构树与不同生物质废弃物混合厌氧发酵产气性能研究
2020-08-17 06:45李金平孙永明
可再生能源 2020年8期
何 宇, 甄 峰, 李金平, 孙永明, 鲁 涛
(1. 兰州理工大学 能源与动力工程学院, 甘肃 兰州 730050; 2. 中国科学院广州能源研究所, 广东 广州510640; 3.东北农业大学 工程学院, 黑龙江 哈尔滨 150030; 4.中国科学院可再生能源重点实验室, 广东广州 510640; 5.兰州理工大学 西部能源与环境中心, 甘肃 兰州 730050; 6.广东省新能源和可再生能源研究开发与应用重点实验室, 广东 广州 510640)
0 前言
在能源和环境危机的双重压力下, 生物质能源的开发及利用受到了广泛关注[1],[2]。在生物质能源处理技术中, 厌氧发酵被认为是最有效的资源转化方法之一[3]。 经过多年的发展,厌氧发酵技术已进入产业化阶段。 拓展以能源植物为代表的主动型生物质原料, 并将其与传统生物质废弃物进行混合厌氧发酵, 不仅对大型厌氧工程的原料供应提供了保障,还优化了原料的营养结构,对提高发酵系统稳定性和运行效率具有积极的作用[4]。
构树(Broussonetia papyrifera)是一种典型的能源植物, 属于落叶乔木, 广泛分布于我国的黄河、长江和珠江等流域[5]。 构树具有生长速度快、生物量大、耐贫瘠、耐干旱等优点,而且其营养成分含量高,总固体(TS)中木质纤维素、蛋白质等占70%以上,国务院扶贫办将构树扶贫工程列入“精准扶贫十项工程”[6]。 因此,构树是一种很有应用前景的生物质原料[7]。
随着居民生活水平的提高以及农业的快速发展,生活垃圾、畜禽粪便、秸秆等生物质废弃物的产量迅速增加,对生态环境造成了严重的危害[8],[9]。厌氧发酵技术能够很好地解决生物质废弃物的积累问题,但是,单一废弃物的厌氧发酵过程容易产生营养失调、酸化、产气率不高等问题。 与单一原料的厌氧发酵相比, 多原料混合发酵的营养更均衡、菌种富集程度更高、发酵过程更稳定、甲烷产量更高[10]。 混合厌氧发酵的优势在学术界已经获得认可,但是,有关构树和传统生物质废弃物混合厌氧发酵的研究,还未见相关报道。 因此,本文研究了构树分别与牛粪、生活垃圾、水稻秸秆在不同C/N 条件下的厌氧发酵产气性能,并通过产甲烷量、动力学拟合、协同性计算以及发酵系统稳定性分析, 验证了构树作为厌氧发酵原料的可行性,为混合原料高效厌氧转化提供了数据支撑。
