
核岛钢衬里埋弧焊接头组织和性能研究
2020-09-10 22:23黄清辉项杰波
电焊机 2020年6期
黄清辉 项杰波


摘要:通过对P265GH钢衬里板进行较低热输入埋弧焊(SAW)双面焊模拟预制拼接试验,重点研究了接头的化学成分、显微组织和力学性能。试验结果表明,钢衬里板较低热输入SAW双面焊工艺稳定,焊接接头性能满足规范要求,论证了钢衬里板较低热输入SAW双面焊接工艺的可行性。针对钢衬里工程预制拼接施工经验,总结了钢衬里板SAW焊接施工注意事项,为后续钢衬里拼装施工质量控制提供借鉴。
关键词:核电站;P265GH钢衬里板;埋弧双面焊;显微组织;力学性能
0 前言
核岛钢衬里[1-2]是核电站第三道安全屏障的重要组成部分,主要由P265GH钢衬里板、背部L型钢及锚栓等组成。钢衬里板预制拼装通常采用传统焊条电弧焊(SMAW)双面焊工艺,具有焊接施工效率低、打底焊缝质量差、焊缝成形较差等缺点[3],直接影响钢衬里板预制拼接质量。此外,传统SMAW双面焊接工艺需进行焊缝背面清根及检验,增加了钢衬里板预制拼装施工的繁琐程度,影响了钢衬里预制拼装施工进度。
埋弧焊(SAW)是一种电弧在焊剂层下燃烧进行焊接的方法,具有焊接质量稳定、焊接生产效率高、劳动条件好等优点。SAW焊接工艺普遍应用于核电站碳钢及不锈钢压力容器的制造[4-5]。近年来,逐步开展了SAW焊接工艺在核岛安全壳施工中的应用研究,如CAP1400钢制安全壳厚板SAW横焊工艺[6]和CPR1000安全壳钢衬里陶瓷衬垫SAW自动焊工艺[7]。钢衬里SAW焊接工艺逐渐成为了当前安全壳施工研究热点之一。
传统SAW焊接热输入大、大范围返修难度大,且核岛钢衬里拼装焊缝质量要求高(RCC-M 01级)。为了有效降低焊接热输入并保证焊接成形及稳定性,文中通过对P265GH钢衬里板进行了较低热输入SAW双面焊模拟拼接試验,重点研究焊接接头的连续性、化学成分、显微组织和力学性能,有效论证了钢衬里板SAW焊接工艺的稳定性及接头性能,并总结了钢衬里板SAW焊接施工注意事项。
1 试验材料与方法
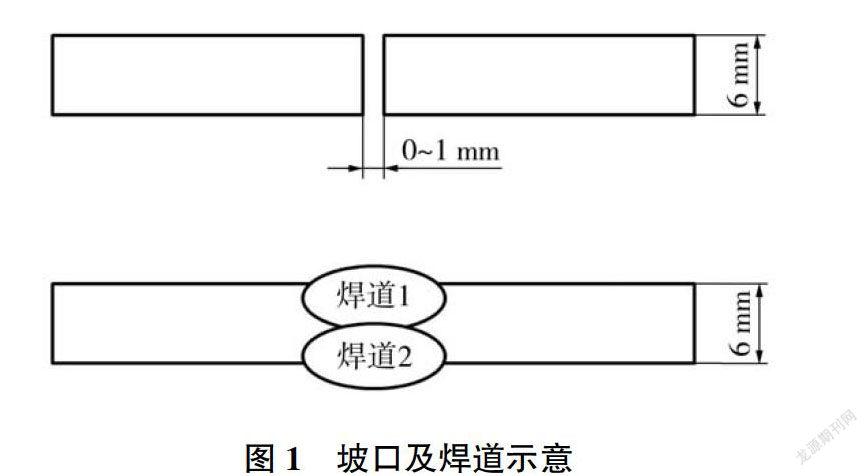
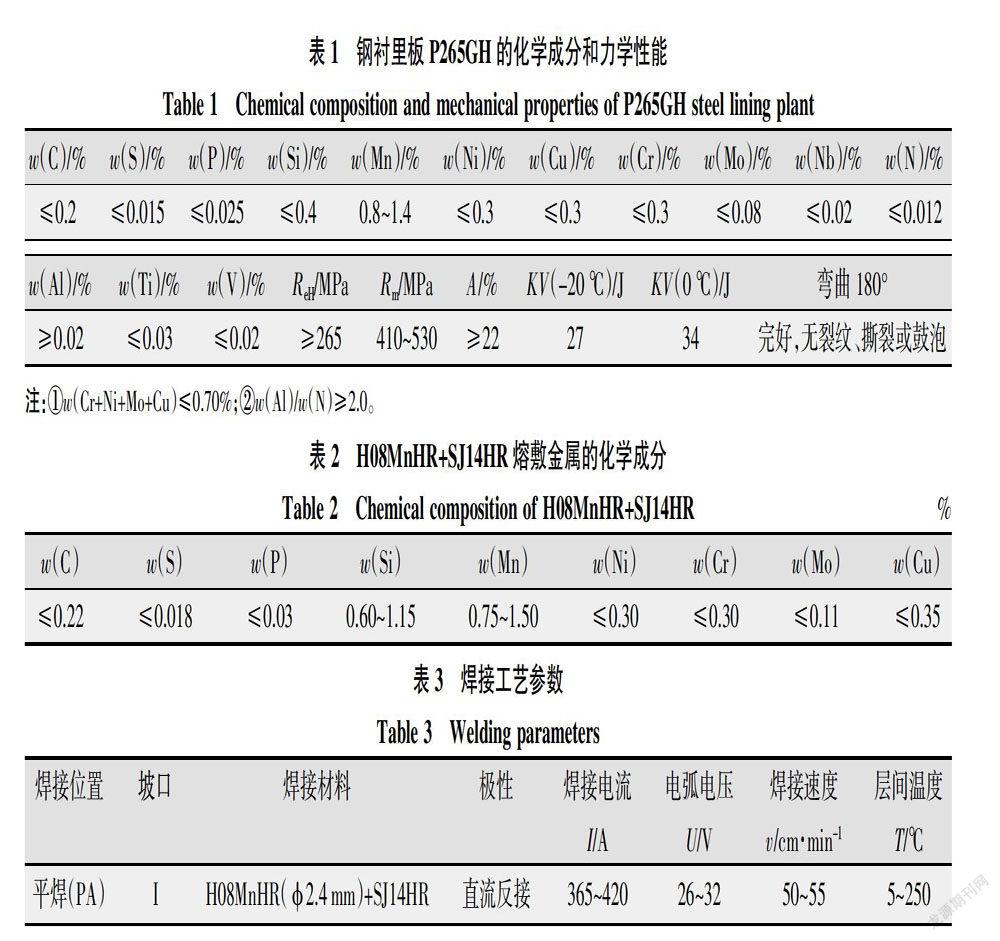
