基于稻壳灰的高纯度白炭黑制取工艺优化及其性能分析
2020-08-03 05:49周显青潘鹏云张玉荣张咚咚胡佳佳
河南工业大学学报(自然科学版) 2020年3期
周显青,潘鹏云,张玉荣,张咚咚,胡 思,胡佳佳
河南工业大学 粮油食品学院,河南粮食作物协同创新中心,粮食储藏安全河南省协同创新中心, 河南 郑州 450001
稻壳是稻米加工过程中主要的副产物,占稻谷总质量的18%~20%[1]。稻壳灰是稻壳燃烧放能后的产物[2],含有约90%的二氧化硅,是制作白炭黑的天然来源。此外,稻壳灰中还含有Na2O、K2O、CaO、MgO、Al2O3、Fe2O3等金属氧化物,会影响白炭黑的纯度和颜色,可以通过柠檬酸的预处理消除[2-3]。用稻壳灰制备的高纯度白炭黑具有很强的吸附性和绝缘性[4],可应用于橡胶、农业化学、日用化工等许多行业[5-6]。范亚男等[7]发现SiO2可作为摩擦剂添加到牙膏中,SiO2的折光性能使其成为制作透明牙膏的唯一磨料。虽然稻壳灰潜在价值很高,但目前没有得到有效的利用,往往露天堆积,如果将稻壳灰充分利用,不仅可以解决环境污染问题,实现对资源的再次利用,还可以提高经济效益[8-9]。
研究发现,白炭黑的纯度与Na2SiO3溶液的模数呈正相关,同时也可通过控制碱液的浓度、反应温度和反应终点pH值等因素,制备出满足多种要求的水玻璃和白炭黑产品[10-12]。因此,在完善白炭黑制备工艺的同时,提高其纯度是未来发展的重要方向。丁开宇[13]研究表明,采用改进的硅钼黄法测定白炭黑纯度,避免了使用铂金坩埚高温溶解样品,具有危险小、简便易行等特点,试验结果更具有稳定性。作者通过碱溶酸沉的方法制备高纯度白炭黑,在单因素试验的基础上采用响应面法研究稻壳灰制备高纯度白炭黑的最佳条件,分析在加工工艺过程中所要控制的关键因素,并对其产品性能进行检测,旨在为工业生产白炭黑提供依据。