1 材料与方法
1.1 实验材料
构树取自贵州省遵义市务川县杂交构树产业园,人工切成约2 cm 后,再经粉碎机粉碎;餐厨垃圾取自广州市大学城广州大学教工食堂, 人工筛选去除骨头等杂物后,再经粉碎机粉碎;牛粪取自佛山三水市某奶牛场, 将上述3 种原料存放在冰箱中备用。水稻秸秆取自辽宁省营口市市郊,秸秆首先置于实验室晾晒,后经粉碎机粉碎后备用。接种物取自广州市污水处理厂,取回接种物后,以葡萄糖和蛋白胨为培养基在高温(55±1 ℃)条件下进行驯化。 实验材料的理化性质见表1。
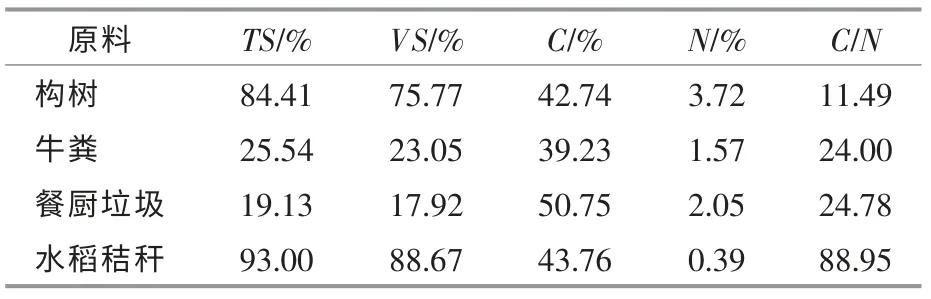
表1 实验材料的理化性质Table 1 Main physical and chemical properties of test materials
1.2 实验设计
厌氧发酵装置如图1 所示。 厌氧发酵反应器(置于温度为55±1 ℃的恒温水浴锅中) 为有效容积为500 mL 的玻璃瓶,瓶口处装有搅拌装置,封口塞处安装导管,左右侧分别为取样口和取气口,右侧连接气体收集装置。
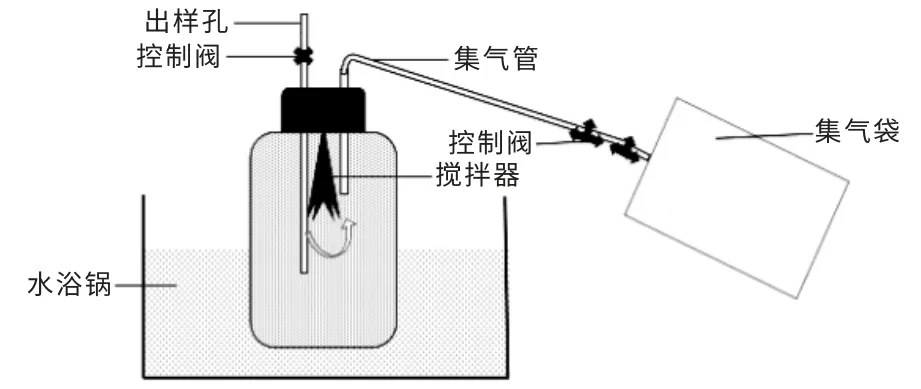
图1 厌氧发酵装置Fig.1 Anaerobic fermentation unit
在进料总VS 为2%的情况下,按照C/N 比分别为15,20 和50 调节构树与各种生物质废弃物的添加量(表2)。 原料和接种物按配比加入后,向反应器内充入高纯N2,每组实验设置3 组平行。实验期间每天早晚手动摇动反应器2 次,整个发酵过程共30 d。
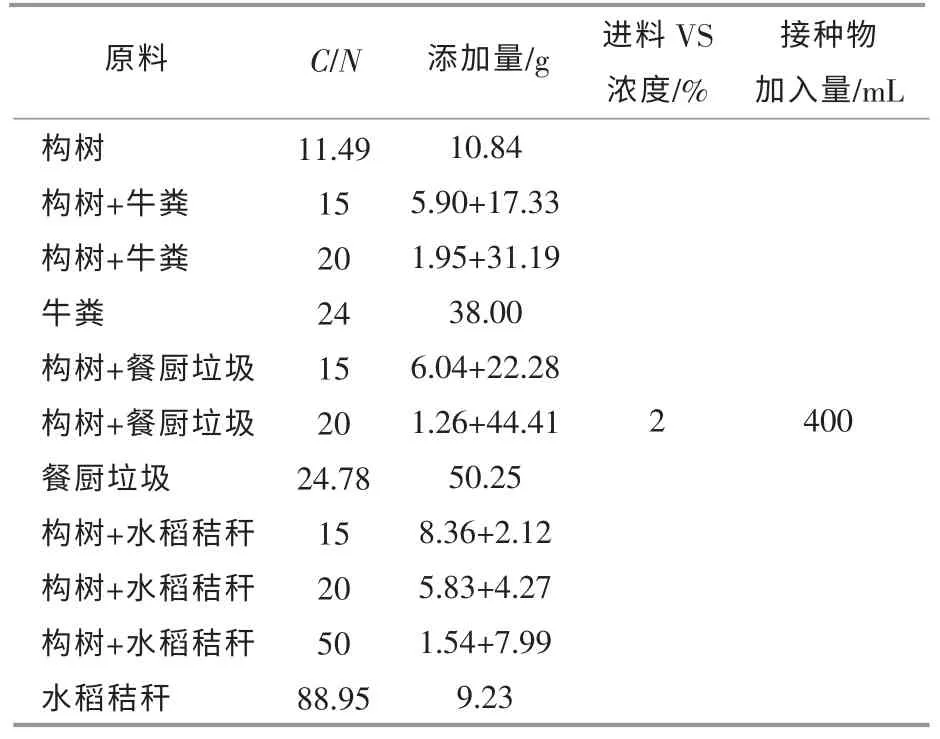
表2 混合原料的配比方案Table 2 Mixed raw material ratio scheme
1.3 分析方法
