
C5转向支架M12螺纹孔加工工艺设计
2020-08-26 06:15吕玲
湖北农机化 2020年11期
吕 玲
(大连科技学院机械工程学院,辽宁 大连 116000)
1 C5转向支架零件工序分析
被加工C5转向支架工序图是根据选定的工艺方案,表示该支架在一台机床上加工或一条自动线上进行完成的螺纹孔的加工工艺内容,加工螺纹孔的部位尺寸精度、技术要求、螺纹孔加工用的定位处基准、夹压处部位以及C5转向支架零件的材料在加工前的毛坯相关情况的图纸,被加工零件C5转向支架M12螺纹孔工序分析。本序内容是攻4个M12的螺纹底孔。
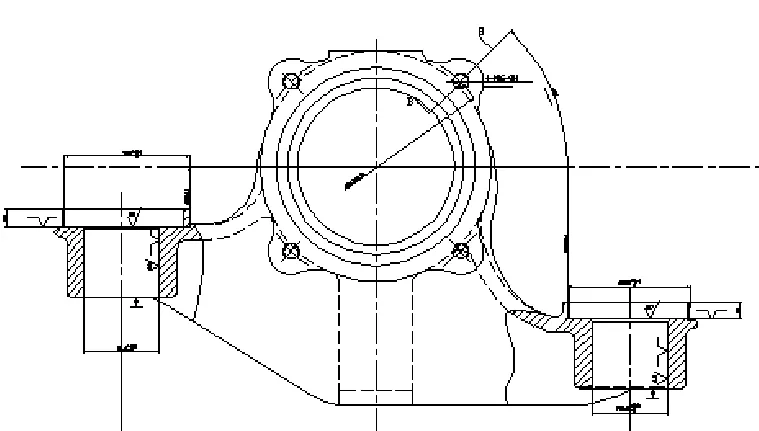
图1 工序图的主视图
2 C5转向支架零件的主要技术要求
(1)转向支架零件的尺寸精度4-M12-8H。
(2)转向支架零件为4个相同的孔,其到中心线的角度均为45°。
(3)转向支架零件的中心距离定位机构的尺寸精度是165±0.1 mm。
(4)转向支架零件的中心圆尺寸为φ260±0.1mm。
(5)转向支架零件的剖视图如图2所示,其深度t=36mm。
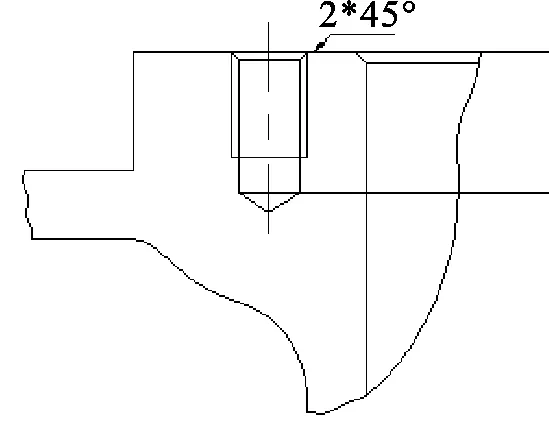
图2 加工孔放大图
3 机加工时间计算
攻C5转向支架M12螺纹,即机加工时间就是攻螺纹所用的时间。由:
攻进:L=45mm,V=65mm/min
快进:L=355mm,V=9m/min
快退:L=350mm,V=8m/min
所以,t=45÷65+355÷8000+3500÷8000=1.174min;即其机加工时间是1.174min。
被加工零件工序图为图3所示。

图3 加工示意图
4 机床动作循环顺序
确定驱动动作顺序为:夹紧→快进→工进→死停→快退→松开→卸荷,如下图4所示。
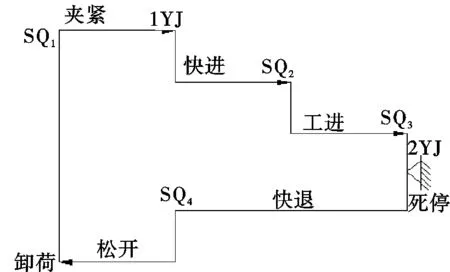
图4 动作顺序表
动作顺序为:将工件用2个支撑板、1个圆柱销、1个菱形销进行完全定位后,启动行程开关SQ1,控制电磁铁3YA得电进行夹紧→在夹紧动作完成后,压力继电器1YJ发出油缸控制信号,电磁铁4YA得电,执行快进动作→压下行程开关SQ2,电磁铁7YA得电使油缸由快进转为工进→当钻头钻孔深度为37mm时,油缸碰到死挡铁停留一会→电磁铁6YA得电快退→电磁铁4YA得电松开→电磁铁8YA失电卸荷。
