FANUC数控系统中PMC信号的使用
2020-09-10 10:24王鹏云
内燃机与配件 2020年7期
关键词:梯形图
王鹏云
摘要:伴随着我国经济发展的越来越好,我国的工业领域得到了前所未有的支持和帮助,特别是我国的数控机床因此得以迅速的占领市场,以及普及市场。但是在发展日益美好的今天,由于某些原因,也导致了存在一些客观问题,譬如数控系统在使用过程中,会出现使用者操作不当,或是对系统不太熟悉导致了一些故障的产生。而本文则对现在市场中最为流行的FANUC系统中的各类PMC信号进行了介绍,希望通过本文的述说对广大的数控系统使用者来说,起到一定的帮助和促进作用。
关键词:FANUC数控系统;PMC信号;梯形图
0 引言
工业是第二生产力,工业的强盛就是国家的强盛,特别是工业领域中的装备制造业,可以说是重点中的重点,核心中的核心。装备制造业发展就是代表着国家经济水平以及科学水平的集中体现。在上世纪六十年代初期,诞生了全世界第一台数控机床,这台数控机床的诞生使得装备制造业得以迅猛的发展,现如今数控机床可以说是工业领域的核心工具,也是一个国家综合国力的体现。
数控机床从诞生直至今天已经经历过了几十年头,在这段时间内逐步的发展和诞生出许多种类的数控系统,并且伴随科技的发展,数控系统也经历的几代的更新。现如今市场上的数控系统种类繁多,有西门子的SINUMERIK系列、FANUC数控系统、Hedienhain数控系统,以及国产的广数数控系统和华中数控系统等,这些数控系统市场占有率最高的是FANUC数控系统。日本的FANUC数控系统公司从诞生之初,便以生产数控系统为主业,经过了数代人的努力,已经生产出了0i系列、18i系列、21i系列等。而数控机床也因为数控系统的不断更新,得到了前所未有的发展,其质量和精度得到了前所未有的提高。但是必须说明的是数控机床的操作者是数控系统的最终客户,在机床产生了故障之时,能够排除问题的最有效、最直接的手段便是通过PMC进行故障诊断,本文则以FANUC-0i系列中的PMC为例子,对PMC中的各种使用信号进行了介绍。
1 PMC的功能和作用
在FANUC数控系统中,其软件和硬件的设计分成了几个大的部分,本文主业针对其内部的CNC和PMC部分之间的功能信号进行介绍。所谓CNC(computer numerical control)是数控系统的最核心的部分。其主要的功能是:第一将数控系统的各种运算数据、信号交互进行逻辑上的计算,并针对客户的数据对外部伺服进行控制,真正实现自动的切削和加工;第二是负责零件程序的管控、任务的调用、各种数据的计算、显示图形,以及程序的诊断等;第三是将一些刀补、宏以及一些变量进行最好的管理。
PMC(programmable machine controller)是在传统意义上的PLC基础上衍生而来的,其有别于传统PLC的基本功能,一些关于模拟量、运动控制等都是由本质上的区别,PMC更倾向于数控机床,其将一些模拟量转变成了G地址,通过在T形图中的直接引用,有效的改善了需要工程师进行复杂的运算等工作环节,更加的简单和灵活。其具体的功能体现有:第一是可以接受自定义代码M代码(辅助控制)、S代码(主轴控制)、T代码(刀具控制)等,通过对一些代码的译码,转变成为相应的控制信号,进而实现完成一些机床的控制动作,譬如:刀塔的换位、主轴的运行、卡盘或是尾台的控制;第二是可以接受机床厂家自定义的辅助控制面板的信号,以及机床的I/O信号,这些信号一部分被送入CNC之中,再通过一系列的信号处理实现对机床外部部件的控制,譬如:机床自动控制模式的转换、紧急急停保护、机床的限位开关等。
2 PMC信号的地址介绍
PMC的信号有三种:第一是PMC与CNC的交互信号;第二是PMC与机床的交互信号;第三是PMC内的控制信号。
2.1 PMC与CNC的交互信号
PMC与CNC的交互信号有两种:
第一是PMC送到CNC的信号,指PMC经过一些简单的运算后,需要交给CNC进行运算的信号,其信号区间为G地址,G0到G255;第二是CNC送到PMC的信号,指CNC经过一些简单的运算后,需要交给PMC的信号,其信号区间为F地址,F0到F255。(注:不管是PMC还是CNC,其信号地址是始终唯一的,可以进行逻辑上的运算和控制,但是不能更改其地址定义)
2.2 PMC与机床测的交互信号
2.2.1 PMC到机床测的信号
PMC到机床测的信号是指PMC输出给机床,并控制机床动作的信号,其定义信号为Y,具体范围有两种,当使用IO Link时为Y0至Y127,当使用IO卡时为Y1000至Y1014。(注:如若同时使用IO Link和IO卡,则IO卡内地址是有效的;具体的使用情况是根据机床厂家自身情况而定的,但是要在其使用区间之内进行选择)
2.2.2 机床测到PMC的信号
机床测到PMC的信号是指机床一侧,一些限位、检测、控制输入反馈给PMC的信号,其定义信号为X,具体范围有两种,当使用IO Link时为X0至X127,当使用IO卡时为X1000至X1019。(注:对于急停信号、进给保持信号等已经被定义好了,不能随便用别的信号地址替代使用,其他机床测送入到PMC的信号,可以详见FANUC的功能手册中介绍)
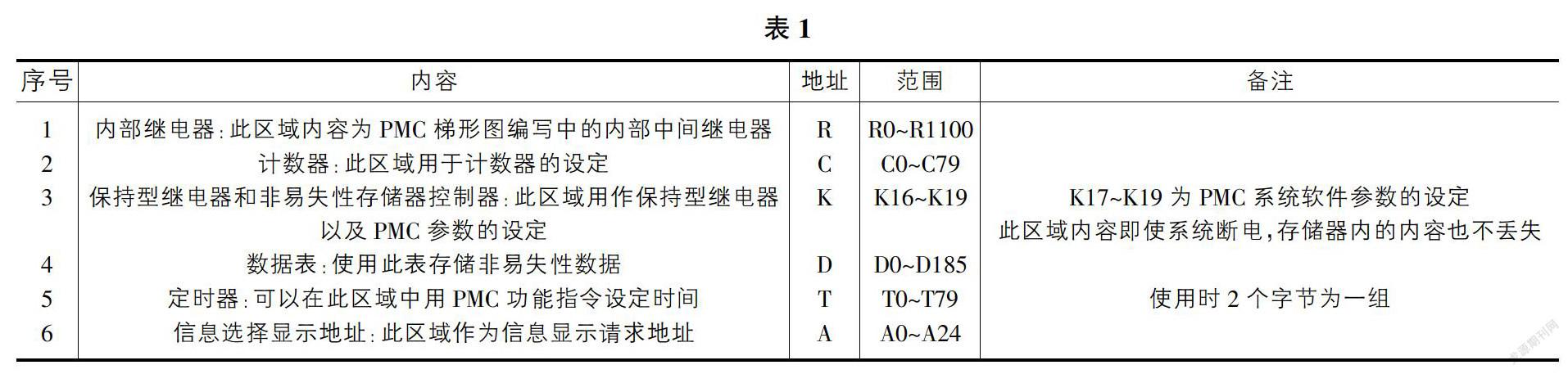
2.3 PMC内的控制信号
具体来讲可以归为六个类别,具体详见表1。
3 具体应用
下面则结合机床进行具体应用介绍,本文引用沈阳机床生产的CAK3675进行信号的介绍。
具体是使用中出现了机床故障。故障情况为:当机床在进行进给切削时,不定期会出现1002报警,其具体内容为机床紧急停止保护报警。故障出现后,通过复位可以进行消除。具体的处理过程为:在出现了故障报警状况下,机床的急停报警信号X8.4的地址存在一瞬间的抖动,通过PMC的诊断画面看出其具体状态为1变0再变1,其故障应该在急停按钮到系统IO测之间的环节有接触不良,或是线路损坏的情况存在,而在机床进行切削时由于机床有抖动现象,造成接触进一步的不良,所以需要在这一套环节中进行针对性的检查。通过工程师的仔细排除,发现IO与输入信号间的分线器上的X8.4线头,有松动现象,因为X8.4为常亮信号,一旦线头接触不良,会造成X8.4被拉断,就会产生急停报警,所以工程师针对此情况将线头重新装入,并反复测试线的牢固程度。这样就解决了这一故障。
4 结束语
现如今因为数控系统的辅助,数控机床得以长足的发展,数控系统可以说是高精尖的科技产物,伴随数控系统的不断更新换代,数控系统的精度和控制也产生了较好的转变。但是因为数控系统是高科技产品,也存在了操作者和客户不能很好掌握和了解其控制的原理和功能,本文则对现在市场中最为流行的FANUC系统中的各类PMC信号进行了介绍,希望通过本文的述说对广大的数控系统使用者来说,起到一定的帮助和促进作用。
参考文献:
[1]Beijing FANUC 0i-MODEL F.
[2]数控机床电气系统的装调与维修(FANUC-0i系统).
[3]Beijing FANUC B-64605CM_01_维修说明书.
[4]Beijing FANUC B-64603EN-1_01 _功能说明书.
[5]Beijing FANUC B-65395CM_01_IO link維修说明书.
猜你喜欢
广东教学报·教育综合(2022年69期)2022-06-23
大陆桥视野·下(2017年11期)2017-10-31
科技创新与应用(2017年14期)2017-05-19
中国教育技术装备(2016年21期)2017-03-07
东方教育(2016年6期)2017-01-16
中国新技术新产品(2016年23期)2016-12-26
科学与财富(2016年28期)2016-10-14
科技视界(2016年24期)2016-10-11
考试周刊(2016年51期)2016-07-11
现代职业教育·高职高专(2016年7期)2016-07-09