TS 和VS 的含量采用标准分析方法进行测定;C 元素和N 元素的含量采用Vario EL 型元素分析仪进行测定;pH 值采用pHS-3C 型pH 计进行测定;原料中纤维素、半纤维素和木质纤维素等成分的含量采用国家可再生能源实验室的标准测量方法进行测定;CH4含量采用GC-2014 型气相色谱仪 (TCD 热导检测器温度为120 ℃,Porapak Q 柱温为100 ℃, 氩气作为载气, 测样时间为5 min)进行测定;总氨氮(TAN)浓度采用蒸馏-酸滴定法进行测定;碱度值(AC)采用酸滴定法进行测定。
1.4 数据处理
1.4.1 协同效应指数
混合厌氧发酵协同效应指数(Synergistic Effect Index,SEI)的计算式为
式中:EMYCO为混合发酵的实际产甲烷率(以单位质量的VS 计,下同),mL/g;X1,X2,…,Xn分别为混合发酵过程中第1,2,…,n 个底物的VS 含量,%;EMY1,EMY2,…,EMYn分别 为第1,2,…,n 个底物单独发酵时的实际产甲烷率,mL/g。
1.4.2 修正Gompertz 方程
对于批式厌氧发酵产甲烷过程,可采用修正Gompertz 方程进行模拟拟合,修正Gompertz 方程为

式中:Y 为t 时刻的累计产气率,mL/g;Ym为最大产气率,mL/g;Rm为最大VS 产甲烷速率,mL/g;λ为迟滞期,d;e 为自然对数,本文取2.72。
2 结果与分析
2.1 构树与不同原料的厌氧发酵特性研究
2.1.1 构树与牛粪混合后的厌氧发酵产甲烷特性
构树与牛粪混合发酵时的日产甲烷量和累积产甲烷量(均以单位质量的VS 计,下同)如图2所示。
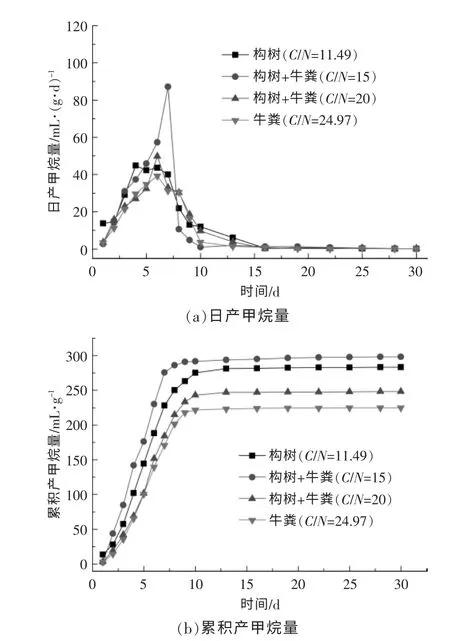
图2 构树与牛粪混合发酵时的日产甲烷量和累积产甲烷量Fig.2 Daily methane production and cumulative methane production by co-fermentation of broussonetia papyrifera and cow dung
从图2(a)可以看出:在发酵进行到第4~7 天时,构树与牛粪的混合发酵系统达到产气高峰,之后日产甲烷量逐渐下降,直至产气完全停止;当构树和牛粪单独厌氧发酵时, 分别在第4,6 天达到日产甲烷高峰, 峰值分别为44.77,39.33 mL/g;当构树与牛粪混合物的C/N 为15 时, 混合发酵系统在第7 天达到日产甲烷高峰,峰值为87.1 mL/g,比构树和牛粪单独发酵时的日产甲烷量峰值分别提高了94.55%和121.5%。