一种高垢量过热器化学清洗工艺的应用
2020-09-02 06:27洪小江张建军
江西电力 2020年8期
洪小江,张建军
(江西赣能股份有限公司丰城二期发电厂,江西丰城 31100)
0 前言
江西赣能股份有限公司丰城二期发电厂建设2台660MW超临界燃煤机组,两台机组分别于2007年1、5月投入商业运行。两台机组锅炉均为上海锅炉厂有限责任公司生产的超临界变压运行直流锅炉,型号为SG-2102/25.4-M959,全钢架悬吊结构,Π型炉。
2017年5号机组A修并网后锅炉过热器连续发生3次爆管,平均1月1次,经济损失巨大。爆管位置集中在末级过热器,爆管材质为T91,检查发现该级过热器氧化皮厚度最高达0.44 mm,垢量达2651.2 g/m2。研究分析机组启停阶段温差变化大,氧化皮脱落堵塞是导致过热器频繁爆管的主要原因[1]。
丰城二期发电厂末级过热器管道氧化皮结垢严重,避免末级过热器清洗不彻底或分隔屏、后屏过热器过洗等可能的发生,采用三段清洗工艺对分隔屏、后屏、末级三级过热器进行化学清洗,取得了较好的清洗效果。
1 5、6号锅炉过热器清洗前氧化皮形貌及分析
过热器氧化皮是金属在高温水汽中发生氧化的结果[2],主要成分为磁性Fe3O4,随着机组运行时间的增加,过热器换热管内壁氧化皮的厚度不断增加,可达数千克每平方米。丰城二期发电厂两台机组已运行10年,氧化皮问题在2017年集中爆发。经割取过热器管样,观察分析5、6号机组锅炉过热器氧化皮情况,不同材质氧化皮情况如表1、表2所示。

表1 5号锅炉过热器管不同材质氧化皮情况

表2 6号锅炉过热器管不同材质氧化皮情况
由表1、表2可知,两台机组锅炉末级过热器出口段T91管材氧化皮形成量最大,垢量达2 600 g/m2以上,外观检查均有不同程度的脱落,其内壁氧化皮宏观形貌如图1、图2所示:

图1 5号炉末过出口

图2 6号炉末过出口
2 过热器三段清洗工艺
当过热器、再热器垢量达400 g/m2或发生氧化皮脱落造成爆管事故时,可进行酸洗[3]。针对丰城二期发电厂过热器管不同部位氧化皮量差异大的特点,为保证清洗效果,防止发生末级过热器清洗不彻底或前两级过热器过洗的情况,研究决定采用三段清洗工艺,经小型试验证明三段清洗工艺完全可行,并效果显著。
典型的过热器清洗系统[4]如图3所示。

