
钢骨架复合管施工关键技术控制
2020-09-02 10:26李楠
石油和化工设备 2020年8期
李楠
(大庆油田工程建设有限公司庆升公司, 黑龙江 大庆 163416)
随着油田的深度开采,已进入高矿化、高腐蚀中后期,钢管腐蚀严重问题凸显。在这方面,钢骨架复合管结合了金属管材的刚性,塑料管材的韧性,具有双面防腐、使用寿命长、施工工艺便捷等优势,同时兼顾了安全性与经济性,是目前施工行业中绿色环保的管道,应用前景广阔。
本文依托承建的采油一厂北一区断西站外管网项目,更换原腐蚀穿孔达3次的玻璃钢、钢质管道共5km,并总结了钢骨架复合管熔接技术。该管道已平稳运行近1年,为油田增值增效,达到了预期效果。
1 钢骨架塑料复合管的特点
钢骨架塑料复合管以致密聚乙烯塑料为基体,采用钢丝点焊成钢丝网和挤出塑料真空压注成型。适用温度-20~70℃,寿命长达50年。表面散热量仅为钢管的1/3,绝热性好,导热系数低。在热损失要求不高的条件下,可不做保温处理[1]。钢骨架复合管克服了钢管耐压不耐腐,塑料管耐腐不耐压,钢塑管易脱层等现象,具有良好的抗冲击性,耐腐蚀性和柔韧性,施工成本仅为钢质管道的1/2。
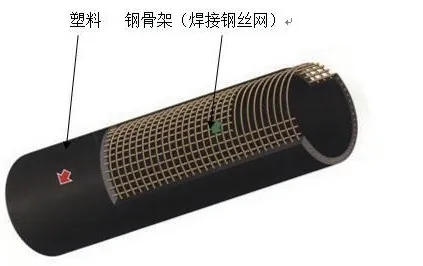
图1 钢骨架复合管结构图

图2 钢骨架复合管堆放
2 复合管熔接原理
塑料分子热熔状态,在熔接压力作用中相互扩散,产生范德华力,从而紧密地熔连。而常用内藏电热丝的熔接,是利用被焊套管内环面上缠绕的电热丝,对管材套接面加热熔接。熔接时,由于焊管自身的热胀以及外加的径向收缩力而产生熔接压力,熔接完成后,电热丝将残留在焊缝内。
3 施工流程及熔接工艺
3.1 熔接流程
钢骨架复合管熔接方法有:热工具焊、热气焊等。油田内钢骨架复合管之间的熔接程序为:清理管口→安装扶正器→安装拉紧器→套管安装熔接→拉紧管口→送电熔接→自然冷却→扶正器拆解。
法兰熔接组装程序:法兰面、O型槽清理→安装法兰→O型密封圈嵌装→法兰螺栓紧固→法兰、螺栓防腐。
3.2 复合管熔接前
3.2.1 管件断管封口
封口前端面开3-5mm深、宽度均匀的U型槽,管外径DE200以下封口熔面无缺陷,钢板均不得外漏。加热板温度控制在200~220℃间,热熔时稍施外力。封口时,先用加热板将封口环加热至变软,但避免加热过度导致钢板外漏;管外径DE250以上使用PE焊条,用焊枪手工塑料热堆焊将钢丝遮覆。冷却后打磨,以免影响封口[2]。
3.2.2 电熔区打磨修整
打磨电熔区与套筒内部的氧化层,直至露出新界面。电熔套筒内壁打磨需缓慢均匀地进行,防止破坏套筒内壁的环状电阻丝。并用清洁棉布清洁表面脏物。打磨后的电熔套筒使用电桥复查电阻值,油田常用电熔套筒电阻值范围如表1所示。
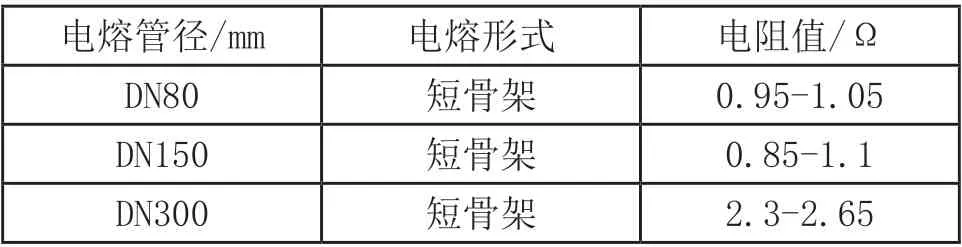
表1 油田常用套管电阻范围
3.2.3 扶正器安装及熔接编号
尽量安装使用卡位扶正器(一般DN300及以上使用),将扶正器夹两卡环调适当位置,注意扶正器与电源插孔相对位置,最终扶正器卡环应抵住电熔接头。拧紧卡环螺栓,用对角上两条拉杆轮换将待装管拉到位,拧紧拉杆上的螺母准备焊接[3]。对接两根管表面标记熔接区,用锤子轻击电熔环向接头,将电熔接头敲入标记处。