1 材料与方法
1.1 原料与试剂
稻壳灰:辽宁省益海嘉里粮油工业有限公司。
盐酸、氯化铵、乙醇(95%)、无水乙醇、乙二胺四乙酸(EDTA)、氢氧化钠(粒)、硫酸、钼酸氨、草酸、抗坏血酸、二氧化硅基准物等均为分析纯。
1.2 仪器与设备
SZCL-2数显智能控温磁力搅拌器:巩义市予华仪器有限责任公司;KQ-C20玻璃仪器气流仪器烘干器:巩义市华玉仪器厂;pHS-3C精密酸度仪:上海大普仪器有限公司;GZX-9246MBE电热鼓风干燥箱:广州市一可实验设备有限公司;TU-1800紫外可见分光光度计:北京普析通用仪器有限责任公司;DZKW-D-4电热恒温水浴锅:金坛市华峰仪器有限公司;CNS-1211超声波萃取仪:中国科学院长春光机所;SHZ-D(III)循环水式真空泵:巩义市英峪予华仪器厂;IARffinity-1S傅立叶变换红外光谱仪:日本岛津公司。
1.3 方法
1.3.1 白炭黑制备工艺流程

图1 稻壳灰制备白炭黑工艺流程
(1)稻壳灰的预处理[14]:称取40 g的稻壳灰置于圆底烧瓶中,加入10%的稀盐酸溶液300 mL,110 ℃置于控温磁力搅拌器中搅拌1 h,去除稻壳灰中的部分金属杂质,真空抽滤至洗涤液为中性,得到稻壳灰备用。
(2)制备水玻璃:将稻壳灰置于圆底烧瓶中,分别按照液料比(NaOH的体积与稻壳灰质量比)为6、8、10、12、14 mL/g混合,加入1 mol/L的NaOH溶液,在磁力搅拌器中110 ℃搅拌2 h,然后真空抽滤,取滤液,制得水玻璃。