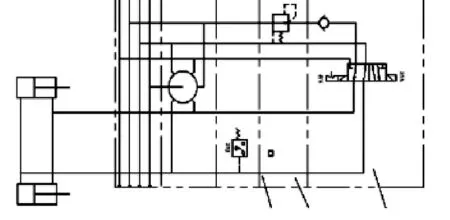
图5 夹紧结构液压图
5 工作循环的确定
C5转向支架攻螺纹进行程等于支架工件加工部位长度L与刀具攻丝切入长度L1和攻丝完成切出长度L2之和。切入长应L1应根据工件端面误差情况在5~8mm之间选择,误差大时取大值,所以,攻进行程为45mm。考虑实际加工情况,在未加工之前,保证支架表面与攻丝刀尖之间有可靠的工作空间,也就是快速退回行程须保证所有刀具均退至夹具导套内而不影响工件装卸。快进行程为:450-10-40=400mm。
6 油泵和控制件的选择
油泵流量:qp=V快×(A1-A2)=V快×π/4×d2式(3-8)
V快查表取5.2m/min
qp=52m/min×(1.227185-0.591012)=33.08L/min
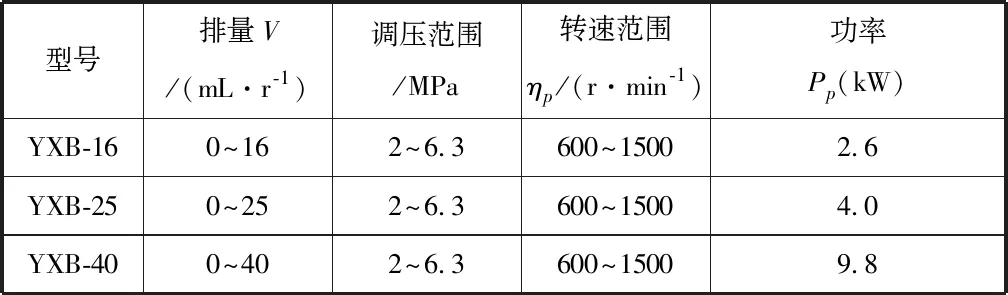
表1 限压式变量泵排量
采用限压式变量泵(容积节流调速)查下表1:结合qp=V·n,选900r/min,故选用YXB-40型。
7 结束语
C5转向支架是重要支撑零件,C5转向支架的使用材料、零件的硬度、对应的螺纹孔加工部位对机床工艺方案制度有着重要的影响。绘制了C5转向支架M12螺纹孔加工时工序图,完成了C5转向支架M12螺纹加工工艺设计,该设计对实际生产有指导作用。
猜你喜欢
小猕猴智力画刊(2022年10期)2022-11-02
建材发展导向(2022年6期)2022-04-18
科学技术创新(2021年22期)2021-08-16
防爆电机(2021年2期)2021-06-09
课程教育研究(2021年24期)2021-04-14
煤气与热力(2021年2期)2021-03-19
通信电源技术(2020年21期)2020-03-06
电子制作(2018年14期)2018-08-21
智能制造(2017年5期)2017-10-11
探测与控制学报(2016年5期)2016-11-17
