
电阻点焊熔核检测标准对比及分析
2020-09-10 22:23王大臣刘晓琴逯连文王亭
电焊机 2020年6期
关键词:轨道车辆
王大臣 刘晓琴 逯连文 王亭

摘要:以不锈钢轨道车辆电阻点焊熔核检测为例,分析了轨道车辆制造行业电阻点焊常用的JIS E 4048、EN15085、以及某项目指定使用的美国航空航天用电阻焊接规范AWS D17.2/D17.2M:2013对电阻点焊熔核尺寸的相关要求,并通过实例对比分析焊接缺陷及熔核厚度。结果表明,美国AWS标准明显较其他标准要求更加严格。
关键词:轨道车辆;电阻点焊;熔核检测;点焊标准
0 前言
伴随着国内轨道车辆的国际化进程,不锈钢轨道车辆成功进入香港、巴西、美国等国际市场,且不锈钢车辆占出口城市轨道车辆的70%以上,虽然传统不锈钢轨道车辆的部分点焊结构被激光焊替代,但是現阶段电阻点焊仍是不锈钢轨道车辆制造最主要的焊接工艺。由于电阻点焊的熔核在密闭空间内形成,焊接质量无法通过常规焊接检测方法实现,因此一般通过点焊工艺参数验证和开工前的设备状态验证来间接进行电阻点焊的质量控制[1-3]。
目前国内轨道车辆的电阻点焊质量标准主要来源于两个方面,一是开发出整体承重轻量化不锈钢车体的日本,国内20世纪90年代从日本引进不锈钢车辆的同时采用了电阻点焊质量标准,以JIS E 4048为主要代表;二是提出并倡导成为国际通用的轨道车辆和车辆部件的焊接认证体系的欧洲焊接质量标准体系,即目前轨道交通行业的EN15085标准体系。EN15085质量标准体系对焊接企业资质、人员管理和质量管理等方面的要求比较详细。然而,在以客户为主的市场下需以合同中要求的执行标准为依据,如美国某不锈钢地铁项目指定AWS D17.2/D17.2M:2013为电阻点焊标准,因此文中将以不锈钢点焊执行AWS标准过程中与EN15085和JIS4048的电阻点焊标准进行分析比较。
1 标准体系介绍
日本铁路车辆客车车体点焊焊接结构设计标准是2008年修订的JIS E 4048-2008,该标准规定了点焊的焊点距离、焊点边距等设计准则以及拉伸强度和点焊熔核尺寸要求,而在JIS Z3139中仅给出了点焊熔核熔透率的定义和表面裂纹及内部缩孔尺寸的建议,未给出明确的质量标准[4-5]。