从图2(b)可以看出:当构树与牛粪单独发酵时, 发酵系统的累积产甲烷量分别为283.06,224.91 mL/g;当构树与牛粪混合物的C/N 为15 时, 混合发酵系统的累积产甲烷量达到最高,为298.04 mL/g,比构树和牛粪单独发酵时的累积产甲烷量分别提高了5.29%和32.52%。
2.1.2 构树与餐厨垃圾混合后的厌氧发酵产甲烷特性
构树与餐厨垃圾混合发酵时的日产甲烷量和累积产甲烷量如图3 所示。
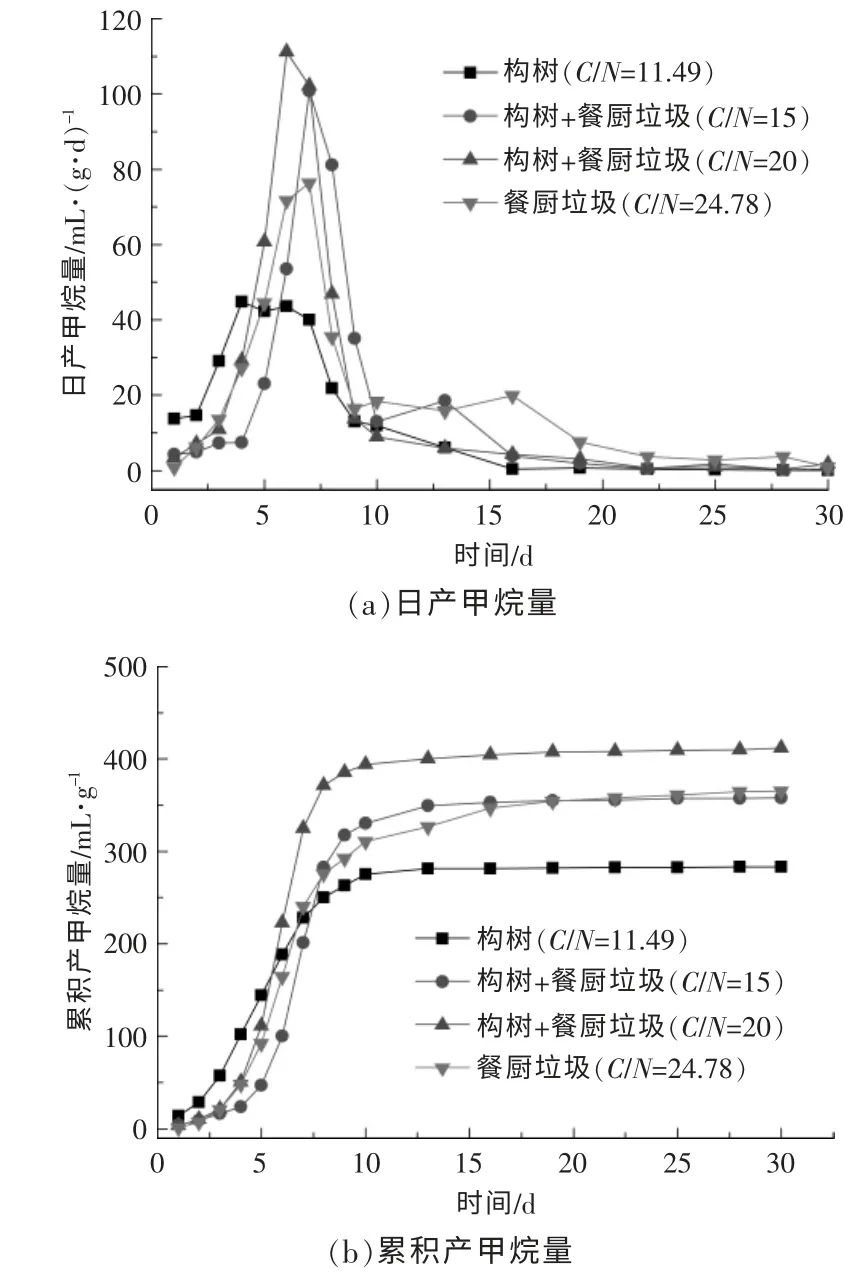
图3 构树与餐厨垃圾混合发酵时的日产甲烷量和累积产甲烷量Fig.3 Daily methane production and cumulative methane production by co-fermentation of broussonetia papyrifera and kitchen waste
从图3(a)可以看出:当发酵进行到第4~7 天时, 构树与餐厨垃圾的混合发酵系统达到产气高峰;当构树和餐厨垃圾单独厌氧发酵时,分别在第4,7 天达到日产甲烷高峰, 峰值分别为44.77,76.36 mL/g; 当构树与牛粪混合物的C/N 分别为15 和20 时, 混合发酵系统分别在第7,6 天达到日产甲烷高峰, 峰值分别为100.85,111.21 mL/g。从图3(b)可以看出:当构树与餐厨垃圾单独厌氧发酵时,发酵系统的累积产甲烷量分别为283.06,365.61 mL/g; 当构树与牛粪混合物的C/N 为15时,混合发酵系统的累积产甲烷量(357.85 mL/g)和餐厨垃圾单独发酵时的累积甲烷产量相差不大,但比构树单独发酵时提高了26.42%;当构树与牛粪混合物的C/N 为20 时, 混合发酵系统的累积产甲烷量达到最高(411.71 mL/g),比构树和餐厨垃圾单独发酵时的累积产甲烷量分别提高了45.45%和12.61%。
2.1.3 构树与水稻秸秆混合后的厌氧发酵产甲烷特性
构树与水稻秸秆混合发酵时的日产甲烷量和累积产甲烷量如图4 所示。
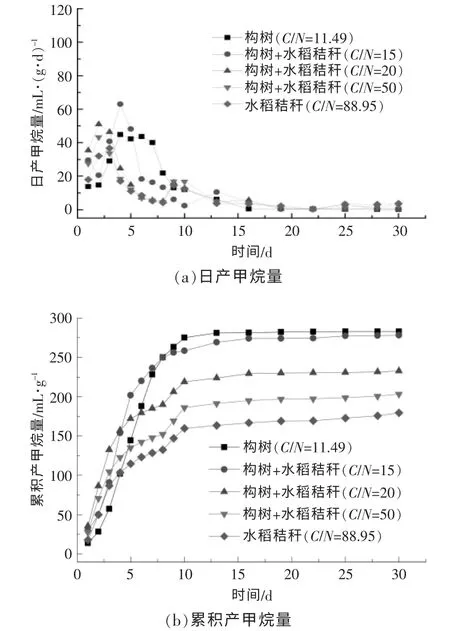