图3 复合管扶正器安装
用扫描仪或智能手机,扫描钢骨架复合管套筒上的条形码,以此确认熔接编码。编码规则为:熔接编码+施熔时间+熔接人员,以便于熔口熔接质量追踪查验。
3.3熔接过程
3.3.1 熔接环境要求
熔接时尽量避免雨天作业,如工期紧张必须在雨季操作时,需在电熔区搭设防雨棚封堵管沟。并将电熔区垫高,防止雨水浸泡、溅湿,以致熔接失败。秋冬季施工时,及时清除干燥熔接表面的冷凝水或冰。如遇五级以上的风,应将电熔套筒顶风端包裹严密,并在顶风端管口安装防尘挡板并用保温材料严密包裹使其均匀降温。
3.3.2 熔接过程监控
(1)焊机输出端与电熔套筒接线柱应接触良好,熔接输入端电压一般220±10V范围内,熔接温度控制在200-220℃之间,熔接表面应有熔接压力。
(2)熔接过程可分为:A阶段预热套筒熔,B阶段电熔套筒温度至管件,C阶段电熔落料熔接。熔缝表面温度要高于该种材料热熔温度,但不得超过该材料的热分解极温。调节器缓慢调整至设定值,观察管件熔接电压、电流阶段变化情况。每阶段电压恒定,电流逐渐减小。
(3)熔接过程中,需重点注意C阶段2.5min内电流随时间变化情况。在自动熔接时,有时出现熔接时间超过设定值,但焊机并未自动停机,这时需手动停机,否则会熔接过度烧毁电熔管件。电熔焊接时间随环境温度变化而相应有小幅度波动,如表2所示。
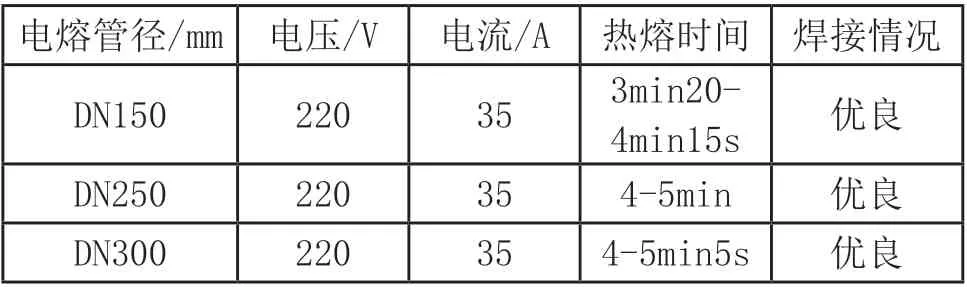
表2 现场热熔连接部分参数
(4)现场可配置红外点温仪监测套筒壁温,观察电熔套筒膨胀程度是否均匀。重点检查电熔套筒两端缝隙处的熔丝落料情况,不允许出现冒料情况。

图4 钢骨架复合管熔接设备安装

图5 钢骨架复合管熔接施工
3.4 复合管熔接后
通电熔接停止后进入自然冷却,环境温度与冷却时间成正相关。关键是挤压力和温度作用时长,直到熔接管口降至外界自然温度,或根据东北地区环境气温,夏季至少冷却45min,冬季25min即可。自管材熔融至重新冷却硬化,建立足够的熔接强度。冷却前不得任意移动扶正器,也不得施加管件与管体任何外力。
4 与其他管材连接
钢骨架复合管与其他管材连接时,可灵活选取专用金属转换接头等配件。
复合管与法兰连接时,必须同轴线固定并支撑安装,防止横向偏移对法兰产生应力,法兰螺栓孔对齐使用垫片;与机械设备连接,采用橡胶挠性接头,并在挠性接头靠设备侧设置固定装置,避免设备震动对熔接部位产生破坏。与其他设备、储罐直接连接,宜采用U形、L形等自然弯曲方式连接[4]。

图6 钢骨架复合管与钢管连接
5 总结
本文针对钢骨架复合管熔接工艺要求高,质量控制较复杂等难题,总结了断管封口、熔接等关键控制技术,有效保证了熔接质量,提高了一次试压合格率。证明了钢骨架复合管的综合性能,验证了钢骨架管道适用于一定腐蚀性及压力的介质输送,具有一定的借鉴和推广意义。
◆参考文献
[1] 刘名贵,李晖. 钢骨架复合管的特性及其应用[J].中国高新技术企业,2008,(6):38-39.
[2] 刘文涛. 钢骨架塑料复合管的应用[J].科技情报开发与经济,2007,(32):246-247.
[3] 由德伟. 浅谈钢骨架塑料复合管在工程中的应用[J].绿色环保建材,2018,(8):7+10.
[4] 彭雷. 钢骨架塑料复合管在联合站管线工程中的应用[J].中外企业家,2014,(11X):142.
猜你喜欢
石油机械(2022年10期)2022-11-05
煤气与热力(2021年11期)2021-12-21
钢管(2021年3期)2021-11-29
煤气与热力(2021年4期)2021-06-09
科技创新导报(2021年31期)2021-05-10
石油天然气学报(2020年3期)2020-12-10
农村农业农民·B版(2017年11期)2017-12-06
科技创新导报(2016年8期)2016-10-21
BOSS食尚(2016年6期)2016-06-01
中华活页文选·快乐读与写(2014年3期)2014-03-12