欧洲铁路点焊标准体系主要来源于德国铁路联盟的DIN6700标准,并于2007年升级为欧盟统一标准EN15085,是目前轨道客车行业应用最微广泛的标准,全球大部分轨道客车制造企业和地铁公司采购车辆均以此标准为依据。EN15085-3对点焊拉伸强度、允许的焊接缺陷进行了规定[6]。
美国没有关于轨道车辆行业的点焊标准,某项目合同要求不锈钢车辆制造过程中执行AWS D17.2/D17.2M:2013标准,该标准是美国航天应用的电阻点焊执行标准,详细规定了点焊拉伸强度、点焊熔核尺寸,以及缺陷允许的范围及位置等详细细节[7]。
为研究美国AWS D17.2/D17.2M标准与日本和欧洲铁路车辆标准中关于断面检测方面的具体要求和差异,文中通过在标准执行过程中的一些例子进行详细分析。
2 断面检测及标准分析
对于电阻点焊的断面检测,JIS E 4048、EN15085、AWS D17.2/D17.2M三个标准体系的检测内容不尽相同,内容上主要分为熔核尺寸检测、熔核熔透率检测、熔核缺陷检测,为统一检测标准,分别对三个标准体系下的焊缝等级进行对应:JIS E4048的B级、EN15085的CP C2和AWS D17.2/D17.2M的B级。
熔核断面检测的点焊实验材料是2 mm+2 mm轨道车辆用SUS301L-DHT不锈钢,焊接设备采用日本NASTOA逆变恒流控制点焊机,点焊电极采用R100铬锆铜弧面电极。点焊试件焊接完成后使用线切割沿焊点直径切割后制备金相试件,并使用莱卡M125体视显微镜测量熔核尺寸。
2.1 熔核尺寸检测
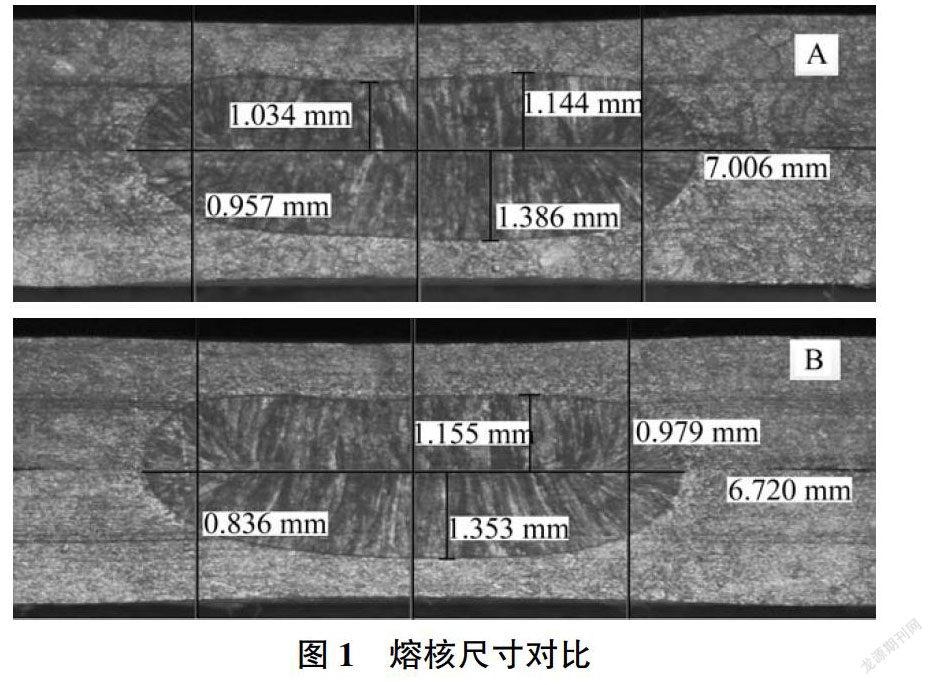
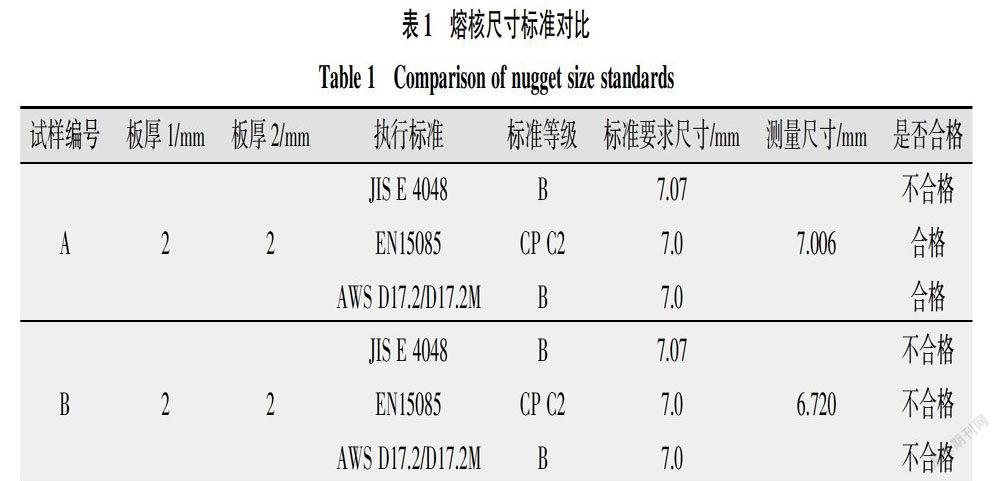
熔核尺寸是衡量点焊试件是否合格的最重要指标,EN15085-3的表F.4、AWS D17.2/D17.2M标准中表格1给出各板厚组合的点焊熔核最小尺寸,JIS E 4048中要求点焊熔核直径执行,熔合尺寸对比如图1所示。