为确保一致性,试验材料选用P265GH板,尺寸6 mm×150 mm×800 mm,化学成分和力学性能如表1所示。埋弧焊焊丝型号H08MnHR(规格φ2.4 mm),焊剂型号SJ14HR,熔敷金属化学成分如表2所示。焊接设备为LINCOLN ELECTRIC。结合焊材卡片推荐和相关工艺试验,焊接试验参数如表3所示。为了有效降低焊接热输入及保证焊缝成形,采用SAW双面焊工艺[8],I型坡口,焊接位置均为平焊(PA)位置,坡口及焊道示意如图1所示。SAW双面焊接工艺流程为:坡口加工→打磨氧化膜→固定、组对→正面焊接→翻身、固定→背面焊接→焊后修磨。
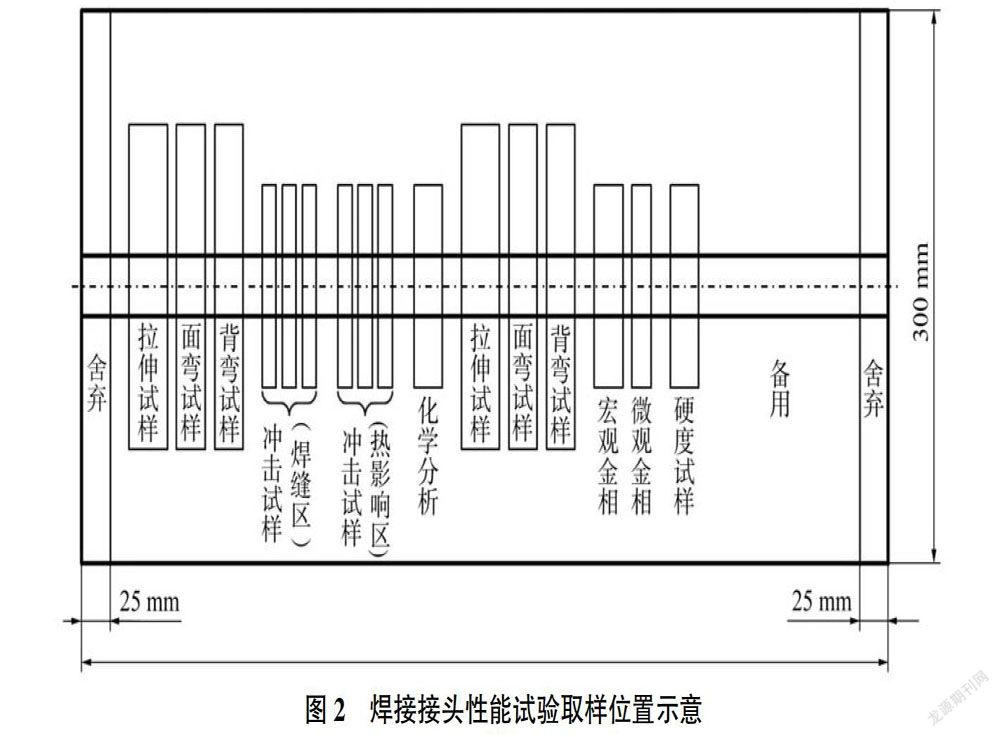
焊接模拟试验完成后,依据RCC-G 86[9]、RCC-M 2007[10]和设计规范开展了目视检验(VT)、泄漏检验(LT)、液体渗透检验(PT)、射线检验(RT)。根据标准ISO 15614-1(2004)[11]和RCC-M 2007[10]制备了化学成分、宏观/微观金相、拉伸、弯曲、冲击和硬度试样,接头性能试验取样位置示意如图2所示。
2 试验结果与分析
2.1 接头宏观形貌
P265GH模拟试板组对确认后,采用表3所示的焊接工艺参数进行埋弧焊模拟试验。SAW焊缝接头正面表观形貌和横截面宏观形貌分别如图3、图4所示。由图3、图4可知,焊缝接头成形良好,表面纹路均匀美观,试样表面及截面内部未发现未焊透、未熔合、裂纹、气孔、夹渣等低倍焊接缺陷,接头熔合过渡区及焊道之间熔合良好。
2.2 接头无损检验
接头进行100%VT检验、100%LT检验、100% PT检验、100%RT检验,均未发现可记录显示,结果合格(符合RCC-M 2007一级焊缝验收标准[10])。
2.3 接头成分分析
依据GB/T 223相关要求,对SAW接头非稀释区熔敷金属进行化学成分分析,如表4所示。经对比测定值与规定值可知,SAW接头非稀释区熔敷金属化学成分测定值均在规定值范围内,满足要求。
2.4 接头金相组织
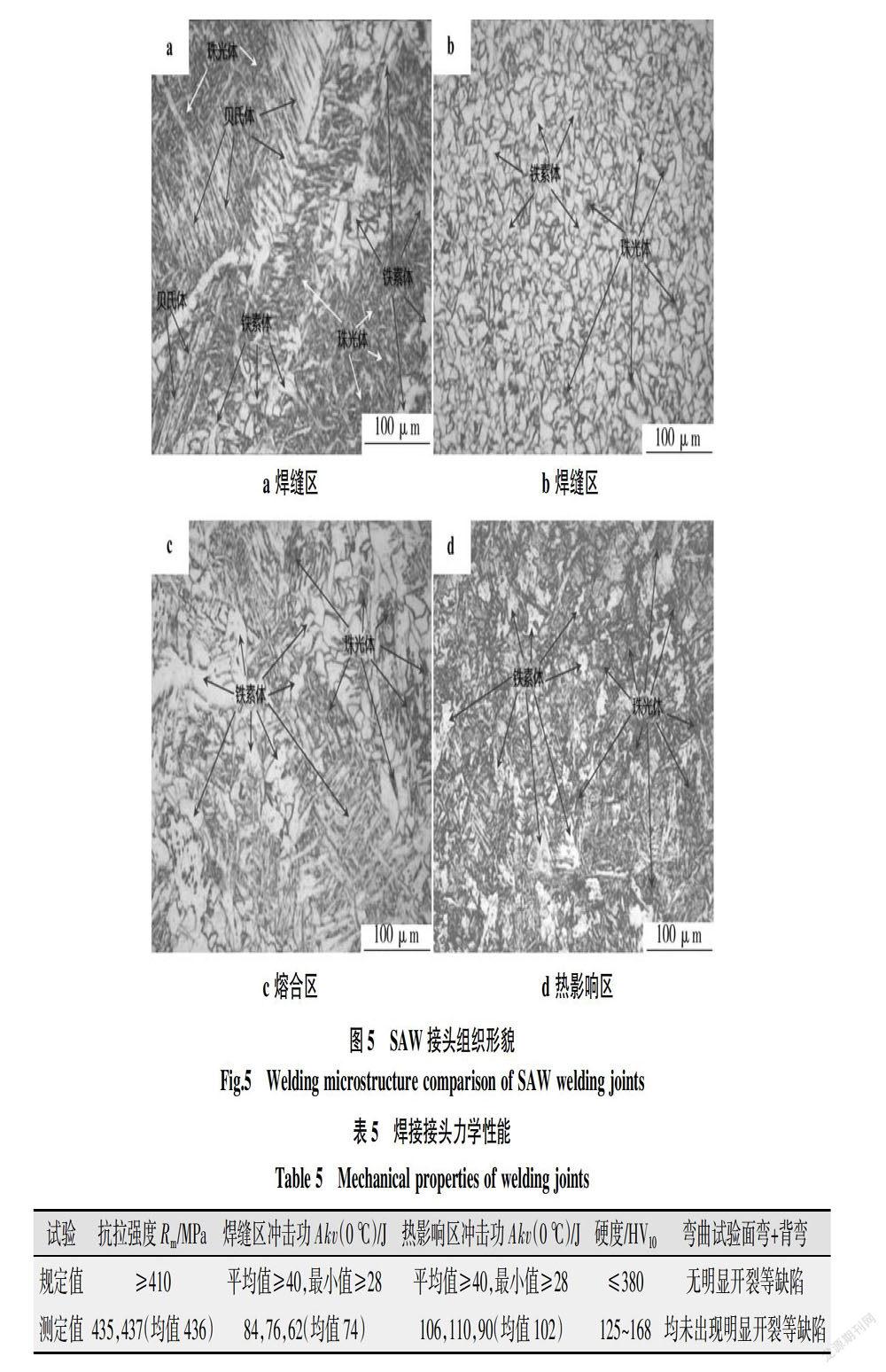
根据GB/T 226[12]和GB/T 13298[13]相关规定,对SAW接头PA试件实施微观金相组织分析。SAW接头微观金相组织形貌如图5所示。
