发动机活塞连杆组润滑优化的研究
2020-09-10 07:22何道明
内燃机与配件 2020年2期
何道明





摘要:通过对发动机NVH进行测试,确定发动机异响源为活塞连杆组件,异响问题的直接原因为连杆衬套异常磨损。结合连杆衬套的失效机理,对可能导致的连杆衬套异常磨損的原因进行分析排查,找出导致异常磨损的根本原因,制定相应的改善对策。通过对活塞、连杆、活塞销的受力情况、尺寸配合情况以及润滑效果进行分析,优化尺寸配合以及改善润滑条件。在发动机台机试验以及整车路试进行验证,验证结果显示对发动机冷启动异响有明显的改善效果,从而解决发动机冷启动异响的问题。
关键词:NVH;发动机异响;活塞;连杆;活塞销;润滑
0 引言
随着国民生活水平的不断提高,汽车消费者对整车的品质需求也在不断提升。除了价格、外观、动力性和使用经济性等几个传统核心因素外,整车舒适度也已成为购车的一个重要评价指标之一。根据最新市场统计情况,客户对汽车的抱怨中,NVH(噪声、震动、声震粗糙度)问题点占比日益增加,目前占比约30%,所反馈的问题主要有:发动机冷启动异响、急加速异响、怠速异响以及在特定转速时的异响等,所以对发动机异响问题的改善和优化就尤为重要[1]。
本文主要针对某型发动机冷启动异响问题进行深入研究,通过NVH测试、发动机拆解分析和润滑效果分析等确定异响源为活塞连杆组件。活塞连杆组件做为发动机中的核心运动件,其长期工作在高温和往复冲击的环境中,如果出现配合不当或者润滑不良的情况极易导致其成为各种异响的祸首零部件[2]。本文旨在通过对活塞连杆组件的润滑优化改善过程说明,建立起科学的设计初期质量保障方法、明确的设计优化改善方向和连杆润滑问题解决方法等。
1 问题概述
1.1 异响问题描述
在发动机的开发验证阶段发现该发动机在冷机怠速状态下,存在明显的“哒哒哒”响声,异响声音可持续10秒钟时间左右,随着发动机温度升高,怠速异响逐渐消失。