熔核尺寸标准对比如表1所示,可以看出,JIS E 4048标准对熔核尺寸的要求最为严格,EN15085和AWS D17.2/D17.2M标准对熔核尺寸的要求相同。
2.2 熔核熔透率检测
点焊熔核熔透率是指熔核厚度占实验材料板厚的百分比。在相同点焊熔核尺寸下,当熔核熔透率过小时点焊拉伸强度降低,当点焊熔核熔透率过大时点焊拉伸强度也降低,同时点焊的疲劳强度降低,因此熔核熔透率也是点焊质量的一个重要指标[8]。
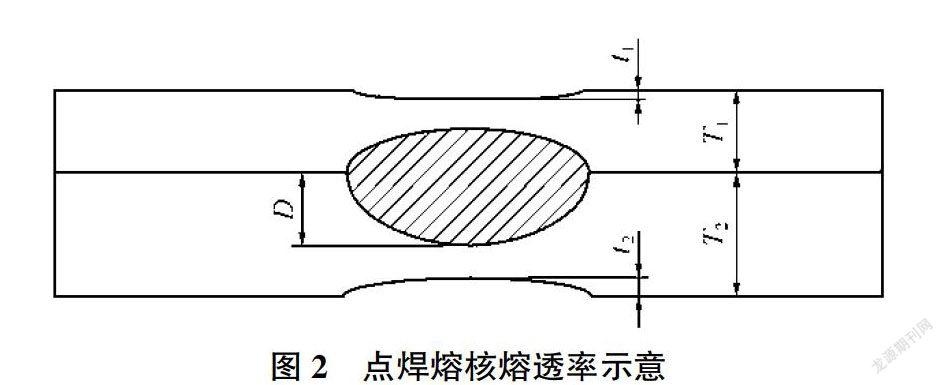
在日本轨道车辆标准JIS E 4048中对点焊熔核熔透率未做明确说明,但在其引用的JIS Z 4140中规定熔核最大熔透率应大于20%;欧洲标准EN15085-3的表F.2中规定CP C2级点焊熔核最大熔透率为30%~90%;美国AWS D17.2/D17.2M标准4.7条中规定B级点焊的熔核直径80%范围内为20%~90%,但与日本和欧洲标准要求不同的是,AWS D17.2/D17.2M标准采用实验板材点焊后除去凹坑的板材厚度,熔核下层熔透率=D/(T2-t2),如图2所示。
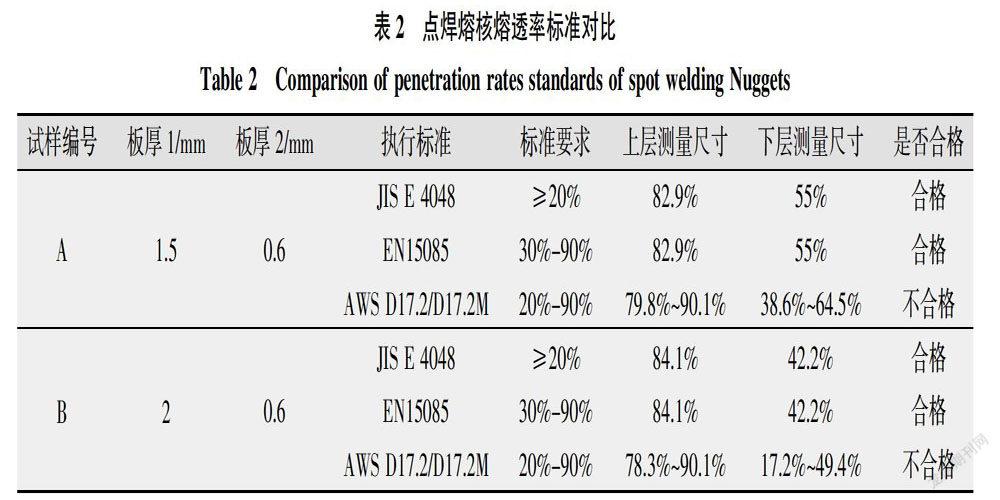
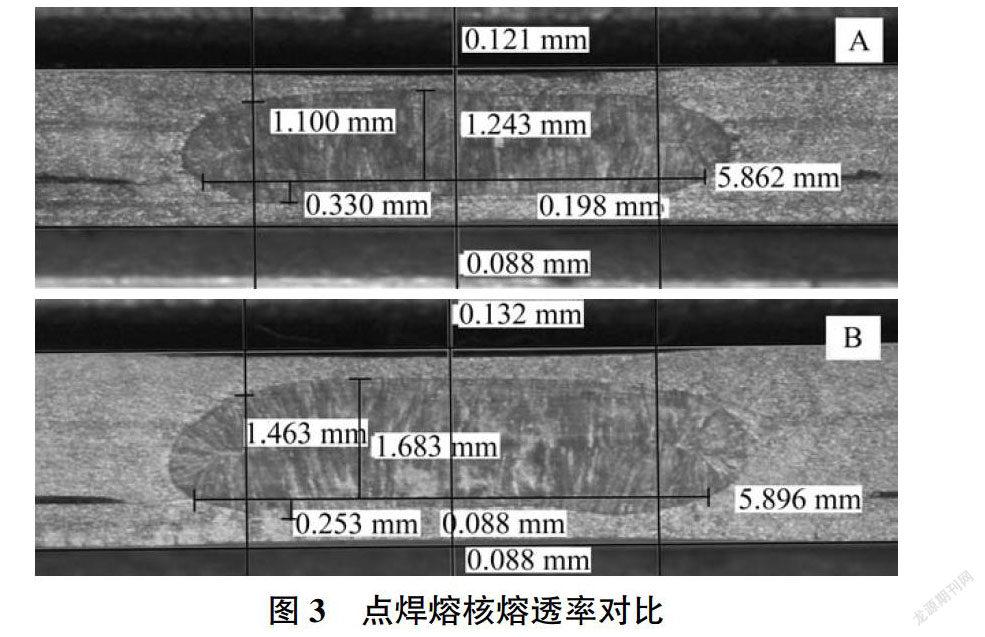
点焊熔核熔透率对比如图3所示,对应标准对比如表2所示。可以看出,JIS E 4048和EN15085标准在只要求最大熔透比的情况下极易得到合格的点焊熔核,而AWS D17.2/D17.2M标准有两方面要求比较严格,一是在计算熔透率时需考虑点焊凹坑的尺寸,如试样A中按照JIS E 4048和EN15085标准计算熔透率为1.243/1.5×100%=82.9%,熔核合格,按照AWS D17.2/D17.2M标准计算时熔透率为1.243/(1.5-0.121)×100%=90.1%,熔核不合格;另外一个方面是JIS E 