
钛换热管与管板焊接接头电化学腐蚀性能研究
2020-09-10 01:53崔巍高磊王东丽崔艳军
电焊机 2020年8期
崔巍 高磊 王东丽 崔艳军




摘要:利用动电位极化曲线和电化学阻抗谱研究两种接头形式、三组焊接电流共六组焊接工艺参数下的钛换热管与钛管板焊接接头在3.5%的NaCl溶液中的电化学腐蚀性能。结果表明:平接形式各组焊接工艺参数下的接头试样耐蚀性均优于角接,其中Ⅳ号(平接形式、焊接电流140 A)试样的耐蚀性能最优。选择合适的焊接工艺参数有利于提高焊接接头的耐蚀性能。
关键词:钛换热管;焊接工艺参数;电化学腐蚀试验
中图分类号:TG457.2 文献标志码:A 文章编号:1001-2303(2020)08-0124-05
DOI:10.7512/j.issn.1001-2303.2020.08.25
0 前言
钛及钛合金是一种耐腐蚀性好,具有密度小,强度高[1]、耐高温、低温性能优良的金属材料,因此在石油化工行业得到重视和推广。钛制换热管与管板常用于炼油厂常减压蒸馏装置。换热器中换热管与管板的焊接接头(简称管板焊接接头)是使用最频繁的地方,腐蚀失效是一种重要的失效形式[2]。因此,非常有必要去研究换热器管板接头的耐蚀性性能,另外管板焊接接头采用不同的焊接工艺比较其耐蚀性能,对提高换热器使用寿命也有重要意义。
1 焊接试验
1.1 试验材料
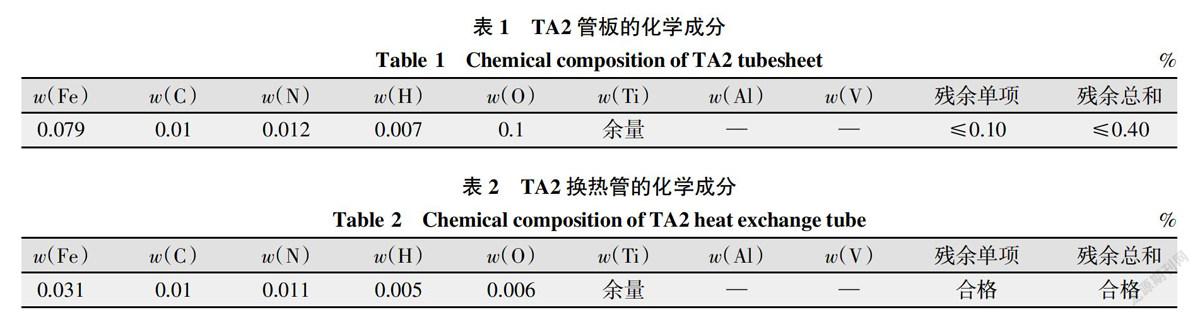
本次焊接试验选用的TA2管板规格为400×200×20,交货状态为退火,化学成分如表1所示,经检测内外表面质量及公差均合格,符合焊接要求。选用的TA2换热管规格为φ25×1.5×100,交货状态为退火,化学成分如表2所示,经检验,工艺性能下的压扁及扩口性能合格,气压试验合格,超声检测合格,内表面及外表面质量合格,厚度、宽度及长度尺寸公差满足要求,符合焊接要求。
