
西选智能化改造技术与应用
2020-07-31 11:43吴鹏
中国化工贸易·中旬刊 2020年4期
摘 要:根据企业管理和智能管理的思想研究,设计厂区智能管理系统模型,结合工厂网络和信息平台,利用信息技术和智能技术提高企业管理水平,描述了模块区域和管理操作流程之间的相互关系,包括管理功能分区、信息收集和存储、信息处理和分析、知识库、综合评估以及其他模块。论述了各模块之间的相互关系和管理操作流程,为厂区智能化管理系统的建设提供了依据。
关键词:选煤厂;网络平台;智能化系统
1 项目概况
厂区集控系统使用年代较长,已经到达产品的使用生命周期,且各个车间、生产控制部分为多版本、多系统存在,各系统及分站数据没有统一关系,处于集控信息孤岛状态。本次对储运车间、运销车间、煤泥水车间等进行统一智能化升级改造。同时建立全厂的数据中心、生产调度指挥中心利用一体化管控平台,对全厂所有数据进行统一管理,建成高自动化、高智能化、高可靠性、安全高效的智能化厂区。
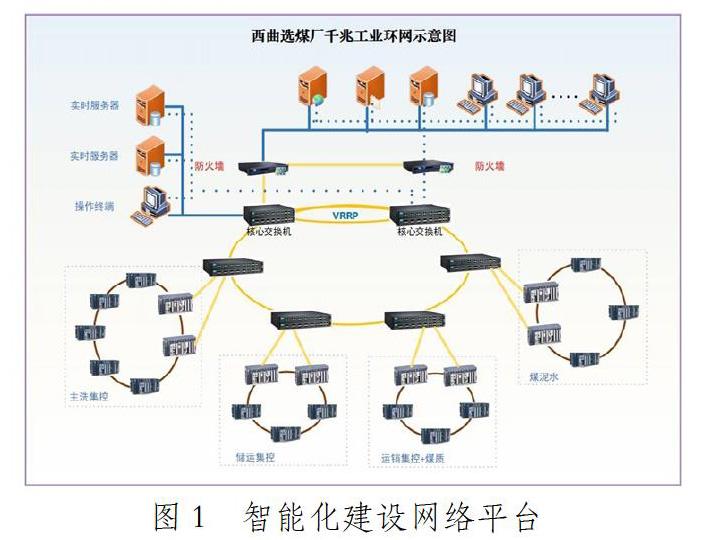
2 智能化网络平台架构
本次改造设计将主洗、储运、运销、煤泥水作为全厂自控系统的四大块,每一块配置各自的PLC主站,分站与主站连接,通过GE自身数据冗余功能实现冗余。再由主站通过光纤上联至厂区千兆工业以太环网,与厂生产调度指挥中心、数据中心实现高带宽网络数据传输、采集、控制管理的目的。此网络方案为三层网络结构:核心层、汇聚层、接入层。
2.1 核心层
采用2台高性能三层工业以太网交换机SICOM3028GPT,
采用千兆端口聚合方式,将两台设备级联,实现双机热备,并配置VRRP实现路由冗余,保证数据可靠的传输。
2.2 汇聚层
采用6台高性能二层工业以太网交换机SICOM3024P,通过千兆光纖组成环形网络,配置IEC62439-6标准协议DRP,当网络中某一个节点发生故障时,网络可以在小于20ms内,自动实现拓扑改变切换到总线型,从而保证网络持续性和稳定性;环网中节点交换机分别通过千兆光纤上连至核心交换机1与核心交换机2上,通过在节点交换机上启用DHP,实现上连冗余传输,保证数据有效可靠传输。
2.3 接入层
采用统一GE品牌,统一系列PLC产品,利用GE品牌自有的冗余传输及自成数据环形网络的结构完成前端数据的采集、控制、管理等可实现工业控制网络与企业信息网络和数据中心的连接,形成企业级管控一体化的全开放网络(见图1)。
3 智能化改造方案
全厂选用统一品牌系列的GE品牌的PLC产品,数据库、及数据中心设备,便于在主洗、储运、煤泥水和运销等部门新建PLC控制系统,组成全厂自动化生产集控系统,实现生产系统自动化集控,监测、控制、管理全厂设备和系统的运行状态。建立全厂自动化生产集控平台。
3.1 主洗车间
主洗车间改造内容包括:TBS分选系统、煤泥回收系统、刮板机及皮带运输机的保护、螺杆式压风机远程控制、一、二、四层的除尘器集控、循环水泵系统集控接入等。
控制系统的实现:重介分选系统:将皮带机头调整一、二系统原煤量闸板的控制信号接入到集控,通过集控控制的方式调整闸板的开度,及时保证一、二系统的加煤量处于均匀状态;在冲水槽处安装冲水计量表,监测到水量低于设定值自动报警并停止皮带运转;在集控平台增加对旋流器压力值波动较大时进行报警的功能;将合介分流阀进行更换,使用电控调节阀门开度,通过集控中心随时调整合介分流量,保证重介分选密度的稳定;更换泵出料密度计;中煤脱介筛和矸石脱介筛重新安装集控系统接入厂集控平台,使集控能够有效的控制设备的启停;对二系统磁选机的集控重新安装集控系统接入厂集控平台,使集控能够控制二系统磁选机的启停;各生产泵实现集控开停车,可根据需要选择集控或就地方式。
TBS分选系统:对TBS工作参数调整纳入到集控控制,冲水阀门改用电控,通过集控可远程调整TBS的分选密度、冲水量的大小以及排料阀开度。高频筛、离心机实现自动化集控平台控制设备的启停。将刮板与高频筛以及TBS的排料阀实现闭锁,当刮板停止时,高频筛自动停止运转,同时TBS排料阀也处于关闭状态。对高频筛的出料槽安装堆煤保护。