4048和EN15085标准只要求了熔核最大熔透率,而AWS D17.2/D17.2M标准要求了在80%熔核直径范围内的最大和最小熔透率,如试样B中下层熔核的熔透率最小为17.2%,最大为49.4%,按照JIS E 4048和EN15085标准熔核合格,但按照AWS D17.2/D17.2M标准熔核不合格。由此可以看出,在熔透率方面AWS D17.2/D17.2M标准要求要比另外两种标准严格。
2.3 熔核缺陷检测
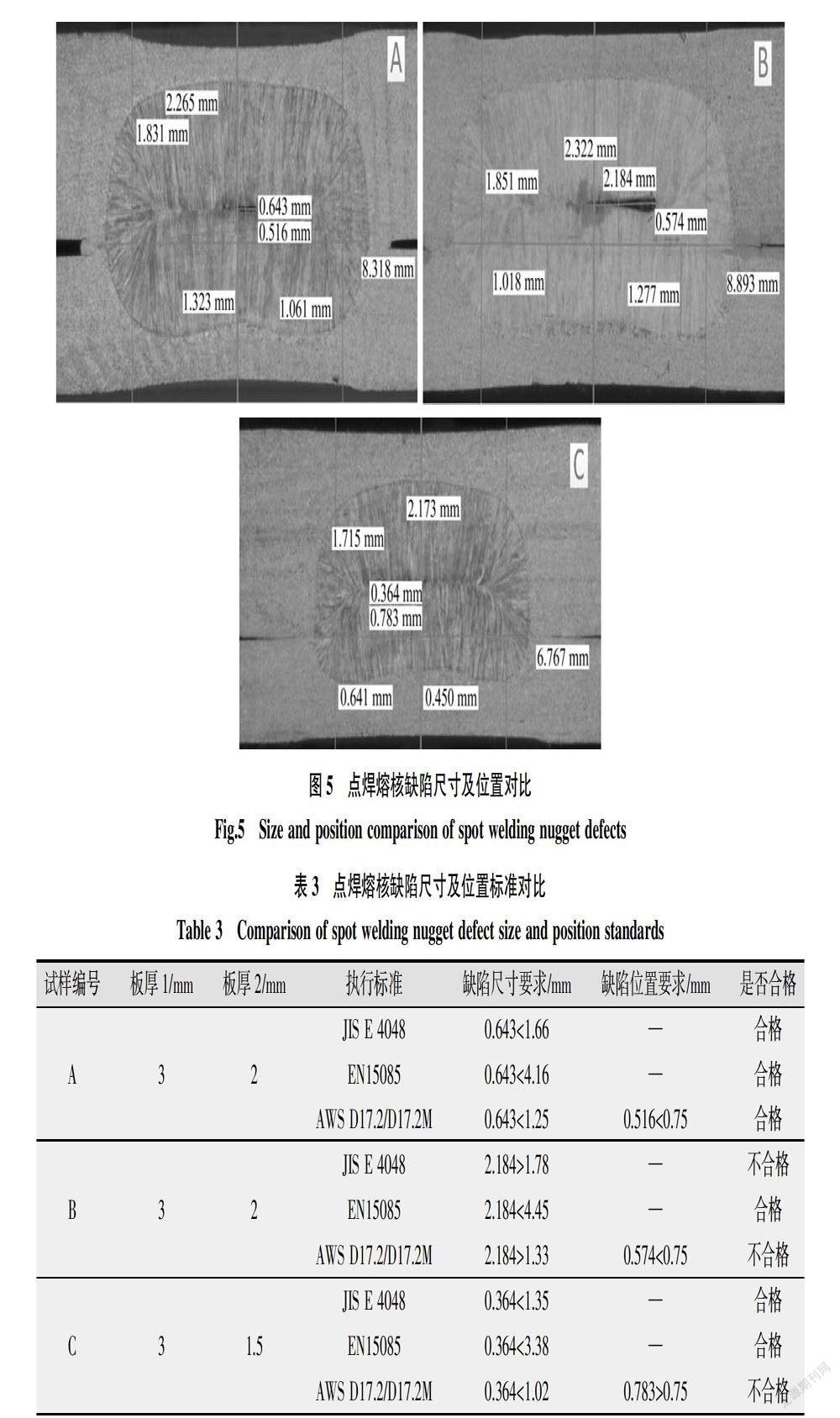
电阻点焊过程中易出现未熔合、飞溅、缩孔及裂纹等缺陷,不锈钢点焊试件的缺陷以缩孔和未熔合为主,在本文提到的三个标准体系中都不允许未熔合缺陷存在,对于缩孔缺陷的要求则差别很大:JIS E 4048标准中未体现熔核缺陷的要求,在其引用标准JIS Z 3139中提出不超過熔核尺寸的20%的建议值;EN15085中提出缩孔和夹杂尺寸不能超过点焊熔核尺寸的50%;AWS D17.2/D17.2M标准中提出内部缺陷不允许超过熔核直径的15%,并且规定了熔核缺陷允许存在的区域,超出此区域的视为不合格,具体如图4所示。
点焊熔核缺陷尺寸及位置对比如图5所示,相应标准对比如表3所示。由图5、表3可知,从缺陷尺寸标准要求看AWS D17.2/D17.2M标准要求最高,EN15085标准要求最低;JIS E 4048和EN15085标准对缺陷位置没有要求,AWS D17.2/D17.2M标准要求比较严格,如试样C虽然缺陷尺寸较小但由于超出缺陷允许位置所以不合格,由于点焊缺陷多出现在熔核厚度的中心线上,板厚较大的点焊试件的缺陷多数在标准允许范围外,为不合格试件。
3 结论
(1)JIS E 4048和EN15085标准同为轨道车辆点焊标准,在熔核尺寸方面JIS E 4048要求稍高,在熔透率方面EN15085标准要求稍高,熔核缺陷尺寸方面JIS E 4048标准更为严格。
(2)AWS D17.2/D17.2M作为航空点焊标准,方面要求均高于JIS E 4048和EN15085标准,尤其在点焊熔核缺陷尺寸及允许出现的位置方面要求最为严格,板厚较大的点焊试件只要出现缺陷基本为不合格试件。
