煤矿选煤厂带式输送机远程监控系统的设计与应用
2020-08-21 04:46刘玉凤
机械管理开发 2020年8期
刘玉凤
(同煤集团大地选煤公司永定庄选煤厂, 山西 大同 037003)
1 选煤厂概况
大同煤矿集团大地选煤公司永定庄选煤厂于2007年招标建设,于2011年6月正式进入调试生产阶段。选煤厂年设计入选量210万t,日生产能力约6 400 t,小时处理量约400 t。洗选工艺为:50~1.5 mm原煤由两产品重介旋流器进行分选,1.5~0.15 mm粗煤泥由螺旋分选机进行分选,<0.15 mm细煤泥由加压过滤机及板框压滤机联合回收[1-2]。
选煤厂内安装三部带式输送机主要用于选煤厂煤矸运输,输送机采用独立控制方式,由于选煤厂内机电设备安装数量多,带式输送机安装数量长,以及带式输送机自动化水平低,致使输送机在运输过程中出现故障时无法实时监控,导致输送机经常出现故障,如断带、撕裂等,不仅降低了输送机使用寿命,而且制约着选煤厂安全高效选煤,因此,永定庄选煤厂通过技术研究设计了一套带式输送机远程监控系统,并进行实际应用。
2 远程监控系统设计
2.1 系统结构
1)永定庄选煤厂带式输送机安装的远程控制系统选用西门子S7-1214型PLC及扩展模块作为主要控制器。该控制系统将传感器接收系统、PLC控制系统、智能控制系统及数据传输技术融入其中,如图1所示。
2)速度传感器能够将皮带的运行速度及时传递到PLC控制系统,PLC控制系统在接受到数据后通过内部的逻辑运算算出皮带的实时速度,皮带秤能够将皮带的实时煤量数据传递到PLC控制系统,PLC控制系统在接受到数据后通过内部的逻辑运算进行判断。
3)功率采集模块能够将皮带机采集变频器的实时电压、实时电流、实时功率以及电动机输出电流、输出电压等运行参数进行收集。
4)PLC控制系统接收到各类传感器的信号后并通过分析对变频器和电动机进行自动化控制。为了能够确保皮带机安全、高效的运行,技术人员为皮带机安装堆煤、撕裂、烟雾、防超温、防滑、防跑偏等各类保护装置,工作人员只要在调度大厅就能够实时接收到皮带秤、功率采集模块及各类传感器传递来的数据,将数据进行分析判断,准确了解皮带机的运行状态。
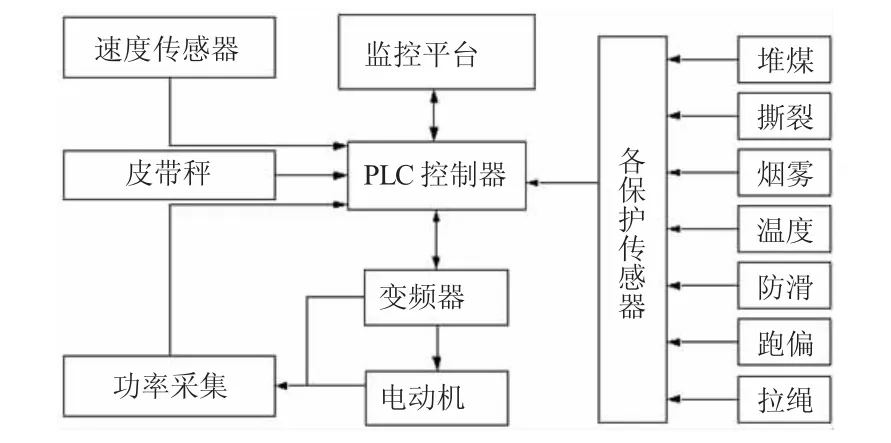
图1 选煤厂带式输送机远程监控系统结构框架图
2.2 系统软件
2.2.1 PLC程序设计
1)PLC控制系统能够将各类传感器传递来的信号进行数据分析,通过与之前正常时的数据进行比对,判断出皮带机运行是否存在异常,一旦判断出皮带机故障时系统会自动停机并报警,这样就实现了皮带机的自动远程操控。比如皮带机的皮带发生撕裂故障后,系统会自动将撕裂传感器采集到的数据进行分析判断,当皮带发生撕裂后,系统判断皮带撕裂,立即命令电动机停机。
2)当皮带未发生撕裂,PLC控制系统将继续对其他保护装置传感器的数据进行收集分析。通常输送机皮带发生撕裂事故的原因是有坚硬异物调入在皮带上、板卡皮带或皮带架上的托辊长时间对皮带表面进行摩擦,最终导致皮带发生撕裂。
3)皮带打滑是指皮带在运行时皮带与驱动滚筒的运转不同步或皮带运行速度变慢。皮带打滑常常会造成皮带温度升高、皮带内部钢丝断裂、着火或有刺激性气体产生。皮带跑偏是指皮带在运行时向一侧倾斜,发生跑偏的主要原因是皮带落煤点不正、皮带老化或皮带架地基不平稳。皮带堆煤是指皮带在运行过程中其中一段受到外力阻碍煤块无法运输,这种情况如不及时处理就会造成皮带撕裂。皮带产生烟雾通常是由于滚筒打滑、托辊超温或皮带着火三种原因,皮带烟雾如不及时制止将会发生人员窒息的重大事故。
2.2.2 监控平台设计
1)带式输送机远程监控系统主要采用STEP7MicroWIN方式进行编程,利用PLC控制系统作为皮带机控制系统的核心,同时将这些保护装置运行状态数据以CAN的通信方式上传到远程控制系统。
2)带式输送机远程监控系统是由以下三部分组成:系统管理、监控界面及数据管理[3-4]。系统管理分为管理员模式与用户模式,监控系统能够将进入管理系统的人员分为普通用户与超级用户;监控界面主要可以显示以下三类曲线:皮带保护装置参数、系统运行状态及其他趋势,同时能够将系统的电压、运行时间及电机开关状态进行显示,还可以将皮带安装的各类传感器的保护状态显示在界面上,电动机运行的历史记录也可以进行查询;数据管理是由以下三部分组成:故障记录、数据查询、数据储存[5]。可以将皮带机长时间的运行状态及各类参数进行储存,皮带远程监控系统与PLC控制系统CAN的通信方式进行传递。为了确保CAN通信系统的可靠性,除了要对CAN通信系统波特率及数据传输协议格式进行定义,还需采用双绞屏蔽线来增强数据传输的通信质量。
3 结语
2019年3月,对永定庄选煤厂三部带式输送机安装了三套远程监控系统,截止2019年9月,通过6个月实际应用效果来看,带式输送机远程监控系统具有动作灵敏、安全可靠、故障率低等优点。在此期间该系统共计对输送机进行8次保护动作,主要包括输送带跑偏、撕带、断带等,系统可自动处理故障,平均故障处理时间为5 min。另外,采用该系统后选煤厂带式输送机每月因故障停机由原来的54 h降低为7 h,大大提高了选煤厂带式输送机运输效率,全年可节约输送机维修成本费用达52万元。
猜你喜欢
选煤技术(2022年3期)2022-08-20
江苏钢铁(2022年9期)2022-07-02
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
防爆电机(2021年6期)2022-01-17
山东煤炭科技(2020年8期)2020-09-02
制造技术与机床(2019年11期)2019-12-04
建材发展导向(2019年11期)2019-08-24
中国设备工程(2017年11期)2017-06-29
山东工业技术(2016年15期)2016-12-01