图3 典型过热器清洗系统
典型过热器清洗采用分隔屏、后屏、末级过热器串联正洗的方式,丰城二期发电厂针对末级过热器高垢量的特点,对典型过热器清洗系统进行改进,将末级过热器另做一个清洗回路,先末级过热器进行单独逆流清洗,再将末级、后屏、分隔屏过热器串联进行逆流清洗,改进后清洗系统如图4所示。
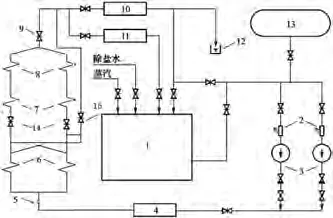
图4 改进后过热器清洗系统
1-清洗药箱,2-清洗泵入口滤网,3-清洗泵,4-流量计,5-清洗液进口接口,6-末级过热器,7-分隔屏过热器,8-后屏过热器,9-清洗液出口总阀,10-表面式加热器,11-腐蚀监测装置,12-废液池,13-除氧器,14-分隔屏进口隔离阀,15-末过单独清洗出口阀
3 过热器三段清洗工艺步骤及效果
按照清洗系统图,完成临时系统安装试运和水冲洗,根据小型试验确定,选用催化柠檬酸为清洗介质,添加过热器酸洗专用缓蚀剂以及相关清洗助剂,分三个阶段进行清洗。
3.1 第一阶段清洗
第一阶段清洗为末级过热器单独清洗,5、6号炉过热器清洗酸液总浓度分别为10.7%、9.76%。第一阶段清洗终点总铁浓度分别为7802mg/L、5841mg/L,剩余酸浓度分别为7.68%、7.42%,耗时分别为46.5h、48h。
第一阶段清洗后,从监视管看,末级过热器监视管大部分已得到清洗,露出黄色富铬层,但仍部分部位存在明显氧化皮层,洗后摸管检查无堵管。以5号机组为例,第一阶段清洗过程中酸浓度及总铁含量随时间的变化曲线如图5所示,清洗后监视管形貌如图6所示。
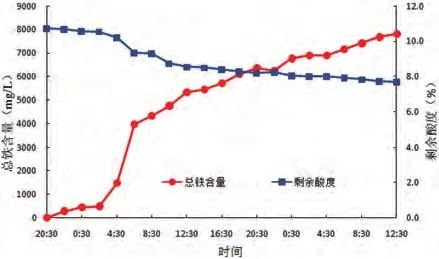
图5 5号机组第一阶段清洗过程中酸浓度及总铁含量随时间的变化曲线

图6 5号机组末过出口第一阶段清洗后监视管形貌
3.2 第二阶段清洗
经第一阶段清洗后,末级过热器氧化皮去除大概在60%左右,残余垢量与分隔屏、后屏相差不大,进行第二阶段末级过热器、分隔屏过热器、后屏过热器串联清洗。
第二阶段清洗重新配制酸洗液,5号、6号炉过热器清洗酸液总浓度分别为10.32%、10.21%。第一阶段清洗终点总铁浓度分别为7148mg/L、5056mg/L,剩余酸浓度分别为7.53%、8.11%,耗时分别为34h、39.5h。
第二阶段清洗后,从监视管看,末过表层氧化皮洗净,完全露出黄色富铬层,后屏表层氧化皮完全洗净,残余黄色富铬层,分隔屏氧化皮已完全清洗干净,残余少量富铬层,洗后摸管检查均无堵管。以5号机组为例,第二阶段清洗过程中酸浓度及总铁含量随时间的变化曲线如图7所示,清洗后监视管形貌如图8、图9和图10所示。

图7 5号机组第二阶段清洗过程中酸浓度及总铁含量随时间的变化曲线

图8 末过第二阶段清洗后形貌

图9 后屏第二阶段清洗后形貌

图10 分割屏第二阶段清洗后形貌
3.3 第三阶段清洗
第三阶段清洗与第二阶段完全相同,末级过热器、分隔屏过热器、后屏过热器三级过热器再次串联加强清洗。
第三阶段清洗重新配制酸洗液,5、6号炉过热器清洗酸液总浓度分别为7.8%、9.16%。第一阶段清洗终点总铁浓度分别为4 450 mg/L、4 825 mg/L,剩余酸浓度分别为5.76%、7.00%,耗时分别为33.5 h、34.5 h。
第三阶段清洗后,从监视管看,分隔屏和后屏过热器管的表层氧化皮和富铬层均已清洗干净,末过T91和TP347H过热器管的表层氧化皮已清洗干净,T91保留少量富铬层,TP347H保留大部分富铬层。以5号组为例,第二阶段清洗过程中酸浓度及总铁含量随时间的变化曲线如图11所示,清洗后监视管形貌如图12、图13和图14所示。