参考文献:
[1] 赵熹华,冯吉才. 压焊方法及设备[M]. 北京:机械工业出版社,2005.
[2] 郭猛,张勇,王亭,等. 外加磁场对轨道车辆不锈钢点焊组织性能的影响[J]. 焊接,2019(8):61-64.
[3] 刘庆祝,王洪潇,赵国新. 激光搭接焊工艺与电阻点焊工艺在轨道车辆不锈钢车体中的对比分析[J]. 电焊机,2018,48(10):44-47.
[4] JIS E 4048-2008,铁路车辆—客车的车体结构—点焊接头的设计方法[S]. 2008.
[5] JIS Z 3139-1978,点焊接头端面试验方法[S]. 1978.
[6] EN 15085-3-2007(C),铁路的应用-铁路车辆及其部件的焊接[S]. 2007.
[7] AWS D17.2/D17.2M:2013,航空航天用电阻焊接规范[S].
[8] Qiuyue Fan,Guocheng Xu,Ting Wang. The influence ofelectrode tip radius on dynamic resistance in spot welding[J]. The International Journal of Advanced ManufacturingTechnology,2018(95):3899-3904.
猜你喜欢
科技创新导报(2017年10期)2017-06-19
中国高新技术企业(2016年36期)2017-05-27
科技创新与应用(2017年13期)2017-05-24
科技资讯(2017年6期)2017-04-26
科技资讯(2016年36期)2017-04-21
山东工业技术(2017年7期)2017-04-10
中国科技纵横(2017年3期)2017-03-29
山东工业技术(2017年6期)2017-03-28
企业文化·中旬刊(2016年5期)2016-05-16
科技传播(2016年7期)2016-04-28