图4 构树与水稻秸秆混合发酵时的日产甲烷量和累积产甲烷量Fig.4 Daily methane production and cumulative methane production by co-fermentation of broussonetia papyrifera and rice straw
从图4(a)可以看出:当发酵进行到第2~4 天时, 构树与水稻秸秆的混合发酵系统达到产气高峰,之后日产气量逐渐下降,直至产气完全停止;当构树和水稻秸秆单独厌氧发酵时,分别在第4,3天达到日产甲烷高峰,峰值分别为44.77,3 6.72 mL/g; 当构树与水稻秸秆混合物的C/N 为15 时,混合发酵系统在第4 天达到日产甲烷高峰,峰值为62.92 mL/g,比构树和水稻秸秆单独发酵发酵时的日产甲烷量峰值分别提高了40.54%和171.35%。 从图4(b)可以看出:构树与水稻秸秆单独发酵时的累积产甲烷量分别为283.06,179.35 mL/g; 当构树与水稻秸秆混合物的C/N 分别为15,20,50 时, 混合发酵系统的累积产甲烷量分别为278.11,232.72,203.18 mL/g。 由此可以看出,混合发酵系统的累积产甲烷量随着C/N 的增大而减少,且均低于构树单独发酵时的累积产甲烷量,均高于水稻秸秆单独发酵时的累积产甲烷量。
2.2 构树与废弃物混合发酵过程分析
2.2.1 厌氧发酵过程中发酵液pH 值的变化
构树与废弃物混合发酵过程中发酵液pH 值的变化情况如图5 所示。
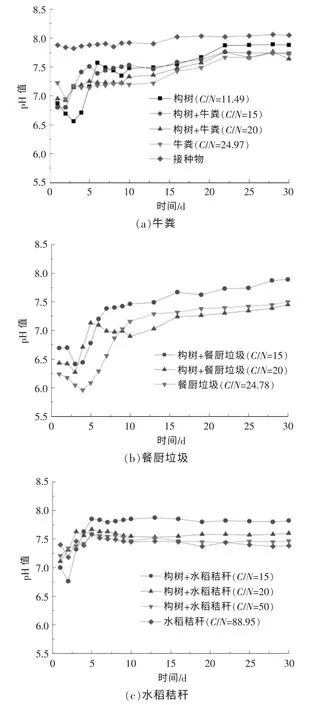
图5 构树与废弃物混合发酵过程中发酵液pH 值的变化Fig.5 Analysis of pH value during co-fermentation of broussonetia papyrifera and waste
从图5(a)可以看出,在厌氧发酵过程中,各发酵系统的pH 值均呈现出先降低后升高的趋势,这是因为发酵原料首先要经过水解产酸阶段,随着乙酸、丙酸等酸类物质的产生,发酵系统的pH 值会降低,而后随着协同丙酸氧化菌转化丙酸为乙酸以及产甲烷菌对乙酸的利用,发酵系统的pH 值会升高。 