图11 5号机组第三阶段清洗过程中酸浓度及总铁含量随时间的变化曲线

图12 末过第三阶段清洗后形貌

图13 后屏第三阶段清洗后形貌

图14 分割屏第三阶段清洗后形貌
4 清洗效果评价
4.1 氧化皮去除率
5号、6号机组分隔屏和后屏过热器管的表层氧化皮和富铬层均清洗干净,氧化皮去除率99%以上,末级过热器T91和TP347H过热器管的表层氧化皮清洗干净,T91保留少量富铬层,TP347H保留大部分富铬层,氧化皮去除率96%以上。两台机组过热器分别清洗出氧化皮7.6 t、5.3t。垢量最大过热器管垢量去除率见表3。

表3 5、6号机组末过清洗前后垢量
4.2 腐蚀总量及腐蚀速率
5号机组过热器腐蚀指示片(材质包括T12、T23、T91、TP347H)中T23腐蚀量最大,平均腐蚀速率为0.41 g/(m2·h),腐蚀总量为46.6 g/m2;#6机组过热器腐蚀指示片(材质包括T12、T23、T91、TP347H)中T12腐蚀量最大,平均腐蚀速率为0.41 g/(m2·h),腐蚀总量为49.97 g/m2;均优于清洗导则要求。5号、6号机组各阶段腐蚀指示片腐蚀总量及腐蚀速率见表4。
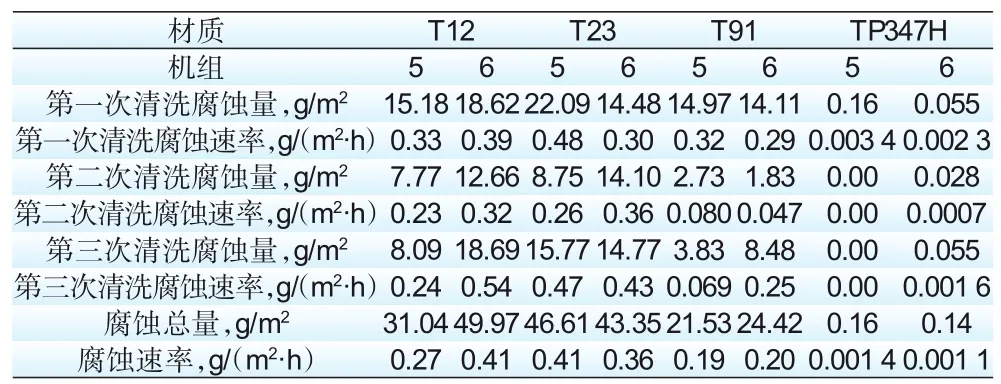
表4 5、6号机组各阶段腐蚀指示片腐蚀总量及腐蚀速率
4.3 奥氏体钢晶间腐蚀
化学清洗后,对过热器三个阶段化学清洗中用于腐蚀监测的TP347H材质腐蚀试片在200倍金相显微镜下的微观检查,未发现晶间腐蚀特征。TP347H腐蚀试片表面金相显微形貌如图15所示。

图15 TP347H腐蚀试片表面金相显微形貌
5 结语
1)采用三段清洗工艺能完全清洗掉高垢量过热器管内氧化皮,氧化皮去除率达96%以上。
2)高垢量末级过热器第一阶段单独清洗,及时将系统污垢排出,不污染分隔屏及后屏过热器,未发生堵管。
3)三段清洗工艺对金属材料(T12、T23、T91、TP347H)的腐蚀总量均能控制在50 g/m2以下,腐蚀速率均能控制在0.50 g/(m2·h)以下。
4)TP347H奥氏体不锈钢未发生晶间腐蚀和应力腐蚀开裂,其力学性能不会受到影响。
猜你喜欢
水泵技术(2022年3期)2022-08-26
中国特种设备安全(2022年4期)2022-07-08
导弹与航天运载技术(2022年2期)2022-05-09
中国特种设备安全(2022年1期)2022-04-26
湖南电力(2021年4期)2021-11-05
文化创新比较研究(2020年8期)2021-01-22
中国特种设备安全(2020年11期)2020-06-09
文化创新比较研究(2019年20期)2019-09-06
中国特种设备安全(2019年5期)2019-07-16
电子制作(2018年8期)2018-06-26