
基于s7-1500plc和wincc组态的五效蒸发控制系统设计
2020-09-06 04:18王博达宋彦生
科学导报·学术 2020年77期
王博达 宋彦生


【摘 要】在工业生产中溶液的蒸发需要大量热量,并且时效性高,普通的蒸发不足以使得工业流程快速,高效完成。多效蒸发不断地向溶液提供恒高温蒸汽,节约时间,节约成本,提升效率。本文争对工业五效蒸发,根据工业流程设计了控制系统,并进行了硬件系统设计。基于西門子s7-1500PLC和WINCC组态设计了辛兴多效蒸发控制程序和工艺界面监控。该控制系统可以进行现场设备运行监控和实时数据检测,更高效安全地进行工艺生产,提升效率。
【关键词】五效蒸发;西门子s7-1500PLC;WINCC组态;硬件设计
【中图分类号】TU831.3 【文献标识码】A
Abstract:In industrial production,the evaporation of solution requires a lot of heat and has high timeliness. Ordinary evaporation is not enough to complete the industrial process quickly and efficiently. Multi-effect evaporation continuously provides constant high temperature steam to the solution,saving time,save costs and improving efficiency. This article strives for the industrial Xinxing multi-effect evaporation,designed the control system according to the industrial process,and carried out the hardware system design. Based on Siemens s7-1500PPLC and WINCC configuration,Xinxing multi-effect evaporation control program and process interface monitoring are designed. The control system can perform on-site equipment operation monitoring and real-time data detection,process production more efficiently and safely,and improve efficiency.
Keywords:Xinxing evaporation;Siemens s7-1500PLC;WINCC configuration;hardware design
引言
蒸发是一种不易挥发的溶质与溶液进行分离的过程,在工业生产中蒸发是一个非常重要的工艺过程,在制糖、化工产业广为应用。多效蒸发进行连续式蒸发浓缩,其传输热量的效率高效。且多效蒸发中下一效液体蒸发的所需热量和压力比前一效都低,这样使得蒸汽重复使用,节约了能源,提升了效率。随着现代化工业的迅速发展,化学工艺的发展也非常迅速,为了提升多效蒸发的自动控制效率和管理方便,解决了传统产业的不足,可远程控制现场,调节参数,实时监控,自动控制,自动报警等功能,大力提升了企业管理效率和生产力度。
为实现多效蒸发的自动控制,用西门子S7-1500PLC为控制器,用TIA portal V15软件进行开发,设计多效蒸发控制系统,并且用TIA portal V15中WINCC RT Professional进行了五效蒸发运行状态的组态监控画面开发。实现了车间多效蒸发器的自动控制运行,可以集中自动控制,远程监控,保证安全、高效、快速的运行。
1.多效蒸发工艺流程
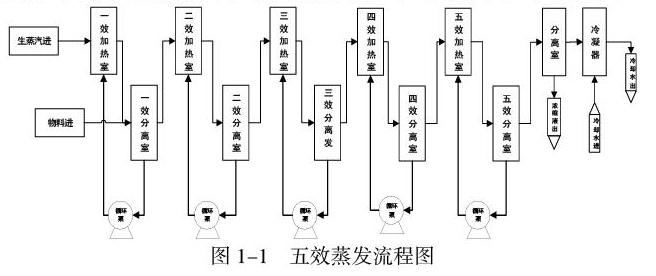