(3)制取白炭黑:取水玻璃40 mL置于烧瓶中,加入2%的表面活性剂2 mL、无水乙醇80 mL,置于磁力搅拌器中搅拌均匀,缓慢滴加氯化铵[15]调节终点pH值,然后60 ℃搅拌1 h,静置陈化30 min,生成白色沉淀。经过滤,洗涤至中性,在105 ℃烘箱中烘干,粉碎得到白炭黑。
1.3.2 单因素试验
以白炭黑纯度为考察指标,研究液料比(6、8、10、12、14 mL/g)、反应温度(50、60、70、80、90 ℃)[16]、反应终点pH值(8、9、10、11、12)对白炭黑纯度的影响。
1.3.3 响应面试验
以液料比(A)、反应温度(B)、反应终点pH值(C)3个因素为自变量,采用Box-Behnken的中心组合原理设计响应面试验,以白炭黑纯度为响应值(Y),试验因素与水平见表1。
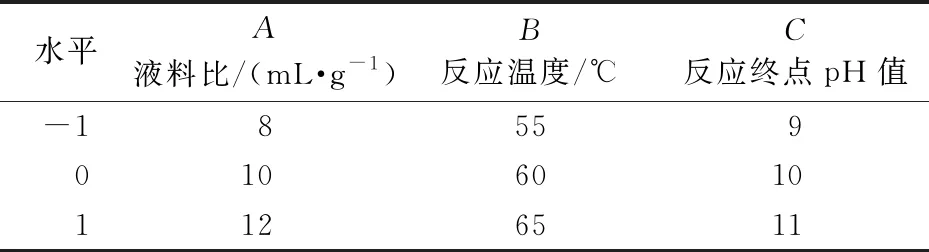
表1 响应面试验因素与水平
1.3.4 稻壳灰中水分含量的测定
水分含量的测定按照GB/T 20264—2006粮食、油料水分两次烘干测定法(105 ℃)。
1.3.5 白炭黑纯度的测定
采用硅钼黄分光光度法,参照丁开宇[13]测定白炭黑纯度的方法。取二氧化硅基准物的标准溶液于紫外可见光光度计中,在300~700 nm测定吸光度,结果表明在421 nm处有最大吸收。以二氧化硅质量浓度X为横坐标,吸光度Y为纵坐标绘制标准曲线,见图2,得到回归方程Y=0.017 7X+0.000 8,R2=0.999。
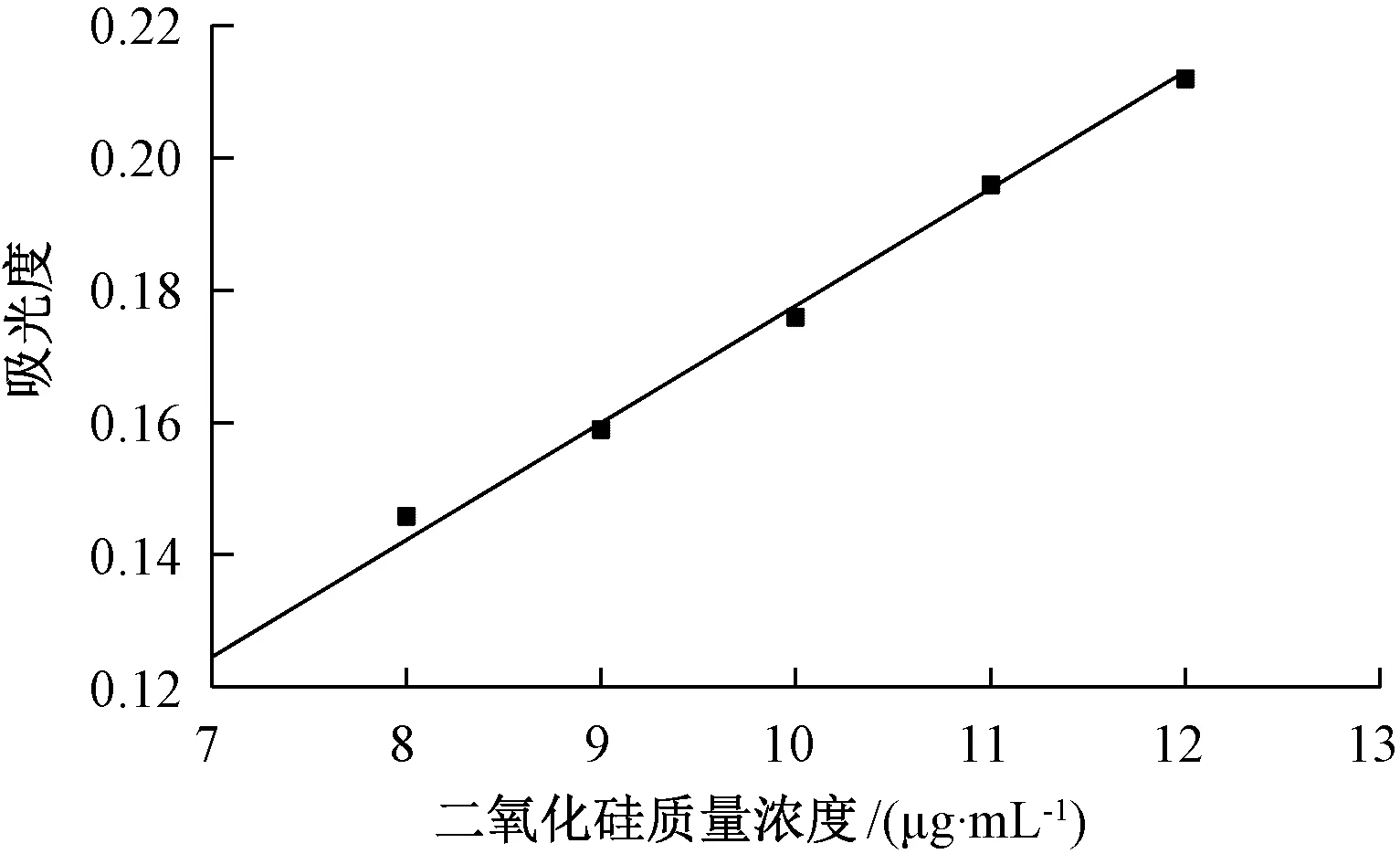
图2 二氧化硅标准曲线
