某化工园区污水处理厂废水冲击后内部管控对策研究
2020-09-08 08:04侯亚龙
山西化工 2020年4期
侯亚龙
(忻州市生态环境局神池分局环境监测站,山西 忻州 036199)
工业园区作为一种重要的工业组织模式,极大地推动了区域的社会发展[1]。然而,工业园区作为工业生产的载体,在为城市发展经济和改善城市布局做较大贡献的同时,却因聚集了众多工业企业而成为水资源的消耗大户和区域内水环境的污染大户[2]。化工园区污水具有不稳定性、复杂性、高危害性等特点,其处理设施的建设是污水处理系统的重要前置,可以加强工业污水的收集处理,同时很好地缓冲高浓度污水可能对后续污水处理系统的冲击。地处某化工园区内的城镇污水处理厂采用CAST工艺,但因其企业种类复杂多变,排水规模不一,污水中存在的污染物类型也存在较大差异,导致污水处理厂进水异常较多,厂内生产不稳定,因此急需对其经废水冲击后的内部管控对策进行研究,从而使污水厂出水水质稳定达标。
1 污水厂工艺流程
污水处理厂隶属于某污水处理有限公司,污水性质为生活污水、工业废水,接纳化工园区内40%生活污水和60%工业废水的综合废水,主要服务于其工业园、乡镇及新建小区。
主体工艺采用“CAST工艺+混凝沉淀+转盘滤池+紫外消毒”,生产过程中的剩余污泥采用浓缩带式一体压滤机脱水,分一期工程及提标工程两次建设。目前已建成4万 m3/d,有4座CAST生物池,实际日处理量在2万 m3/d,有剩余2座生物池闲置未用。厂内未设有前置水解酸化或应急水池,而是将闲置的CAST生物池作为临时应急水池使用。污水厂工艺流程图,如图1所示。
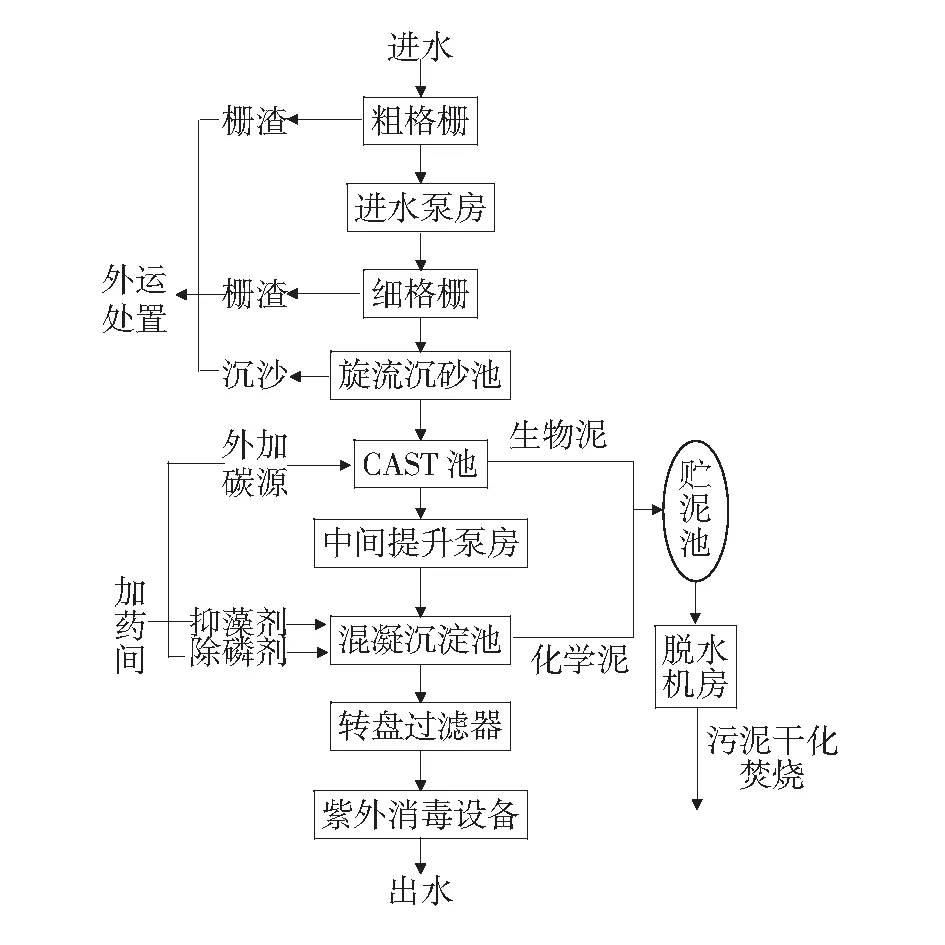
图1 污水厂工艺流程
2 污水处理厂主要构筑物
根据“CAST工艺+混凝沉淀+转盘滤池+紫外消毒”工艺,污水处理厂主要构筑物由以下几方面构成:
2.1 粗格栅站及进水泵池
为保证后续处理装置的正常运行,设置有粗格栅站,栅渣通过螺旋输送压榨机排入栅渣箱。为方便远期扩建,粗格栅站及进水泵房主要设备按照40 000 m3/d配置;为最大限度解决进水量不足和波动问题,泵池内选用4台潜水泵(3用1备),且1台潜污泵采用变频控制,辅以水泵自动调节。格栅前后设置闸门以便检修,设备系统由PLC根据液位差或设定的时间间隔自动控制,同时也可以根据具体实际运行情况,进行现场控制[3]。
2.2 细格栅站
为进一步保证后续处理装置的正常运行,设置有细格栅站,栅渣通过螺旋输送机、螺旋压榨机排入栅渣箱。细格栅站构筑物按照远期设计,设备按照近期规模40 000 m3/d配置。格栅前后设置闸门以便检修,设备系统由PLC根据液位差或设定的时间间隔自动控制,同时也可以根据具体实际运行情况,进行现场控制。
2.3 旋流沉砂池
为减轻后续处理构筑物和设备的磨损、堵塞,除了采用格栅站去除污水中较大的悬浮物和漂浮物外,还采用旋流沉砂池去除污水中比重较大、粒径大于0.2 mm的砂粒。构筑物及设备均按照近期规模进行设计。
2.4 循环式活性污泥工艺CAST池