由图5可知,SAW接头焊缝区组织为铁素体+珠光体+贝氏体,未发现显微裂纹及异常组织。SAW焊缝区晶粒尺寸约为20 μm,与SMAW接头焊缝区组织晶粒尺寸相当[14]。熔合区和热影响区组织均为铁素体+珠光体,且均未发现显微裂纹及异常组织。SAW接头热影响区部分晶粒尺寸略有长大(约为30 μm),与SMAW接头热影响区晶粒尺寸[14]相当,且轧制流线型组织仍有一定保留。
2.5 接头力学性能
焊接接头的力学性能是接头性能的重要评价指标[15]。依据RCC-M 2007[10],分析SAW接头的拉伸、冲击、弯曲和硬度等力学性能,如表5所示。
与SMAW接头[14]抗拉强度(Rm)对比,SAW接头Rm均值为436 MPa,断口均在母材区域,与SMAW接头相当,满足规定要求(≥410 MPa)。
针对SAW接头热影响区试样,分别进行180°面弯及背弯(各2组试样)试验,试件均未出现明显开裂等缺陷,满足相关要求。
对SAW接头焊缝区及热影响区试样分别进行冲击试验(各3组试样)。SAW接头焊缝区冲击功均值为74 J(最低值62 J),满足规定值要求。SAW接头热影响区冲击功均值为102 J(最低值90 J),满足规定值要求。
通过硬度试验可知,SAW接头焊缝区、熔合区及热影响区硬度值在125~168 HV10范围内,略低于SMAW接头硬度[14],满足规定值≤380 HV10的要求。
综上可知,SAW接头力学性能与SMAW接头力学性能相当,满足RCC-M 2007及相关规范要求。
3 注意事项
基于钢衬里工程预制拼接施工经验,针对核岛钢衬里预制拼装SAW焊接施工过程的质量管控和注意事项汇总如下:
(1)SAW焊丝偏移对焊缝质量有较大影响[16-17],若焊接过程中存在焊丝偏移问题,易出现大面积未焊透、未熔合等缺陷。为了有效避免焊丝偏移问题,施焊前应进行焊接机头空走调整,施焊过程中应及时检查纠偏。
(2)某核电站钢衬里SAW焊接过程中曾大面积出现气孔或链孔等焊接缺陷,导致钢衬里拼接缝的割缝与重焊。经排查分析,焊接过程中电弧电流/电压波动是导致焊缝气孔或链孔缺陷大量出现的主要原因。通过调整焊接用电时段和焊接行走轨道的平整度,全面确保了焊接电流/电压的稳定性,有效控制了大面积气孔或链孔焊接缺陷。此外,也应关注焊接气孔类缺陷产生的其他原因,如焊接电流过小、焊接速度过快、焊剂吸潮、焊剂覆盖不足、待焊表面清洁度不满足、车间湿度超标等。