式中:w为样品中二氧化硅的含量,%;C为从标准曲线中查得的二氧化硅的质量浓度,μg/mL;V为样品溶液体积,10 mL;m为样品质量,g;w′为样品中结晶水的含量,%。
1.3.6 产品检测
产品指标按照HG/T 3062—2008 检测。对产品进行红外光谱分析,扫描速度 2 cm-1;分辨率4.00;波数 4 000~400 cm-1;透过率0~40%。
1.3.7 数据处理方法
每个试验重复3次,结果取平均值。Excel软件绘图并采用SPSS进行方差分析。响应面数据采用Design-Expert 8.0.6软件进行处理和分析。
2 结果与分析
2.1 单因素试验
2.1.1 液料比对白炭黑纯度的影响
液料比是影响白炭黑纯度的主要因素之一,设定反应温度为60 ℃,选用2 mol/L的氯化铵调节反应终点pH值为10,考察液料比对白炭黑纯度的影响,结果如图3所示。随着液料比的增加,白炭黑纯度先增加后降低,液料比为8、10、12 mL/g时,其纯度没有显著性差异,但显著高于液料比为6、14 mL/g的,在液料比为10 mL/g时,其纯度达到最高,在液料比为14 mL/g时最低。原因是液料比较小时,碱液不能与稻壳灰完全反应,随着液料比的增加,其与物料的浓度差增大,使反应更充分,白炭黑的纯度增高[13]。但随着液料比的增加,过量的碱液会导致溶液中溶解更多的Na2O,从而降低白炭黑的纯度。从经济成本和溶剂回收的角度考虑,确定最适液料比为10 mL/g。

注:不同小写字母表示数据之间存在显著性差异(P<0.05),图4、图5同。
2.1.2 反应温度对白炭黑纯度的影响
