新癸酸镍在巨型工程机械轮胎胎体胶和粘合胶中的应用
2020-07-20 07:55张恩华
轮胎工业 2020年6期
刘 娟,高 利,谷 宁,曲 淼,张恩华
(三角轮胎股份有限公司,山东 威海 264200)
金属钴是重要的战略资源之一,广泛应用于汽车、化工和航空等领域。近几年全球对钴的需求量越来越大,使钴的价格大幅上涨。钴资源储量极小,在市场需求激增的形势下,钴的供应链非常脆弱,欧盟已提出要减小制品中钴含量或寻求替代金属钴的新材料。
金属镍的储量非常丰富。从元素周期表可以看出,铁、钴和镍同属第Ⅷ副族,最外层电子数均为2,因此具有相近的化学性质。由于铁、钴和镍的次外层电子数分别为6,7和8,次外层电子数越少,其活性越高,形成氧化物的速度越快,越易氧化,因此三者的耐老化性能优劣顺序依次为镍、钴和铁。
钴盐是镀铜(锌)钢丝帘线的专用粘合增进剂,其在子午线轮胎各部件胶料配合剂中最为重要,且价格昂贵。研究表明,在间-甲-白粘合体系中加入钴盐,可以明显提高胶料与钢丝帘线的粘合性能,因此该粘合体系在轮胎行业得到了广泛应用[1-4]。
本工作主要研究新癸酸镍替代新癸酸钴在巨型工程机械轮胎胎体胶和粘合胶中的应用。
1 实验
1.1 主要原材料
天然橡胶(NR),SMR20,马来西亚产品;炭黑N326,河南东泰科技有限公司产品;炭黑N347,江西黑猫炭黑股份有限公司产品;新癸酸钴,牌号Manobond 740C,上海黎元国际贸易有限公司提供;新癸酸镍,牌号WX-N20,杭州中德化学工业有限公司产品;辛基增粘树脂,牌号SL1801,华奇(中国)化工有限公司产品;增粘树脂Koresin,彤程集团有限公司提供。
1.2 配方
1.2.1 胎体胶
生产配方:NR 100,炭黑N326 50,新癸酸钴 0.8,增粘树脂Koresin 2,不溶性硫黄 6,促进剂DZ 0.4,其他 13。
试验配方A:以0.4份新癸酸镍等量部分替代新癸酸钴,其余组分及用量均同生产配方。
试验配方B:以0.8份新癸酸镍等量全部替代新癸酸钴,同时增加0.2份促进剂CBS,其余组分及用量均同生产配方。
1.2.2 粘合胶
生产配方:NR 100,炭黑N347 40,白炭黑 10,新癸酸钴 0.8,辛基增粘树脂 2,硫黄 2,促进剂TBBS 1,其他 12。
试验配方C:以0.4份新癸酸镍等量部分替代新癸酸钴,其余组分及用量均同生产配方。
试验配方D:以0.8份新癸酸镍等量全部替代新癸酸钴,同时增加0.2份促进剂TBBS,其余组分及用量均同生产配方。
1.3 主要设备和仪器
XK-160型开炼机,上海橡胶机械厂产品;GK1.5N型(切向转子系统)密炼机,德国Krupp公司产品;GK400型和GK255型密炼机,益阳橡胶塑料机械集团有限公司产品;XLB-Q型400×400×2平板硫化机,上海第一橡胶机械厂产品;T2000型拉力试验机和MDR2000型硫化仪,美国阿尔法科技有限公司产品;EPLEXOR 500N型动态热机械性能分析仪,德国GABO公司产品。
1.4 混炼工艺
1.4.1 胎体胶