当构树和牛粪单独厌氧发酵时,发酵系统的pH 值分别在第3,2 天达到最低值6.56和6.95, 当构树与牛粪混合物的C/N 分别为15,20 时,发酵系统的pH 值均在第2 天达到最低值6.80 和6.92。 通常情况下,产甲烷菌的最适pH值为6.5~8.0,由此可知,在构树与牛粪混合厌氧发酵期间,发酵系统的pH 值均在合理范围内,没有出现酸化现象[11]。 从图5(b)可以看出,当构树与餐厨垃圾混合物的C/N 分别为15 和20 以及餐厨垃圾单独发酵时,从反应开始发酵系统的pH值就迅速下降,并分别在第3,3,4 天降至最低值(6.41,6.27 和5.96),这些最低值均低于产甲烷菌的最适pH 值(6.5~8.0)。由此可见,餐厨垃圾所占比例越高,越不利于厌氧发酵过程中系统pH 值的稳定。 各发酵系统的pH 值均在第4~7 天开始不同程度的恢复,最终稳定在7.0~7.8。 从图5(c)可以看出: 当构树和水稻秸秆混合物的C/N 为15时,发酵系统的pH 值在第2 天出现最低值6.76;当构树和水稻秸秆混合物的C/N 分别为20 和50时以及水稻秸秆单独发酵时, 发酵系统的pH 值均在7.0 以上,维持在7.3~7.8。
2.2.2 混合厌氧发酵过程中发酵液NH3-N 浓度的变化
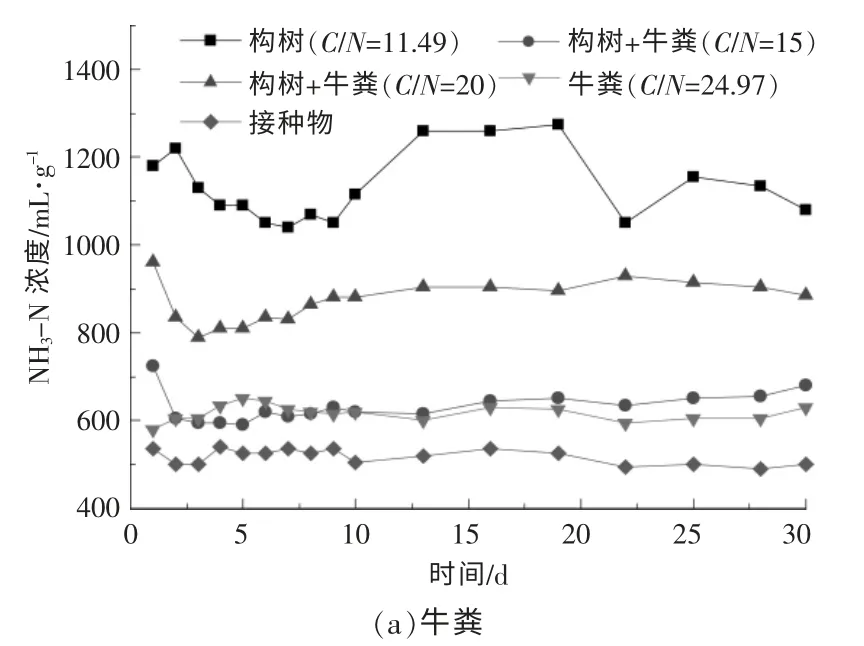
构树与废弃物混合发酵过程中发酵液NH3-N 浓度的变化如图6 所示。 NH3-N 浓度的大小可以反映厌氧发酵过程的抑制程度,当NH3-N 浓度为1 500~3 000 mg/L 时, 开始对厌氧发酵过程产生抑制作用[12],[13]。从图6 可以看出,各发酵系统的NH3-N 浓度均处于400~1 400 mg/L,即在厌氧发酵期间,各发酵系统的NH3-N浓度均处于合理范围内。许之扬通过研究发现,当氨氮浓度小于400 mg/L 时,对发酵体系表现为促进甲烷产生,当氨氮浓度大于800 mg/L 时,对发酵体系表现为抑制甲烷产生,并且抑制程度与NH3-N 浓度呈正相关[14]。 从图6 可以看出:当构树单独发酵时,发酵系统的NH3-N 浓度为1 000~1 260 mg/L, 当构树与牛粪混合物的C/N 为20,构树与餐厨垃圾以及构树与水稻秸秆混合物的C/N 为15 时, 混合发酵系统的NH3-N 浓度均为800~1 000 mg/L,此时不利于CH4的产生; 其他情况下, 发酵系统的NH3-N 浓度均为400~800 mg/L,这对CH4的产生即没有促进作用也没有抑制作用。