设定液料比为10 mL/g,选用2 mol/L的氯化铵调节反应终点pH值为10,考察反应温度对白炭黑纯度的影响。由图4可知,白炭黑的纯度随着温度的升高呈先升高后缓降的趋势。当温度从50 ℃升到60 ℃时,溶液中粒子间的碰撞加剧,白炭黑的纯度明显增加,在60 ℃时达到最高水平。根据Beumgph理论,溶液中二氧化硅的量一定时,温度越高,粒子之间的聚集速度增大,此时粒子的长大速度大于生成速度,使得包裹的杂质越多,从而对白炭黑纯度产生影响[17]。因此,为了保证白炭黑的纯度,选取60 ℃作为最适反应温度。

图4 反应温度对白炭黑纯度的影响
2.1.3 反应终点pH值对白炭黑纯度的影响
设定液料比为10 mL/g,反应温度为60 ℃,考察反应终点pH值对白炭黑纯度的影响。由图5可知,白炭黑纯度随着反应终点pH值的增加先升高后降低。反应终点pH值为8和11时,白炭黑纯度无显著性差异,反应终点pH值为10时,其纯度最高。这是因为当pH值大于8时,因为OH-的存在,硅酸盐溶液在体系中由于静电斥力的作用较为稳定,随着碱性的增加,硅氧键更易和多核物质形成聚合网络结构,影响二氧化硅的纯度[18]。
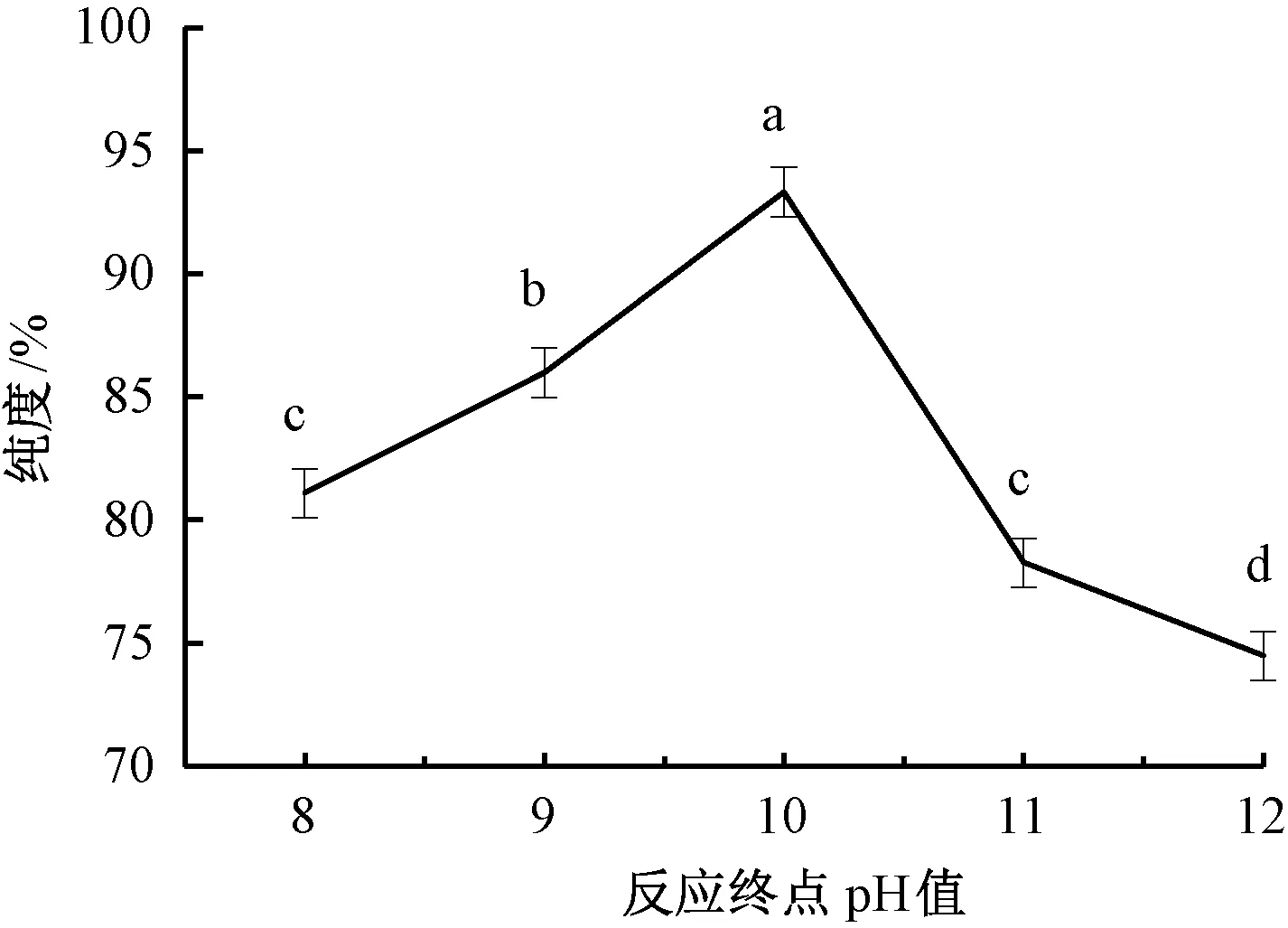
图5 反应终点pH值对白炭黑纯度的影响
2.2 响应面试验
2.2.1 响应面模型的建立
在单因素试验基础上,选择液料比、反应温度、反应终点pH值为自变量,以白炭黑纯度为响应值进行响应面优化组合试验,方案和结果见表2。
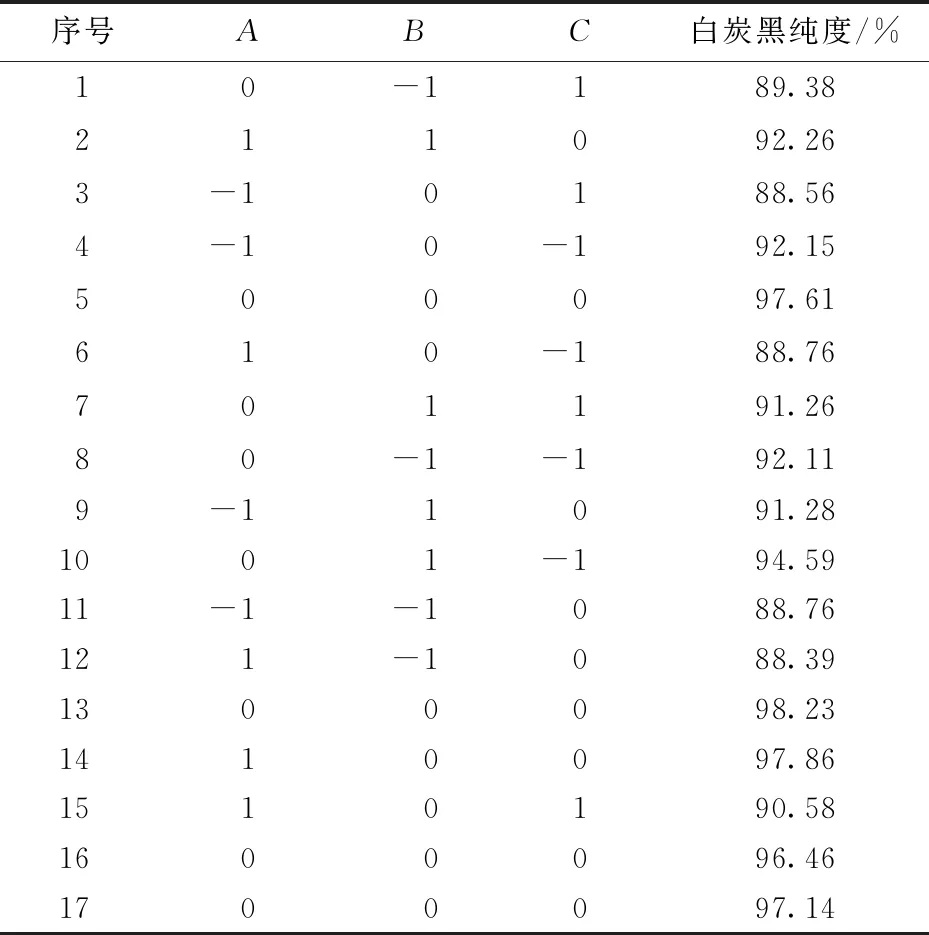
表2 响应面试验方案和结果