包括生物选择池和主反应池。前者用于通过在厌氧状态下聚磷菌释放磷酸盐,为后续好氧段过量吸收磷酸盐创造条件;后者装有曝气头和滗水器,用于完成有机污染物的降解及有机氮和氨氮的硝化、反硝化。同时,生物选择池中聚磷菌还可快速降解有机物转化为聚-β-羟丁酸(PHB)储存在细胞中,防止丝状菌的过量繁殖,起到生物选择器的作用。循环式活性污泥工艺CAST池标准设计运行周期,如表1所示。
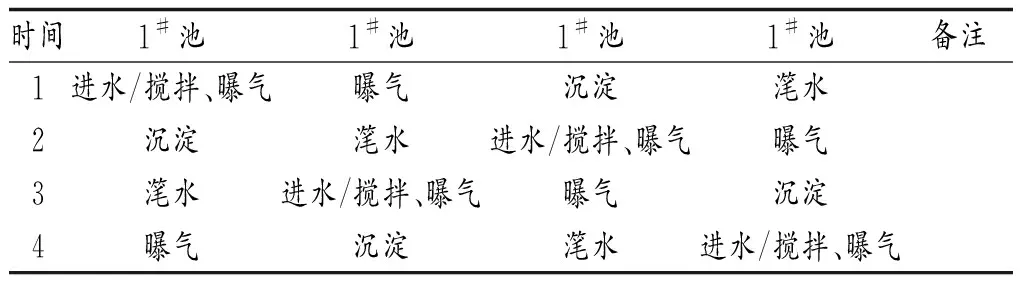
表1 标准设计运行周期
2.5 提升泵池
生物池与混凝反应沉淀池的高程调节装置。土建按远期8万 m3/d一次建成,设备按一期4万 m3/d配置。
2.6 混合反应沉淀池
混合反应沉淀池集絮凝、反应、沉淀、杀菌功能于一体,反应时间15 min,池数8个,有效水深4 m,平面尺寸4.3 m×4.3 m,具有去除COD、SS、磷、色度、细菌等作用。具体的,由混合、反应池、斜管沉淀池、集水池组成。
2.7 加药间
加药间分为四套加药系统,如图2所示。
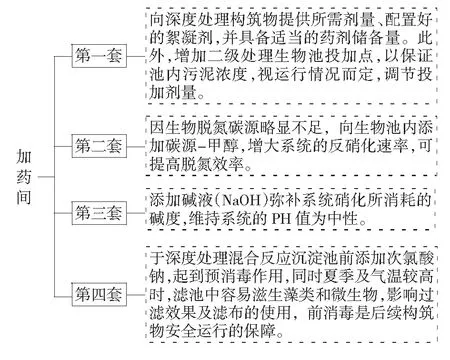
图2 加药间的四套加药系统
其中,第一套系统中,本工程选择投加PAC(碱式氯化铝)化学方法除磷,投加于混合反应沉淀池之前;第二套系统中,虽碳源-甲醇的安全设计等级较高,但市场价格便宜。
2.8 其他
转盘过滤器用于进一步强化去除微小颗粒和胶体物质。出水消毒池由消毒渠(装紫外线)、回用水池及检测池组成,消毒渠进口处设置手动渠道闸门,回用水池内设置潜水泵,供应厂区中水。鼓风机房设置单级高速离心鼓风机,并通过控制系统自动调节导叶片和开启台数,以调节需氧量,向生物池提供微生物生长所需的氧气。污泥储池接纳来自生物池的剩余污泥,再由污泥泵将池内污泥抽升送至浓缩脱水机上。为方便污泥处置,必须对污泥进行减量化处理,采用浓缩脱水一体机以保证污泥中的磷不再返回处理工艺中。
3 园区废水冲击后内部管控对策
化工园区内大多为化工、金属表面加工、电子加工等企业,经过数次污水厂监测排查发现,此化工园区污水处理厂较易面临低C/N比废水冲击、高浓度有机废水、高氮废水、重金属废水等废水冲击问题,急需作出相关内部管控对策。
3.1 低C/N比废水冲击
根据大量相关研究及实践证明,在生物脱氮硝化反硝化过程中,去除TN要求C/N比理论为2.86[4]。经监测分析可知,污水厂长期处于低负荷运行状态中,生物运行池出水在每运行一阶段后就会发生污泥及水质变化。为此,需对生物处理系统进行多点位的数据监控,主要监测点位为CAST生物池出水端,监测指标有COD、TN。
污水厂正常运行出水TN约8 mg/L,其中提标段混凝沉淀池运行时,在投加除磷剂时同步投加NaClO,且有辅助消毒功能。然而,NaClO也能起到一定脱氮作用,在其与生物脱氮硝化反硝化共同作用下,导致混凝沉淀池出水TN比CAST生物运行池出水低约2.0 mg/L。因此,通过上述综合分析研究表明,当生物池TN高于13.0 mg/L时,照TN上升态势,污水厂出水TN存在不达标风险。为此,应立即采取如下措施:
1) 启动乙酸钠药剂投加系统,补充进水碳源,提高C/N比;
2) 将CAST生物池进水1 h中前端厌氧推流时间改为40min;
