
钳工台虎钳底座座圈检修的启示
2020-09-10 12:15刘金旺
新教育论坛 2020年10期
刘金旺
摘要:检修钳工是钳工中的最普遍,从事人员最多的工种之一。作为一名钳工实训教学的指导教师,在钳工实训设备损坏时,能够带领学生一道对已损坏零件进行损坏原因分析并加于改造,这本身就是让学生得到的最实在的一次实战性的钳工实习。本文就是笔者在台虎钳底座座圈检修工作中所感悟到的几点体会,供大家参考。
关键词:台虎钳底座座圈;检修;体会;经济分析;零件制造
台虎钳是钳工实训过程中的关键设备之一,台虎钳中任何一个零件的损坏都将影响到学生正常的钳工实习,如何快速而准确地修复实习过程中损坏的台虎钳零件对钳工实习起到至关重要的作用。在对钳工实训设备检修的过程中,笔者发现台虎钳零件经常受损的零件主要有:座圈、钳口砧,丝杆螺母,联接丝杆螺母的螺栓等。而其中于座圈损坏居多。接下来笔者就谈谈如何检修台虎钳底座座圈以及从检修过程中感悟到的几点体会:
一、台虎钳座圈损坏的原因分析
台虎钳是钳工实训过程中的主要设备之一,无论是锉削、锯削、錾削,还是攻丝、套丝,所加工的工件无一例外的都得利用台虎钳进行装夹。尤其是錾削时产生的切削力特别大,对虎钳各零件的强度要求自然更高。换句话说就是錾削对虎钳的破坏性是最大的,所以台虎钳的某些零件在使用过程中将会不可避免地受到损坏(我们在工作中所遇到最易破坏的零件主要有钳口砧、丝杆、丝杆螺母、联接丝杆螺母的螺栓、底座座圈等)。加之目前,不少生产厂家在生产中小型设备的过程中,都不同程度地存在偷工减料的问题,零件设计时强度不够。更为糟糕的是不少零件损坏后,还无法在市场上购买到。而且由于各厂家的无序竞争,同一规格的台虎钳各厂家生产的零部件均不能互换。居于同样的原因厂家几乎就不供应零部件。
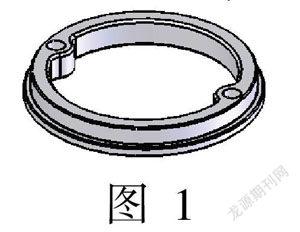
我们使用的台虎钳座圈如图1所示。该零件的材料是灰口铸铁,且打孔处的材料厚度针对较为频繁学生实训来说是较薄了,强度远远不够,因此在使用过程中,在遭受到强大冲击力时,座圈就会从两个螺纹孔处断裂而损坏,很显然该零件在螺纹孔处的联接强度是远远不够的。从我们目前的情况来看,台虎钳受损的情况较为突出,而且台虎钳的损坏都是从座圈两个螺纹孔处断裂而损坏的。
二、台虎钳座圈的检修的可靠性与经济性分析
如果对已断裂的零件进行修复几乎是不可行的,虽然可以利用铸铁焊接方法将其修复,成本自然很低,但针对这个零件焊接后是难于满足强度要求的。所以说,铸铁焊接方法是不可行的。那么要修复台虎钳通常就只有以下几种方法了,接下来就这几种加工方法,进行简单的经济分析如下:
1.铸造法:
要用铸造方法来修复该零件的话,只能外协加工,制造成本不但不会降低,反而会增加。因为要铸造还得有模具,在加工数量不多的情况下,制造成本绝对不低。制作所需时间长。
2.钢板替代加工法:
制造一个座圈需要14mm厚的钢板约3.16kg按目前市场价合17.80元,加工制作费约合10元(乙炔切割、车削加工、手工攻丝、及人工工时费等)。制作所需时间少。用钢料加工出来的零件强度还远远高于用铸铁制造的零件。
3.购买新座圈:
如果能购买到新配件的话,估计一个这样的零件市场价也就10多元钱吧,成本自然是最低的了。但正如前所述厂家几乎就不向市场供应零配件。
三、台虎钳座圈的检修方法
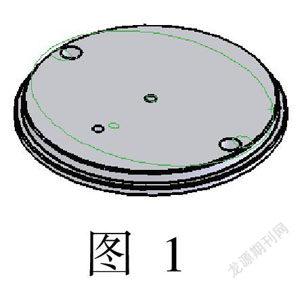
综上所述,我们眼目前最好的修复办法就是将原本使用铸铁材料的零件用厚度为14mm的钢板替代。改造后的台虎钳座圈如图2所示。用这种方法加工制造的零件,不但能快速修复,而且成本也不高,更重要的是修复后的零件强度绝对能够保证,我们可以保证即使该台虎钳的其他零件全部损坏,这一零件再也不会损坏。原因很简单,因为钢的各项强度指标都远远超过铸铁的相应强度指标,更何况我们加工的这一零件还是实心结构,联接强度比原空心结构的铸铁零件要高出几倍甚至几十倍。