1.2 管板加工及组对
焊接材料准备完全后进行管板孔的加工,管孔直径按照GB151-2014中钛和钛合金换热管的管板管孔直径允许偏差,本次换热管外径为φ25 mm,选择管孔25.4 mm。试板钻孔完毕后与换热管进行装配。
1.3 焊接
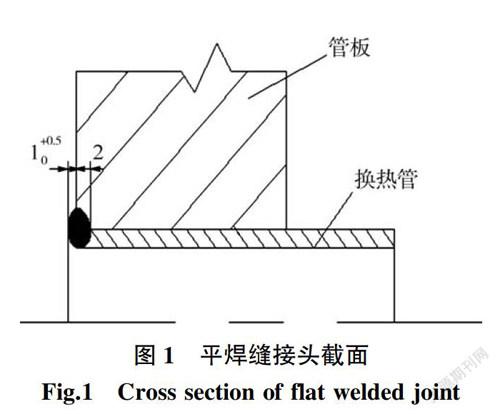
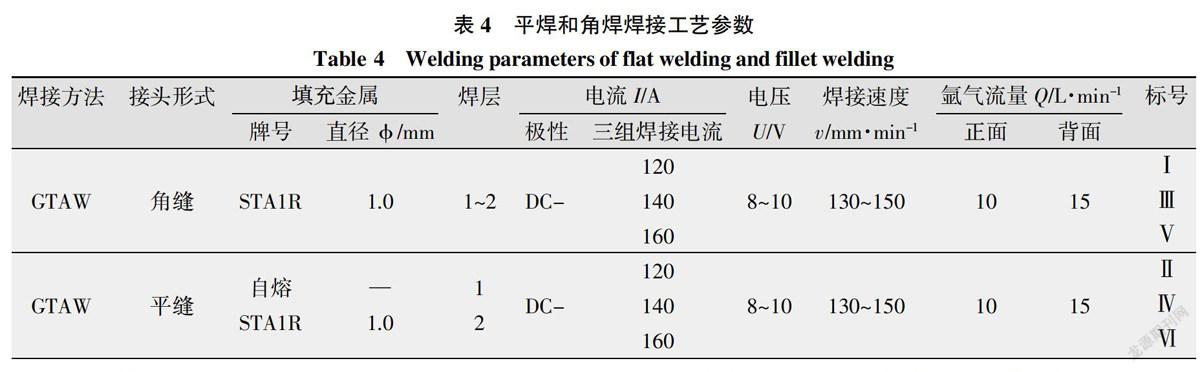
换热管和管板采用惰性钨极自动氩弧焊,选用平缝和角缝两种接头形式,如图1、2所示,STA1R φ1.0 mm焊丝,化学成分如表3所示。氩气保护,水平固定焊接,焊接参数如表4所示,焊后实物如图3所示。
1.4 试样
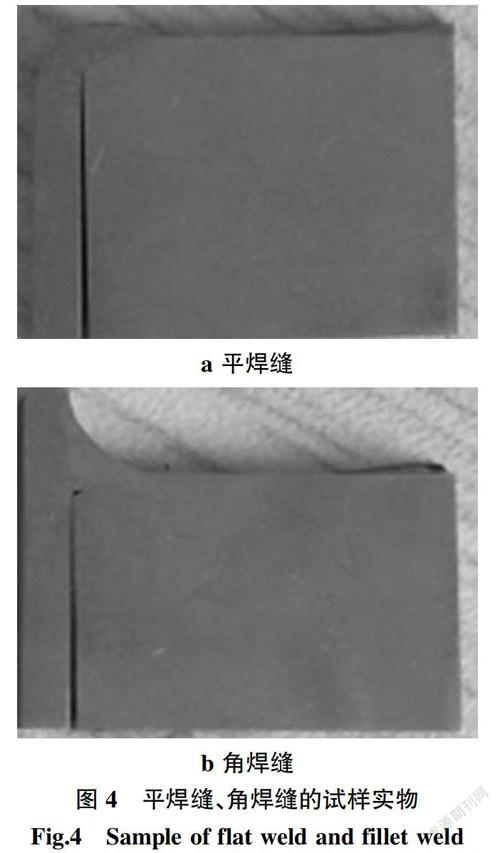
焊接试板施焊完毕后,并经渗透检测合格,然后用线切割机进行取样。角缝和平缝两种接头型式如图4所示。
1.5 试验方法
采用PARSTAT2273电化学工作站分别测量6组焊接工艺参数下的焊接接头试样在质量分数是3.5%氯化钠溶液中的极化曲线与交流阻抗谱。焊接接头试样是工作电极,饱和的甘汞电极是参比电极,石墨块是辅助电极。极化曲线的扫描速率为0.5 mV/s,交流阻抗测试的测量信号幅值为10 mV,阻抗谱测量的频率范围在100 kHz~10 mHz之间。
2 电化学腐蚀试验结果与分析
2.1 动电位极化曲线
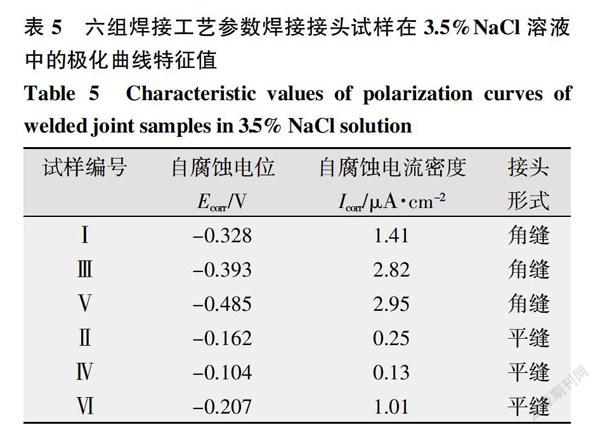
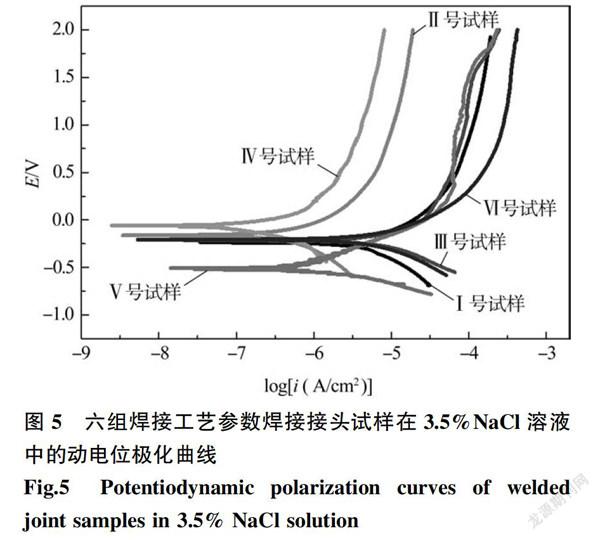
六组试样在3.5%的NaCl溶液的极化曲线如图5所示,6个试样极化曲线的特征参数如表5所示,包括自腐蚀电位Ecorr与自腐蚀电流密度Icorr。