3) 降低生物池好氧曝气风量,或减少好氧曝气时间;
4) 在好氧曝气结束后即刻开启推流10 min~15 min。
其中,措施(2)、(3)、(4)的目的是通过增加反硝化时间、提供反硝化环境来提高C/N比。经反复运行试验,并通过多次平行监测表明,通过采取以上措施可有效控制生物池出水TN在10 mg/L以内。
3.2 高浓度有机废水冲击
针对来水中有明显有机废水气味且带有大量白色不易散的泡沫,同时镜检发现污泥絮团发黑,丝状菌增加,初期生物偏多,监测出水COD、NH3-N、TN皆产生较大的波动的现象,应采取如下措施:
1) 立即将异常废水打至闲置CAST池约720 m3;
2) 同时,为了快速降低废水有机物浓度,再根据实际运行效果,及时减少进水量、增加曝气时间等。
3) 进行组织排查,查出有机废水突然升高的原因,并开告知书给相关厂家,要求其立刻停产,同步书面向上级环保部门汇报。
3.3 高氮废水冲击
针对好氧曝气出水COD、NH3-N、TN皆产生较大的波动,CAST池生物选择区ORP在进水期间由正常的-250 mv~-300 mv上升至-200 mv以上,且镜检发现累枝虫及轮虫明显增加,盾纤虫等减少的现象,应采取如下措施:
1) 将异常废水打至闲置CAST池约500 m3,防止出现废水处理之后出水超标现象;
2) 启动乙酸钠投加装置,在生物池人工投加固态乙酸钠500 kg。
3) 进行组织排查,查出高氮废水突然升高的原因,并开告知书给相关厂家,要求其立刻停产,同步书面向上级环保部门汇报。
3.4 重金属废水冲击
针对生化系统出现污泥解体现象,COD数值已临近超标界值,好氧曝气池DO居高不下,量筒内沉降上清液浑浊,且开始解絮,生物池选择区ORP持续在-400 mv以下,同时由镜检发现大部分微生物死亡消失等现象,应初步判断由于重金属对污水的毒害作用而致,因此应采取如下措施:
1) 污水厂立即停止进水运行,防止出现废水处理之后出水超标现象;
2) 排出受重金属影响的活性污泥,并调取脱水污泥进行污泥接种;
3) 进行组织排查,查出重金属废水突然升高的原因,并开告知书给相关厂家,要求其立刻停产,同步书面向上级环保部门汇报。
4 结论
综上所述,主体工艺采用“CAST工艺+混凝沉淀+转盘滤池+紫外消毒”的此化工园区污水处理厂,在出现C/N比低的废水、高浓度有机废水、高氮废水、金属离子废水冲击时,可以相应的采取不同的内部管控措施,同时经实践证明,相关措施可以实现生物池出水水质指标浓度开始出现下降至数据恢复正常,可以为相关污水处理厂面临此类问题时提供一定的参考。
猜你喜欢
世界有色金属(2022年16期)2022-10-20
环境工程技术学报(2022年3期)2022-06-05
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
生物化工(2021年3期)2021-07-10
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
中国工程咨询(2017年7期)2017-01-31
中国环境科学(2016年3期)2016-02-08