四、从台虎钳座圈检修中可获得以下几点收获
(在检修过程中,我们自始至终是于培养学生解决生产实际问题为出发点,教师只起指导作用。)
1.可大大提高学生分析和解决生产实际问题的综合能力
学生可从这一检修过程中亲身经历设备故障修复的全过程(综合学习了零件的结构,材料,制造方法等一系列知识)。从而提高学生分析和解决生产实际问题的综合能力。
2.学习编制材料购置计划,确定下料方案,制定零件加工工艺
首先对损坏零件进行测绘,根据测绘尺寸,结合常用金属型材规格及性能、常用金属切削加工工艺等相关知识,确定该零件的总加工余量,进而再确定该零件的毛坯尺寸。再根据毛坯尺寸及所加工的零件数量确定钢板材料的长宽尺寸并计算出材料的重量,结合目前市场价格确定购置金额。这样就可编制出一份材料购买计划表了(如果加工零件时所需的一些工具、刀具学校没有的话,还得在材料计划表中作相应增加)。材料购来之后,接下来就是下料。为了使用料最省,我们得先确定下料方案。如何确定下料方案呢?鉴于目前电脑技术在各领域的都已得到了广泛应用,我们引导学生利用电脑技术先在电脑上虚拟下料,从中确定最优方案。然后就可以在钢板上进行实际的划线放样了。至于该零件的加工工艺的编制,由于零件结构较为简单,气割下料之后,剩下的全部工序均可在车床上车削完成。在此就不作赘述。
3.学习气割技术
在用乙炔下料时,还可以让气割实习学生亲身实践如何较好地进行圆形轨迹的切割,并从中掌握气割圆形轨迹的技巧和要领。
4.学习车削技术
在用车床加工该零件时,一方面给车工实习学生提供了一个车削实际机械零件的实习机会。同时结合该零件的实际加工工艺,让学生们学习并掌握如何加工非均匀车削零件的的技巧和要领,如何装夹薄板回转零件的技巧和要领。由于车削这一薄板零件我们采用的是在毛坯中心打φ6.5mm小孔并用活络顶针将工件顶紧至三爪卡盘,然后在离圆心约50mm处再打一φ6.5mm小孔,并用一颗M6的螺钉将薄板旋紧后置于三爪卡盘的卡爪之间,通过三爪卡盘的卡爪旋转来给薄板提供旋转扭矩,当然由于三爪卡盘不是直接夹紧工件,存在一定的危险性。但是,这种加工方法却只需一次装夹即可完成全部工艺的加工,同时也只有用这种方法才能更好地保证该零件的回转精度之要求。当然,在加工前端倒角时,勿必要小心进刀,以防撞刀。
5.进一步加深对“检修鉗工”的理解
检修钳工主要担负机械设备的修理维护工作,以及设备的装配调试工作。其基本职责是保证设备的正常运转,并在此前提下,尽可能延长其检修期限和使用寿命,以发挥其最大功效;对设备应进行定期检修,发生偶然事故时,应及时进行处理。具体的工作有:判断并排除设备故障;拆卸检查,加工修复或更换已失效的机件;进行设备的安装调试等。此次检修台虎钳底座座圈的全过程正是对检修钳工这一工种的全面体验,是一次难得的、较为完整的、具有实战性的检修钳工实习。无疑将使学生进一步加深对“检修钳工”的理解。
参考文献:
[1]刘森主编《钳工技术手册》金盾出版社第一版2007年5月;
[2]黄志远杨存吉主编《检修钳工》化学工业出版社第一版2007年9月。
猜你喜欢
电子乐园·上旬刊(2021年7期)2021-07-19
汽车世界·车辆工程技术(下)(2019年6期)2019-10-21
当代工人(2019年13期)2019-08-05
当代工人(2019年24期)2019-01-17
湖北函授大学学报(2016年10期)2016-12-30
现代商贸工业(2016年22期)2016-12-27
现代经济信息(2016年8期)2016-12-26
办公室业务(2016年9期)2016-11-23
大学教育(2016年11期)2016-11-16
商(2016年27期)2016-10-17