腐蚀电位(Ecorr)是某一特定的腐蚀体系无外加电流的情况下测量出的金属电位。它是表示金属的腐蚀倾向的一个物理量,Ecorr越低說明该金属越容易被腐蚀,该值越高,说明该金属不容易被腐蚀[3]。电极的腐蚀电流密度Icorr和腐蚀速率正相关,所以Icorr能反映电极腐蚀速率的快慢程度[4]。由表5可知,对于Ecorr:Ⅳ号>Ⅱ号>Ⅵ号>Ⅰ号>Ⅲ号>Ⅴ号试样;对于Icorr:Ⅳ号<Ⅱ号<Ⅵ号<Ⅰ号<Ⅲ号<Ⅴ号。分析可得,三组平缝焊接工艺参数的耐蚀性均优于角缝焊接工艺参数的耐蚀性。Ⅳ号(平缝)焊接工艺参数下接头耐蚀性最好。
2.2 电化学阻抗谱
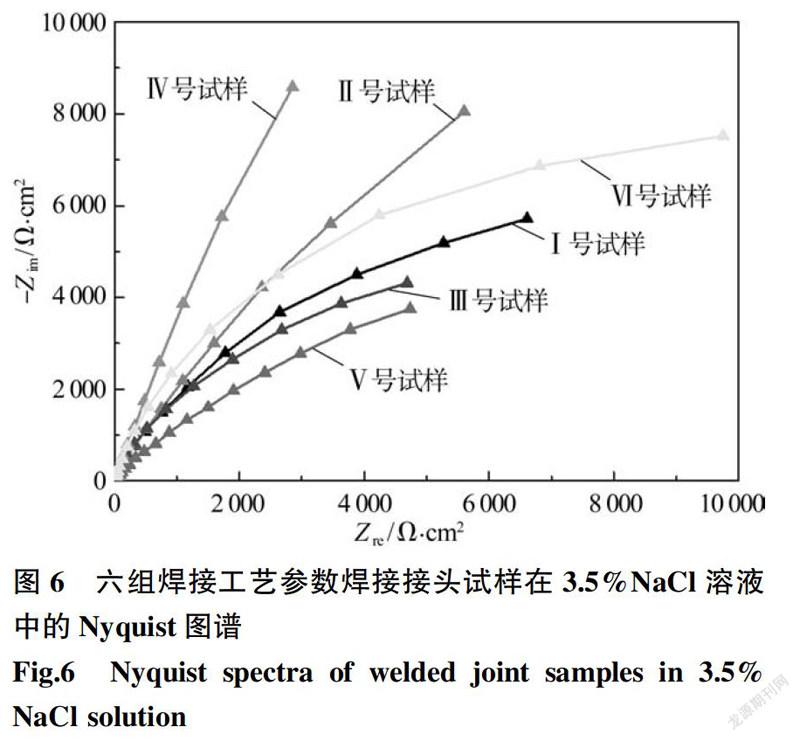
对六组焊接工艺参数试样进行在3.5%NaCl溶液中做电化学阻抗测试。测试结果如图6所示,图6中六组试样的阻抗图谱均表现为一个单一的容抗弧,表明试件在溶液中的整个腐蚀过程属于活化控制,电荷的转移是整个电极过程的主要控制步骤,而电荷转移与电极表面的状态有直接的关系。对单一容抗弧来说,其曲率半径越小,说明其耐腐蚀性能越差[5]。分析图6可知:Ⅳ号(平缝)焊接工艺参数的抗蚀性最强。
使用Zsimdemo软件对阻抗谱进行拟合,可获得拟合出各个试件电荷转移电阻Rct值。当Rct越大时,试件抗腐蚀性能越好。拟合结果从图7中可以看出:Ⅳ号>Ⅱ号>Ⅵ号>Ⅰ号>Ⅲ号>Ⅴ号试样,所以Ⅳ号试样的抗腐蚀性能最好,Ⅱ号试样抗腐蚀性能其次,Ⅴ号试样最差,这与通过分析容抗弧曲率半径所得结果吻合。综上所述Nyquist图谱表征的结果与动电位极化曲线分析所得结论保持一致。
2.3 试验结果分析
通过试验结果可以分析:在焊接过程中,必须考虑热输入对晶粒大小的影响。随着电流越大,热输出越大,而钛的导热系数小,高温停留时间长,角接形式接头不利于焊缝结构处应力的释放,焊缝及热影响区组织明显粗化。适当增大电流可以细化组织,但当电流进一步增大后,再次出现粗大组织。