五效蒸发系统包括一效加热室、一效分离室、二效加热室、二效分离室、三效加热室、三效分离室、四效加热室、四效分离室、五效加热室、五效分离室、冷凝器、冷水塔、循环泵、冷凝水泵、原料泵蒸发器,热风电机,冷凝水罐,调节阀等结构组成。原液经原料泵进入一效加热器后蒸发,蒸发剩下的溶液进入二效加热器换热蒸发,蒸发剩余的溶液进入三效加热器继续进行蒸发,蒸发后的溶液再次进入四效加热器蒸发,最后溶液进入五效加热室继续蒸发,得到后产品回收和再利用。
锅炉内所产生的蒸汽称为一次产生蒸汽,经过进气管喷出后即可进入一效加热室,为蒸发提供热源,换热后剩余的气体大部分由此进入一效加热室变成了冷凝水,大部分和液体蒸发后所产生的蒸汽可以做为二次蒸汽进入二效加热器,换热后进入三效蒸发器,循环以上过程,最终进入五效蒸发器蒸发,五效闪蒸蒸汽和五效二次蒸汽共同进入凉水塔,用循环冷却水进行冷却,回收利用。其五效率蒸发系统的工作流程图如下表所示。
2.自动控制系统的硬件设计
由于五效蒸发系统集成控制需要远程监控,因此控制系统的硬件使用西门子s7-1500Plc进行配置,西门子s7-1500Plc为工业中大型的控制系统提供了很强大的功能,性能优越。通过液位、压力、温度传感器等采集到的信号传递给Plc,继而控制现场的阀门、各种泵、继电器等操作来实现系统自动控制。因为在控制系统中设备众多,控制点比较分散,通讯的环境限制,要在控制系统中使用分布式I/O模块,因此在控制系统中使用了SIMATIC ET 200SP进行硬件扩展。PLC控制系统结构如图2-1所示。
此控制系统用TIA Portal V15软件进行开发,s7-1500Plc和ET 200SP模块有PROFINET接口,S7-1500Plc与ET 200SP之间用PROFINET协议通讯,Plc与Plc之间用以太网通信。硬件配置结构如图2-1所示,硬件组态中添加了AI、AQ、DI、DQ、服务器模块,硬件组态设计如图2-2所示。
CPU类型为 1512SP-1 PN,订货号为6ES7 512-1DK01-0AB0,PROFINET接口有三个,位置分别位于插槽1 X1P1、1X1P2、1X1P3,AI模块类型有两种AI 8xI 2-,4-wire BA和AI 4xRTD/TC 2-,3-,4-wire HF,AQ模块类型为AQ 4xU/I ST,DI模块类型为DI 16x24VDC ST,DQ类型为DQ 16x24VDC/0.5A ST,服务器模块订货号为6ES7 193-6PA00-0AA0。硬件组态中具体模块、插槽位置、类型和订货号如表2-1所示。
3.控制系统的下位机程序设计
PlC程序编程是控制系统中举足轻重的一个环节,PLC下位机程序编程有多种语言,梯形图Delete(LD)、指令表Delete(IL)、功能模块图Delete(FBD)、顺序功能流程图Delete(SFC)、结构化文本Delete(ST)五种语言。
此PLC控制程序用用TIA portal V15软件进行开发,采用梯形图和ST语言进行编程,梯形图进行各种变量之间的输入输出控制设计,ST语言可以完成复杂的控制运算,在大中型PLC中可以采用结构化文本来进行描述各个控制系统变量之间的关系,是一种高级复杂的语言。其中包含了主程序块MainOB1,DB、FB和FC等功能块,主程序块MainOB1其中进行了各种电机控制,阀门控制,传感器控制和各种数字模拟量的输入输出逻辑控制。DB块保存过程数据,使得数据即使遇到断电情况也不会丢失,很好的提高了程序的安全性。FB块一般在大型控制系统中使用广泛,使得控制程序分类化,电机控制,阀门控制等都放在不同的功能模块,使得下次实现功能时方便调用。FC块的使用和FB有很大相似之处,比FB更为简便。其具体程序模块如同3-1所示。控制程序中还用PID运动控制算法程序设计,控制液位、压力、温度等参数。
程序编写完成之后,进行编译,编译无误后进行程序下载,程序下载到PLC的核心控制器CPU中进行逻辑控制,控制现场设备进行运转。
4.上位机监控wincc组态设计
组态画面通过TIA Portal V15软件进行开发,添加PC SIMATIC PC station进行画面组态设计,进而实现监控功能。S7-1500PLC(196.128.100.1)与WINCC RT Professional(196.128.100.2)之间通过TCP/IP协议进行通讯,如图4-1所示。