胶料采用两段混炼工艺,混炼均在GK1.5N型密炼机中进行,转子转速为45 r·min-1。一段混炼工艺为:生胶→小料→两次提压砣→混炼至温度达到145 ℃→排胶;二段混炼工艺为:加入一段混炼胶、硫黄、促进剂和防焦剂,混炼至温度达到105℃→排胶。
1.4.2 粘合胶
胶料采用五段混炼工艺,前四段混炼在GK400型密炼机中进行,终炼在GK255N型密炼机中进行。一段混炼转子转速为50 r·min-1,混炼工艺为:生胶、小料→压压砣→提压砣→炭黑→混炼至温度达到160 ℃→排胶;二段混炼转子转速为45 r·min-1,混炼工艺为:一段混炼胶、小料→压压砣→提压砣→炭黑→混炼至温度达到150 ℃→排胶;三段和四段混炼均为回车;终炼工艺为:加入四段混炼胶、硫黄和促进剂等→压压砣→提压砣→压压砣→混炼至温度达到100 ℃→排胶。
1.5 性能测试
各项性能均按相应的国家标准进行测试。
2 结果与讨论
2.1 理化性质
新癸酸镍和新癸酸钴的理化性质见表1。

表1 新癸酸镍和新癸酸钴的理化性质
2.2 在胎体胶中的应用
胎体胶的硫化特性和物理性能如表2所示,表中tanδ为损耗因子。
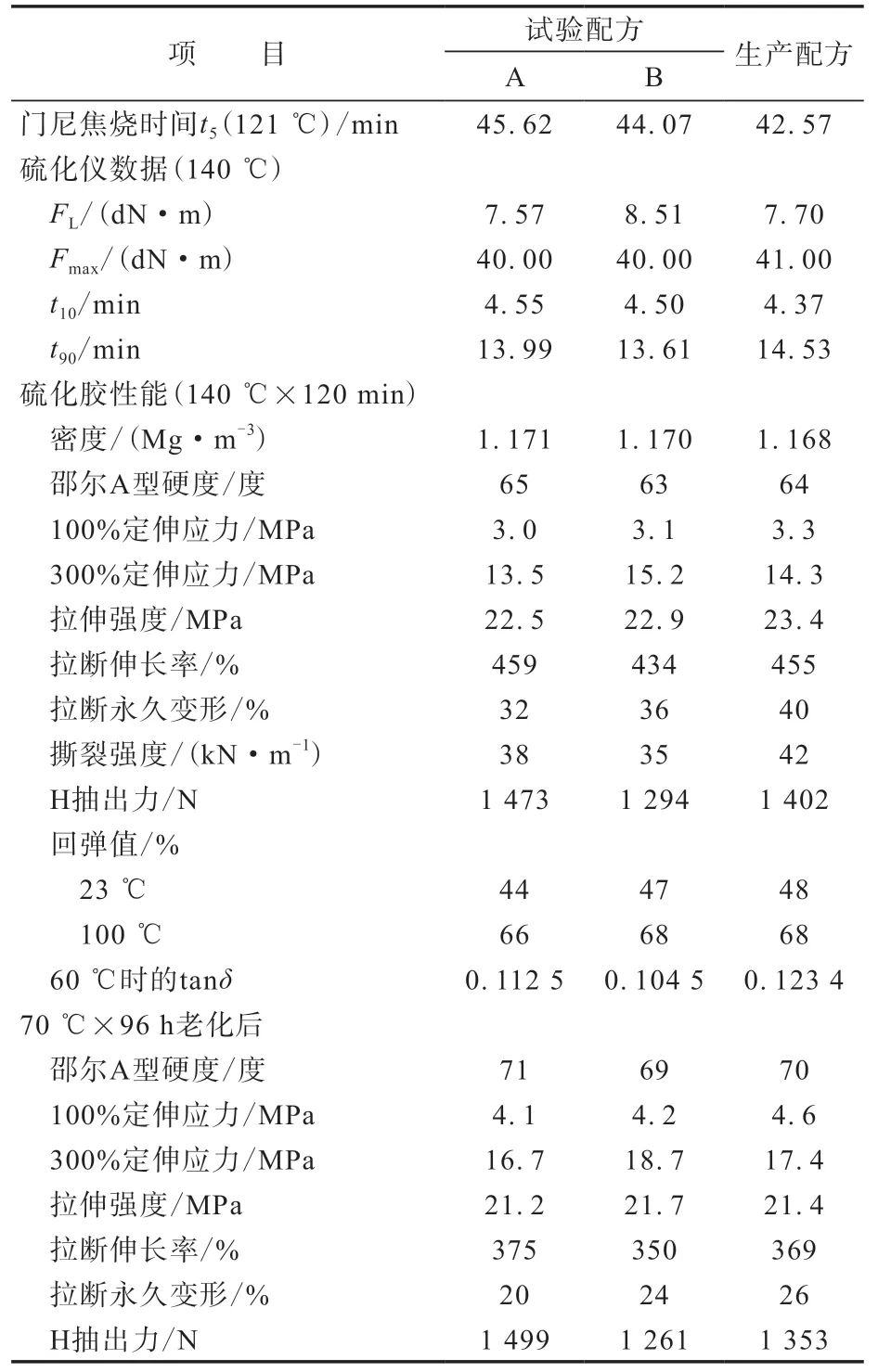
表2 胎体胶的硫化特性和物理性能
从表2可以看出:与生产配方胶料相比,试验配方A和B胶料的门尼焦烧时间延长,t90缩短;硫化胶的硬度、定伸应力、拉伸强度和回弹值相当,60℃时的tanδ减小;其中试验配方A胶料老化前后的H抽出力分别提高了5%和11%。
2.3 在粘合胶中的应用
2.3.1 胶料性能
粘合胶的硫化特性和物理性能如表3所示。

表3 粘合胶的硫化特性和物理性能
从表3可以看出:与生产配方胶料相比,试验配方C和D胶料的门尼焦烧时间和t90延长;硫化胶的硬度、定伸应力、拉伸强度和拉断伸长率相当,回弹值增大,60 ℃时的tanδ减小;其中试验配方C胶料的剥离力提高。
2.3.2 工艺性能
采用试验配方C和D胶料进行胎体粘合胶片压延,压延过程良好,成型过程中的胶片粘性良好,无异常情况。
2.4 成本分析
采用新癸酸镍部分替代新癸酸钴,胎体胶成本约降低0.107 3元·kg-1,粘合胶成本约降低0.102 8元·kg-1。
3 结论
在巨型工程机械轮胎胎体胶和粘合胶中以新癸酸镍部分替代新癸酸钴,胶料的门尼焦烧时间延长,硫化胶的硬度、定伸应力和拉伸强度相当,粘合性能提高,60 ℃时的tanδ减小,可减小滚动阻力,降低动态生热,提高轮胎使用寿命,同时可降低胶料成本。在钴资源日趋珍贵的形势下,使用镍盐替代钴盐具有良好的经济效益和市场前景。
猜你喜欢
轮胎工业(2022年7期)2022-11-25
中国金属通报(2020年4期)2020-07-04
钻探工程(2019年3期)2019-03-22
钻探工程(2019年1期)2019-02-13
橡胶科技(2018年4期)2018-02-17
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年5期)2015-08-29
橡胶工业(2015年11期)2015-08-01
橡胶工业(2015年8期)2015-07-29
橡胶工业(2015年6期)2015-07-29