2.2.3 混合厌氧发酵过程中的IA/PA 变化
通过中间碱度(IA)/部分碱度(PA)的比值,可以进一步分析构树与废弃物发酵过程的稳定性。对于整个厌氧发酵过程来说,IA/PA 保持在1 以下,这意味着厌氧发酵系统保持稳定[15]。构树与废弃物混合发酵过程中IA/PA 的变化如图7 所示。
从图7 可以看出: 当构树单独发酵时,IA/PA在第3~5 天大于1,说明此时发酵系统处于不稳定的状态,这可能与系统pH 值的波动有关;从第6 天开始直到反应结束,IA/PA 均不大于1, 即发酵系统从第6 天开始就一直处于稳定状态。从图7还可以看出:在牛粪和餐厨垃圾单独发酵以及构树与牛粪、构树与餐厨垃圾混合发酵系统中,IA/PA 始终保持在1 以下, 即各发酵系统均处于稳定状态;当构树和水稻秸秆混合物的C/N 为15时,IA/PA 在第2 天达到最大值1.5, 并在第4 天降低到1 以下, 其他条件下,IA/PA 始终保持在1以下。
2.3 构树与废弃物混合后的厌氧发酵协同效应分析
构树与废弃物混合厌氧发酵时的协同效应分析如表3 所示。由表3 可以看出:当构树与牛粪混合物的C/N 分别为15 和20 时,SEI 分别为6.58%和16.56% ; 当构树与餐厨垃圾混合物的C/N 分别为15 和20 时,SEI 分别为15.40%和11.28%;当构树与水稻秸秆混合物的C/N 分别为15,20 和50 时,SEI 分别为18.69%,5.14%和4.72%。由此可见, 构树与不同废弃物混合发酵时均存在协同效应。齐利格娃在研究中发现,当混合厌氧发酵过程中的原料存在协同效应时, 厌氧发酵系统的营养元素较为均衡,缓冲能力较强。 本研究中,构树与不同废弃物混合厌氧发酵时均存在协同效应,有效解决了废弃物单独厌氧发酵产气量低、易酸化以及构树单独厌氧发酵日产气量少、 累积产气量不高的问题。
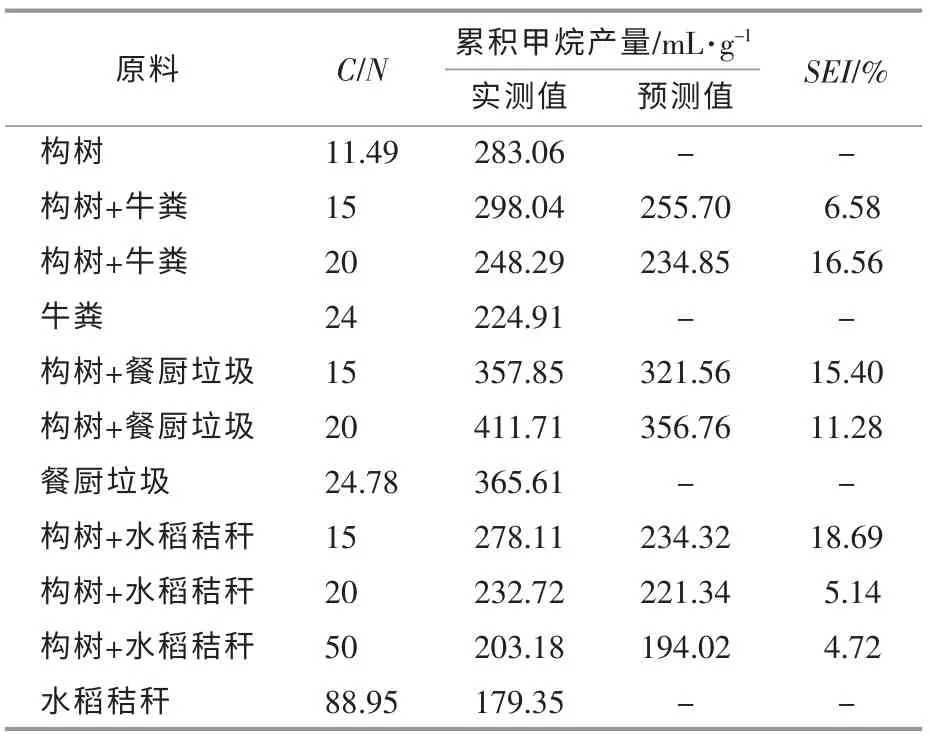
表3 构树与废弃物混合厌氧发酵时的协同效应分析Table 3 Synergy effect analysis with different ratio of broussonetia papyrifera and waste