3.2 运销车间
运销车间改造内容包括:集控中心改造、车皮车号自动识别系统、车皮位置识别系统、轨道衡计量数据采集系统和皮带保护集控系统等。
控制系统的实现:设备有就地单机控制和集中连锁控制两种运行方式。由地销磅房切换。就地方式用于检修和调试,使用就地控制箱上的按钮来控制设(下转第100页)(上接第98页)备的开停。集控方式用于正常生产装车作业,由磅房的控制台控制。就地操作人员若发现问题,可按下就地控制箱上的禁起按钮,终止起车过程。无论在哪种方式下,就地操作人员发现问题,按下急停按钮,能使所有设备立即停止运行。集控方式下,能选择流程、煤种、选择给煤机,起停不同的设备队列,实现不同方式的起车。
3.3 储运车间
储运车间改造内容包括:集控系统改造、空压机远程控制改造、自动注油系统、智能照明系统、智能视频监控采集系统、智能巡检机器人、智能识别除杂系统、现场开关箱更换及皮带保护集控系统等。
控制系统的实现:通过PLC控制系统对储运系统的启、停车,给煤机的调频进行集中控制。实现生产过程报警与生产报警视频联动;通过平台APP将运行信息反馈给各级管理人员。
3.4 煤泥水
煤泥水车间改造内容包括:集控系统改造、移动监控管理、循环用水系统、快开压滤机系统、水仓超声波液位系统、自动加药检测系统设备状态和物料运行状态监测系统、配电系统及皮带保护集控系统等。
控制系统的实现:对现场设备运行情况和工艺流程进行监控,对电机进行轴承温度、电压电流大小、振动的参数采集,对刮板进行跳链、断链检测,对皮带进行跑偏、撕裂、堆煤检测,对浓缩池、水池、煤泥桶加液位计、料位计和密度计,对泵加流量计,皮带秤等自动监测监控设备进行PLC集中监控,利用厂工业以太环网将实现数据上传至数字中心,在生产调度组态画面中动态显示实时数据及相应预报警信息及画面。
3.5 煤质科
煤质科化验改造实现监测、检验、分析等自控设备的远程状态及数据管理。实现无纸化数据记录及数据实时上传。将分析天平和电脑连接,煤样前后重量和计算结果电脑自动生成报表。可实现无纸化数据记录,数据实时上传至厂集控平台数据中心。通过改造,实现实验数据数字化,大幅度减少各项化验记录繁多数据量大,职工劳动强度大的问题。
4 结论
本次通过升级改造主洗车间、运销车间、储运车间、煤泥水车间、构筑生产自动化网络平台,初步建成智能综合管理平台,大幅提升自动化、智能化水平。完善生产数据接入系统、完善数据库建设,实现了生产数据的统一管理分析、生产过程控制、移动终端集控管理、生产精细化管理。本次改造实现了企业管理从传统方法向自动化和智能方法的飞跃,实现全面、协调、可持续的发展,为智能化厂区的全面建设奠定了坚实而可靠的基础。
参考文献:
[1]王碧清,高赟,苗彦平,等.选煤厂智能化管理系统研究[J].技术与创新管理,2018(2):211-214.
[2]郭佐宁,高赟,薛忠新,等.张家峁选煤厂智能化建设架构设计研究[J].煤炭工程,2018,50(2):37-39.
[3]匡亚莉.智能化选煤厂建设的内涵与框架[J].选煤技术, 2018(01):85-91.
[4]冯婵.选煤厂控制自动化技术分析[J].山东工业技术,2014 (18):49-85.
作者简介:
吴鹏(1989- ),男,汉族,山西大同人,本科,2019年毕业于太原理工大学采矿工程专业,机电助理工程师。
猜你喜欢
装备维修技术(2021年47期)2021-07-12
科学与财富(2021年35期)2021-05-10
中国检察官·经典案例(2019年5期)2019-07-01
福建基础教育研究(2019年6期)2019-05-28
中小企业管理与科技·中旬刊(2017年3期)2017-04-01
中国高新技术企业(2017年1期)2017-03-24
现代电子技术(2016年23期)2017-01-12
中国集体经济(2017年1期)2017-01-04
今日教育·幼教金刊(2016年6期)2016-07-21