(3)SAW自动焊接工艺参数控制对于焊缝成形质量具有较大影响[18]。施焊时应严格按照经评定的工艺参数执行,确保焊缝成形质量。
(4)针对SAW自动焊缺陷及返修难度情况,应及时开展焊缝无损检验及焊接质量趋势分析,以进行施工过程中的风险识别和及时纠偏。
4 结论
针对核岛钢衬里P265GH钢板SAW双面焊模拟试验,经外观检验、无损检验、化学成分、金相组织和力学性能分析可知,SAW接头性能满足RCC-M 2007及相关规范要求。核岛钢衬里预制拼接SAW双面焊工艺稳定,焊缝接头质量可控,可有效解决钢衬里预制拼接施工质量和进度难题。
基于核岛钢衬里板SAW焊接施工常见缺陷,结合工程经验总结了核岛钢衬里SAW焊接相关施工过程质量管控措施和注意事项,如焊接前空走、稳定弧压、过程纠偏、及时开展无损检验及质量趋势分析等管控措施,为后续钢衬里焊接施工质量控制提供了借鉴。
参考文献:
[1] 陈济东. 大亚湾核电厂系统及运行[M]. 北京:北京原子能出版社,1994.
[2] 朱继洲. 大亚湾核电厂系统及运行[M]. 深圳:广东大亚湾核电厂培训中心,1996.
[3] 杨兵兵. 低碳钢薄板送丝手工焊条电弧焊工艺研究[J].热加工工艺,2007,36(3):39-40.
[4] 刘全印. 核电站稳压器设备16MND5钢窄间隙焊接技术[J]. 焊接,2011(1):42-45.
[5] 陳磊,陈龙鹤,郭伟杰. 核电站控氮不锈钢Z2CN19-10焊接技术[J]. 电站辅机,2011(3):40-43.
[6] 唐识,张俊宝,朱跃德,等. 核电站钢制安全壳SA-738Gr.B的焊接工艺[J]. 电焊机,2016,46(7):72-78.
[7] 曹荣华,程小华,金杰. 一种核电站钢衬里壁板带陶质衬垫埋弧自动焊接方法[P]. CN108176910A.
[8] 孟祥定. 电站锅炉主焊缝的双面埋弧自动焊工艺[J]. 焊接,1990(4):14-15,24.
[9] French Society for Design,Adaptation for The Model M310 (1000 MWe-PWR) of The RCC-G[S]. FRANCE:AFCEN,1986.