组态编辑菜单包括画面管理、HMI变量、HMI报警、历史数据、用户管理等功能界面。组态画面中设计还有弹出式画面,分别为变频电机画面、工频电机画面、开关阀画面、模拟量画面、调节阀画面,更好的对现场的数据进行监控,进行单个操作器件调节修正及变频电机的PID调节操作。上位机监控可以对一效蒸发器的温度、液位、压力,二效蒸发器的温度、液位、压力,三效蒸发器的温度、液位、压力,凉水塔的温度、液位、压力,循环泵、真空泵的温度、压力、流量和阀门的开合度等进行实时监控,并且发送数据到总控室,在监控画面中显示,以便于现场的安全运行监视。WINCC
HMI报警包含一效到五效分离室压力上下限报警、液位上下限报警,加热室液位上下限报警、压力上下限报警,凉水塔液位上下限报警、压力上下限报警,一效到五效循环泵电流溢出报警、蒸发真空泵电流溢出报警,冷凝水罐液位上限报警、冷凝水罐液位断线报警,若检测量超过限位值则警报响起,进行调控。用户管理操作可以设置密码进行加密操作,防止非专业人员违规操作,增加了安全强度。历史数据可以看出现场运行状态的变化曲线,从而预测控制系统的未来运行情况。五效蒸发控制系统上位机监控画面如图4-2所示。
5.结语
此五效蒸发控制系统采用了S7-1500PLC和WINCC监控系统相结合的一体式管理,更加高效、集中实时的管理系统运行,在化学,制糖产业中可以更好的应用。人机界面功能多样,操作安全快速,实时监控的各处压力、温度、液位等数据传送到PLC,PLC通过以太网通讯更好的控制各个环节的运行操作,各个工作站之间协调配合,最后把运行情况发送到上位机WINCC监控系统,也可以人为调节参数进行系统控制,这种控制方法提升了生产效率和生产质量,也使得操作变得安全可靠。
该控制设备已与多家公司合作投产,工业生产效果得到了很大的改善,在市场上受到了非常大的欢迎,这种控制系统的集中控制,高效管理,安全运行的效果为其他工业生产提供了很大的创新价值。
参考文献:
[1]何瑛.基于WinCC组态软件和S7-300 PLC的五效降膜蒸发器自动控制系统的设计[J].工业仪表与自动化装置,2015(02):64-68.
[2]姜建芳.西门子工业通信工程应用技术[M].北京机械工业出版社,2016.
[3]孙娜. 基S7-1500的加热炉控制系统设计[J].自动化技术与应用,2018,37(10):61-63.
[4]冯涛,潘春佑,王可宁,尹立辉,肖亚苏.基于SIMATIC WinCC和PLC的中水回用监控系统的设计与开发[J].工业仪表与自动化装置,2020(06):131-135.
[5]L. Guoxin,Z. Wanli and W. Lirong,"Application of OPC to Realize the Communications between WinCC and Master-Slave PLC in the PROFIBUS Network," 2015 IEEE Fifth International Conference on Big Data and Cloud Computing,2015,pp. 227-230,doi:10.1109/BDCloud.2015.22.
[6]馮涛,潘春佑,王可宁,尹立辉,肖亚苏.基于SIMATIC WinCC和PLC的中水回用监控系统的设计与开发[J].工业仪表与自动化装置,2020(06):131-135.
作者简介:
王博达,男,1985年出生,本科,从事淀粉、淀粉糖,发酵等生产线的自动化控制和设计等工作.
猜你喜欢
科学与财富(2022年6期)2022-07-04
砖瓦世界·下半月(2020年10期)2020-10-20
科技视界(2020年17期)2020-07-30
汽车实用技术(2018年17期)2018-10-21
水能经济(2018年6期)2018-10-19
电脑知识与技术(2018年8期)2018-05-07
青年时代(2017年7期)2017-03-28
科技视界(2016年14期)2016-06-08
科技视界(2016年8期)2016-04-05
科教导刊·电子版(2016年2期)2016-03-12