采用Design Expert 8.0.6 软件对表2的数据进行分析,得到纯度(Y)与液料比(A)、反应温度(B)及反应终点pH值(C)的二次多项式回归方程:Y=97.59-0.095A+1.34B-0.98C+0.34AB+1.35AC-0.15BC-4.62A2-2.80B2-2.96C2。
2.2.2 响应面模型的方差分析
对回归模型进行方差分析,结果见表3。

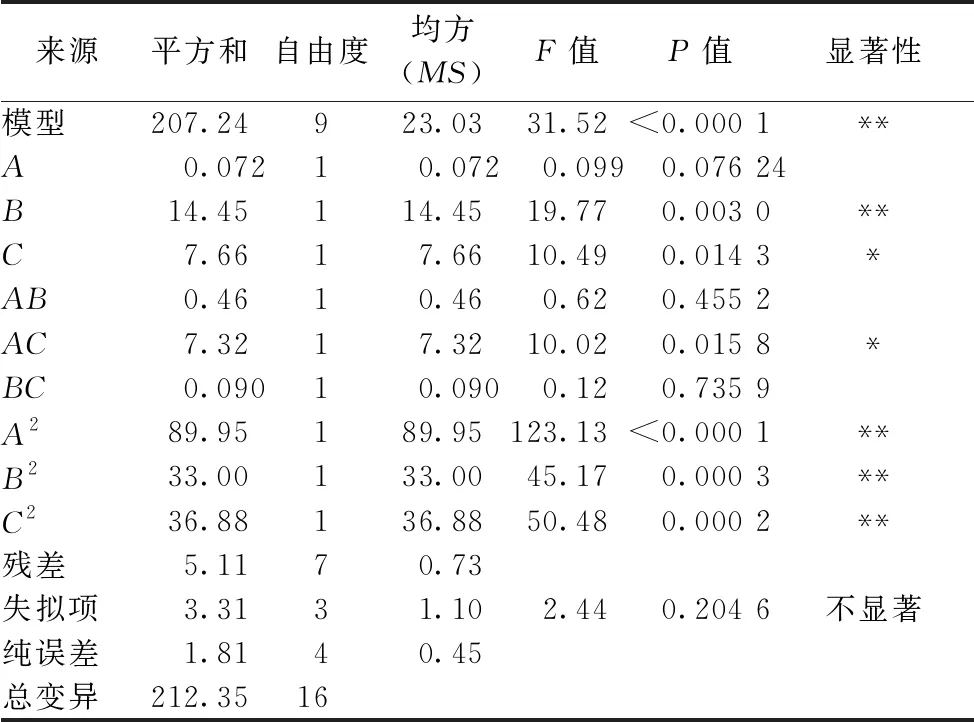
表3 响应面试验方差分析
2.2.3 响应面分析
根据回归方程绘制响应曲面,探究各因素的交互作用对白炭黑纯度的影响,如图6所示。

图6 各因素的交互作用对白炭黑纯度影响的响应曲面
由图6可知,液料比对白炭黑纯度的影响最大;液料比和反应终点pH值呈明显的椭圆形,表明两因素交互作用显著(P<0.05);而液料比和反应温度的等高线接近圆形,说明两因素交互作用不显著(P>0.05)[19],此结果和方差分析结果一致。
2.2.4 验证试验
用Design Expert 8.0.6 软件进行分析,得出最优工艺条件:液料比11.10(mL/g)、反应温度62.74 ℃、反应终点pH 9.95,此时白炭黑的理论纯度达到98.27%。考虑到实际的可操作性,将制备工艺条件修正为:液料比11(mL/g),反应温度60 ℃,反应终点pH 10。采用修正后的工艺条件进行3次重复试验,白炭黑纯度达到98.56%,与理论值基本吻合,表明响应面法优化制备工艺参数准确可靠。
2.3 白炭黑性能
2.3.1 物性指标
根据HG/T 3062—2008的方法测定白炭黑产品质量[20],结果如表4所示,本试验制备的高纯度白炭黑的物性指标明显高于国家标准。
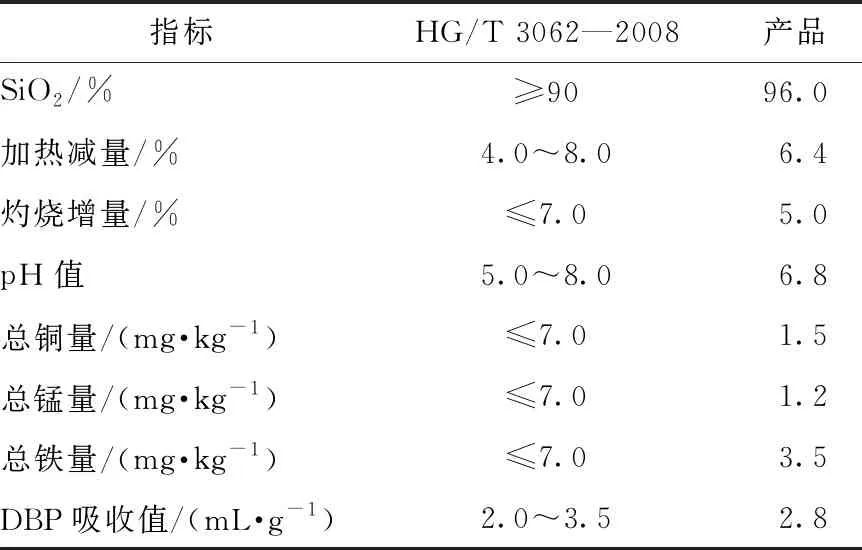