2.4 构树与不同废弃物混合发酵的动力学特性
构树与废弃物混合厌氧发酵的累积产气曲线经修正Gompertz 方程拟合后见表4。由表4 可知,R2均不小于0.97,即拟合的累积产气曲线能准确阐述厌氧发酵过程中的延滞期和累积产甲烷率等变化。 厌氧发酵的延滞期与厌氧发酵初期原料中易被微生物消化利用的物质有关,其中,构树与餐厨垃圾混合发酵时的延滞期最长,为3.37~4.77 d;构树与水稻秸秆混合发酵时的延滞期最短,为0.57~1.08 d。 拟合曲线的最高和最低累积产甲烷量分别出现在构树与餐厨垃圾的C/N 为20 时(408.8 mL/g) 以及水稻秸秆单独发酵时(170.96 mL/g),各项拟合数据与实际累积产甲烷量非常接近。
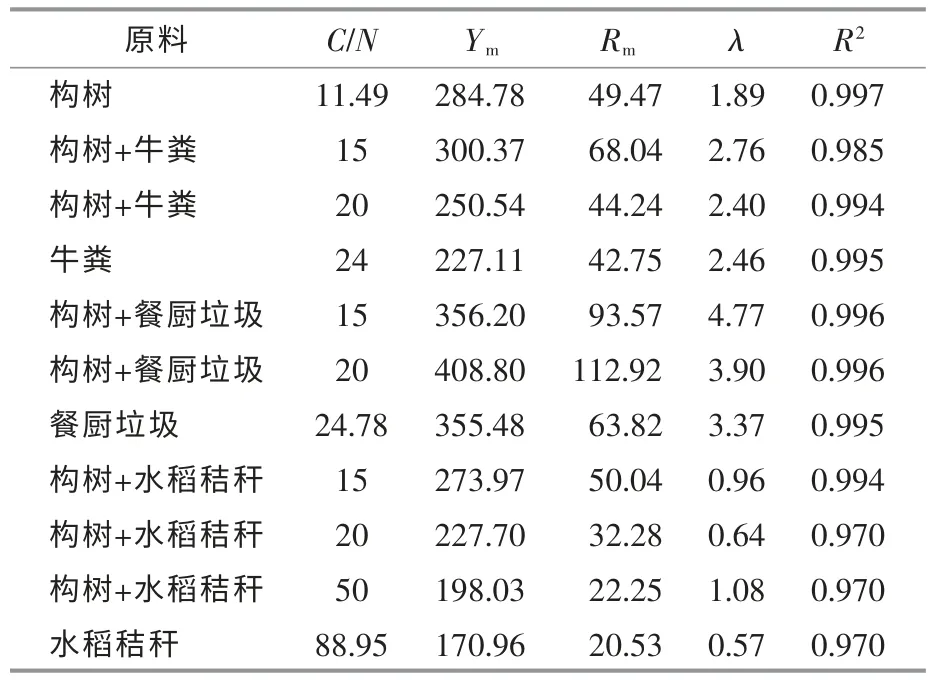
表4 修正Gompertz 方程的模型参数Table 4 Modified model oarameters of Gompertz equation
3 结论
①当构树与餐厨垃圾混合物的C/N 为20时, 发酵系统获得最高的累积产甲烷量(411.71 mL/g),比构树和餐厨垃圾单独发酵时的累积产甲烷量分别提高了45.45%和12.61%。
②构树与餐厨垃圾、 牛粪和水稻秸秆进行混合发酵时均存在协同作用, 当构树与水稻秸秆混合物的C/N 为15 时, 混合发酵具有最高的协同指数18.69%。
③动力学特性表明构树与不同废弃物的混合厌氧发酵符合修正Gompertz 方程(R2>0.97),可用该拟合方程模拟厌氧发酵过程。
猜你喜欢
煤炭转化(2022年4期)2022-07-14
煤气与热力(2021年12期)2022-01-19
中国沼气(2021年4期)2021-12-15
贵州农业科学(2021年7期)2021-09-13
煤炭转化(2021年4期)2021-07-14
江苏理工学院学报(2020年2期)2020-10-23
绿色中国(2019年16期)2019-11-26
中国扶贫(2017年16期)2017-08-16
农业与技术(2017年3期)2017-03-22
中国扶贫(2017年5期)2017-03-10