[10] French Society for Design,Construction and In-service In-spection Rules for Nuclear Island Components. Design andConstruction Rules for Mechanical Components of PWRNuclear Islands (RCC-M)[S]. FRANCE:AFCEN,2007.
[11] ISO 15614-1 Specification and Qualification of WeldingProcedures for Metallic Materials-Welding Procedure Test(Part 1:Arc and Gas Welding of Steels and Arc Welding ofNickel and Nickel Alloys)[S]. Switzerland:ISO,2004 (E).
[12] 中国国家标准化管理委员会. 钢的低倍组织及缺陷酸蚀检验法(GB/T 226)[S]. 北京:中国标准出版社,2015.
[13] 中国国家标准化管理委员会. 金属显微组织检验方法(GB/T 13298)[S]. 北京:中国标准出版社,2015.
[14] 黄清辉. 氩电联焊应用于核岛钢衬里穹顶拼装的可行性研究[J]. 焊接技术,2019,48(5):54-58.
[15] 黄清辉,郑屹,陈浩,等. 氩弧焊应用于核岛钢衬里拼装的可行性研究[J]. 电焊机,2019,49(4):222-228.
[16] 于大真. 埋弧焊丝偏移对焊缝质量的影响[J]. 焊接技术,1992(1):25-29.
[17] 只丽光,郭蕾. 埋弧焊丝偏移对焊缝质量的影响[J]. 锅炉制造,2002(3):48-49.
[18] 周桂芬. 埋弧自动焊工艺参数对焊缝成形质量的影响[J].热加工工艺,2006,35(11):32-33.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
飞碟探索(2022年2期)2022-05-31
交通科技与管理(2022年8期)2022-05-07
小哥白尼·趣味科学画报(2019年12期)2019-02-28
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