表4 白炭黑物性指标比较
2.3.2 红外光谱分析
白炭黑的红外光谱见图7,1 097.20、 850.45、472.41 cm-1的吸收带是 SiO2的特征吸收,其中1 097.20处的吸收峰对应于Si—O—Si 键的反对称伸缩振动峰,850.45 cm-1和472.41 cm-1处的吸收峰对应Si—O键的对称伸缩振动峰,1 635.33 cm-1是吸附水的弯曲振动吸收峰,998.54 cm-1属于 Si—OH键的弯曲振动吸收峰[21]。说明白炭黑中二氧化硅的结构为无定形水合二氧化硅。
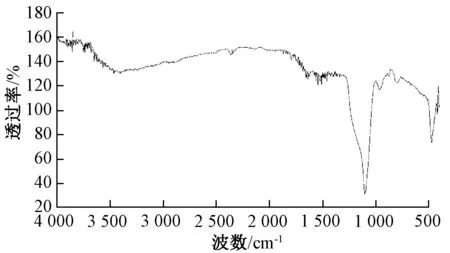
图7 白炭黑的红外光谱
3 结论
以稻壳灰为原料制备白炭黑时,影响白炭黑纯度的主要因素为液料比、反应温度、反应终点pH值,通过单因素试验和响应面法优化生产工艺,得到最佳工艺条件:液料比11 mL/g,反应温度60 ℃,反应终点pH 10,在此条件下白炭黑的纯度达到98.56%,质量检测结果符合国家标准,可为白炭黑的工业化生产提供依据。
猜你喜欢
橡胶科技(2022年1期)2022-12-17
学与玩(2022年10期)2022-11-23
应用化工(2022年8期)2022-10-03
橡胶工业(2022年8期)2022-09-06
橡胶科技(2022年8期)2022-09-01
现代农村科技(2022年2期)2022-03-04
全面腐蚀控制(2021年12期)2022-01-17
普洱学院学报(2021年6期)2022-01-14
科技视界(2018年22期)2018-10-08
智慧少年·故事叮当(2018年8期)2018-05-14