当电流达到160 A时,不仅热影响区宽度明显增大,而且焊后残余应力会急剧增大,这对于焊接接头的综合性能是不利的。因此,焊接电流为140 A时的平接形式接头焊接工艺参数更理想。另外,为提高钛制热交换器换热管与管板焊接效率,在没有特殊要求的情况下,钛换热管端面宜采用平头焊。焊接时熔到换热管管壁,利于根部熔合。这样还可简化焊接操作,提高焊接速度[6]。
3 结论
(1)采用不同的方法得到同一结果,即平缝的耐蚀性更好。其中Ⅳ号(平接形式,焊接电流为140 A)试样的耐蚀性能最优。
(2)根据实际生产需要如选用平缝接头,推荐选用Ⅳ号工艺参数进行焊接;如选用角接接头,推荐选用I号工艺参数进行焊接。
参考文献:
[1] 邹武装. “海洋金属”钛的特性及应用[J]. 世界有色金属,2014(8):28-30.
[2] 元科,高磊,张莹莹,等. 316/316L换热管与316/316L管板焊接接头电化学腐蚀性能[J]. 电焊机,2015,45(7):80.
[3] Moberg L E. Electrochemical properties of coroded amal-gams[J]. Scand Dent Res,1987(95):441-442.
[4] 刘丽,毛英杰,陈志红. 钛合金在不同pH值人工唾液中耐腐蚀性能的研究[J]. 中国生物医学工程学报,2006,25 (2):166-169.
[5] 冯兴宇. 白铜BFe10-1-1合金晶界特征分布优化及耐蚀性能研究[D]. 江西:江西理工大学,2018.
[6] 马志承,邢卓,张立新,等. 钛制热交换器换热管与管板的快速焊接[J]. 管道技术与设备,2016(4):45-48.
收稿日期:2019-08-13;修回日期:2020-05-19
作者简介:崔 巍(1985— ),女,学士,工程师,主要从事压力容器的焊接与设备推广工作。E-mail:cuiwei722@sina.com。
