倒换操作,同时严格保证再生气量的充足。并严格监视分子筛吸附器出口二氧化碳在线分析仪,并同现场人工分析数据相比较,确保数据的正确性。二氧化碳测量数据都在指标范围内,无超标现象。所以,分子筛对二氧化碳、碳氢化合物吸附不彻底原因可排除。
1.6 其他异物堵塞了主换热器通道
排除了以上几种原因,最有可能就是主换热器通道被异物(分子筛或其他异物)堵塞,影响了热交换。
2 处理措施
在确定本次影响主换热器热端温差增大的原因后,停止1#空分装置运行,对装置进行停车检查。
为了尽可能降低空分装置检修期间对整个甲醇一系统生产运行的影响,节能降耗,充分利用资源,先将2#空分装置(此时正值甲醇二系统临时停机检修,2#装置氧气富余)的富余氧气切入甲醇一系统为1-3#氧压机供气,使2#空分装置代替1#空分装置继续为系统供气。
正常生产时1#空分系统配套的1-3#氧压机供甲醇一系统净化车间转化炉使用;2#空分系统配套的4-6#氧压机供甲醇二系统第二净化车间转化炉使用。
2.1 2#空分产品氧气送入1-3#氧压机操作
1) 停4-6#氧压机;同时关闭V105B阀,开V104B阀放散阀;将4-6#氧压机完全退出。
2) 关闭2#空分系统氧气入氧气缓冲罐V116阀。
3) 现场开氧气联通阀V115阀至50%左右;同时,根据2#分馏塔顶部压力适当关V104B放散阀至全关;缓慢关V105A阀门至全关,同时开V104A阀放散阀(根据1#空分分馏塔顶部压力和氧压机入口压力进行操作)。
4) 2#空分氧气出分馏塔总管阀V132阀至50%左右,一系统氧气入氧压机V1411阀门关至70%左右,并调节氧气外送流量为6200 m3/h~6600 m3/h。
5) 一系统氧压机回流阀V1403阀打手动,开到65%左右进行综合调节。
6) 在倒换过程中应使1-3#氧压机吸入压力≥5.0 kPa。
7) 使1#、2#空分系统分馏塔上塔顶部压力≤45.0 kPa。
8) 操作流程图见图3。
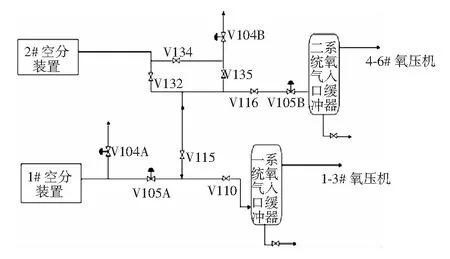
图3 2#空分产品氧气送入1-3#氧压机操作图
2.2 1#空分装置停车、检查确认
将1#空分装置停车后,打开分子筛吸附器顶部,发现丝网上有大量粉尘,在对粉尘物质进行初步分析时,发现该物质遇水时没有热量产生(分子筛遇水时产生热量),而且吸附器丝网已经变形呈凹陷形,基于以上现象,粉尘很可能是从污氮通道进入分子筛顶的丝网上,粉尘物质可能是珠光砂。但珠光砂如何进入污氮通路,还需进一步对冷箱内设备、管线进行查漏。
对整个装置进行全面加温,扒开冷箱珠光砂,进行保压查漏。在加温过程中发现从V108污氮排放阀中吹出少量珠光砂,打开V107、V109氮、氧排放阀未吹出珠光砂,因此将查漏重点放在污氮管线及所关联的设备上。当拆开进冷箱充气阀(V202)法兰后,打开V202阀吹出大量珠光砂。对氮封管道进一步检查,发现V202阀出口法兰处破裂,就是此破裂点使得冷箱内的珠光砂通过此处进入污氮通道。
由查漏结果得出造成空分装置主换热器温差过大的原因是氮封法兰泄漏,在分子筛再生时珠光砂被吸抽到污氮管线后进入分子筛吸附器顶部,进而在分子筛吸附器正常运行时珠光砂随空气进入主换热器,从而使主换热器换热面积减少,导致换热器热端温差增大。
同时,清理出分子筛吸附器内的分子筛和活性氧化铝,将其中的珠光砂筛出,并用吹除法将将分子筛顶部及管道、主换热器中残余珠光砂吹出。
在对精馏塔的吹除中没发现有珠光砂存在的痕迹。
3 结论
1) 将充氮阀及连接管道进行更换,对整个装置加温、吹除处理后,1#装置再次开车,顺利出氧,各项工艺指标运行正常,均在指标控制范围内。
2) 对这次问题的判断、分析比较准确,没有造成堵塞情况的进一步扩大化。
3) 在1#装置停车检查期间,充分利用2#装置富余氧气进行倒换操作,使系统资源得以合理充分的利用,避免了整个甲醇一系统的全线停车,为公司生产节约了成本。
4) 在今后的生产中,要加强粉尘来源的防范,固体粉尘进入空分设备后轻则堵塞换热器通道,降低传热效率,堵塞精馏塔塔板,降低产品纯度和产量;重则堵塞主冷板式氧通道,加速液氧中烃类杂质的浓缩;同时,粉尘有可能成为液氧中的引爆源,其危害性不可小视。
猜你喜欢
中氮肥(2022年1期)2023-01-03
通信电源技术(2022年21期)2022-02-06
VOGUE服饰与美容(2021年12期)2021-12-02
房地产导刊(2020年5期)2020-06-24
制冷技术(2019年4期)2019-11-01
节能技术(2018年6期)2019-01-03
能源研究与信息(2018年2期)2018-12-08
优雅(2016年12期)2017-02-28
发明与创新·中学生(2016年9期)2016-05-14
制冷(2012年3期)2012-08-03