通过对发动机外围附件(如喷油器、节气门阀、增压器执行器)进行单体排查验证,排除其为异响源,进而将异响源锁定在发动机本体内部。根据笔者对发动机的质量开发经验,发动机本体类导致的异响的主要原因有:①发动机冷机时,气门完全关闭,气门杆末端与挺柱之间有一定的间隙,随着发动机属于热机状态时,间隙变小,发动机异响声变小或消失;②发动机冷机时,VVT系统由于泄油等情况,零件内部转子间未形成油压,在短时间内也出现异响问题;③活塞连杆组件在冷机状态,由于润滑不充分,零件之间存在配合间隙,会存在异响问题[3]。
1.2 异响源排查
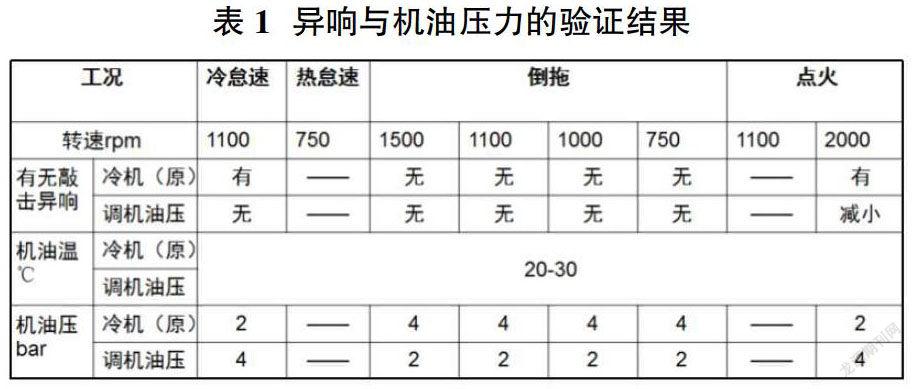
在发动机上进行验证异响与冷热机、机油压力、转速的关系,通过主观识别的方法,对异响源进行排查确认。试验结果显示异响在冷机怠速(1100转)、点火(2000转)都存在,而在相应的热机点火、倒拖转速都不存在,所以异响产生与(低速段)转速无关,但与冷热机状态以及机油压力有关,在冷机状态、或低油压状态均有异响。
根据以上的验证结果讨论制定验证NVH的验证方案如下:
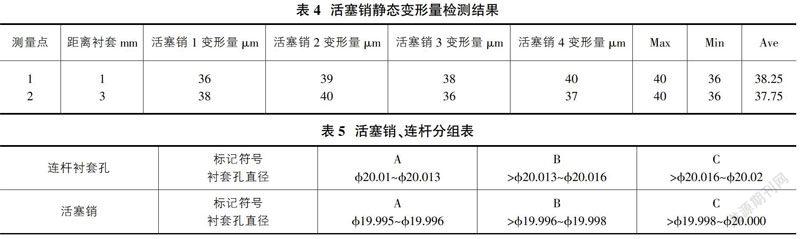
①1米声压级测试(5点法+后端测点):用于整体评价发动机噪声水平。1米声压级测试结果如图1所示,有“哒哒哒”异响,绿线数据在3000Hz-4800Hz频带内明显高于其他数据;
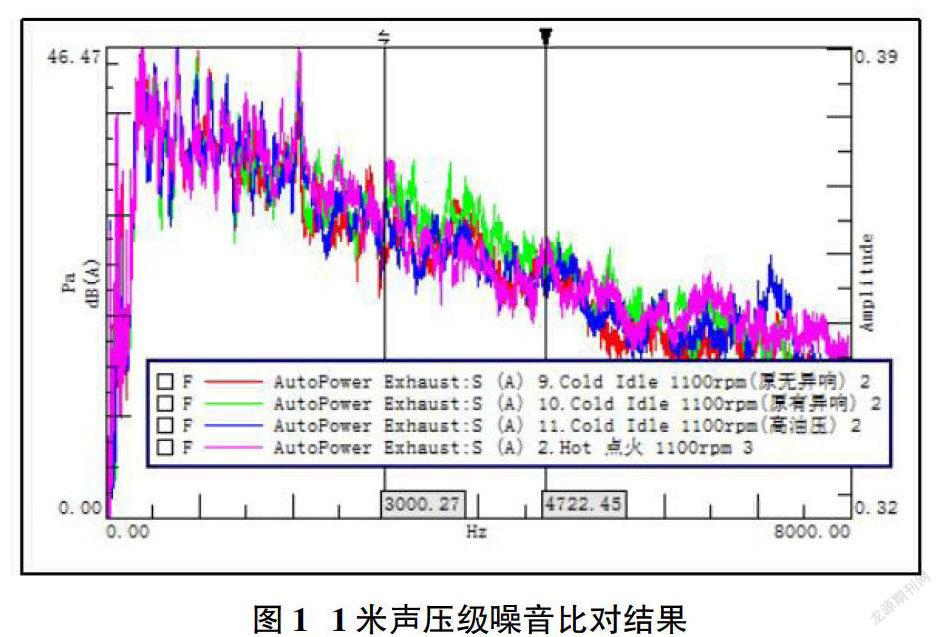
②近场噪声测试:用于测量发动机局部零部件的噪声大小以及特征,与1米声压级配合使用,能较好的识别噪声来源。近场噪声测试结果如图2所示,有“哒哒哒”异响,绿线数据在2000Hz-4800Hz频带内明显高于其他数据;
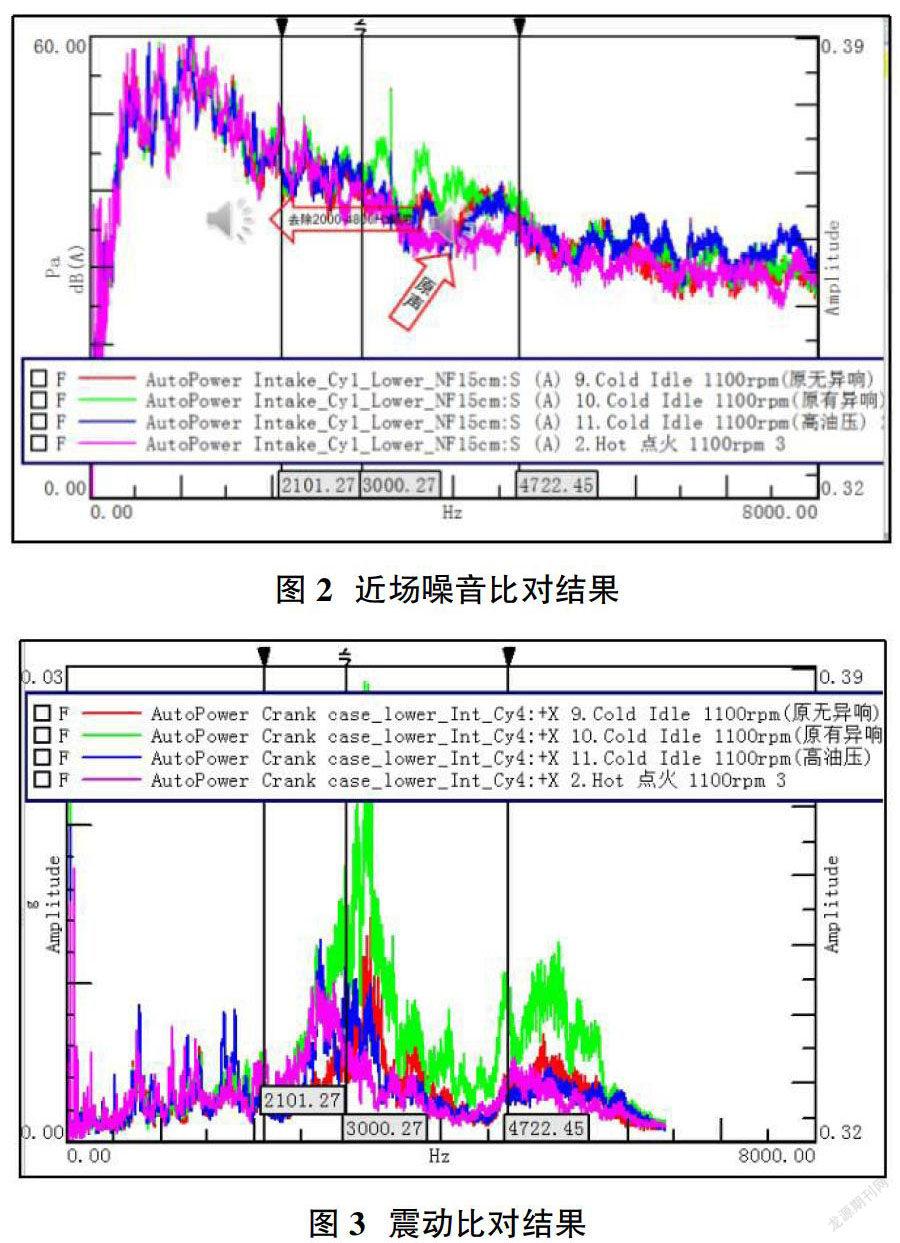
③震动测试:用于捕捉发出噪声的激励来源以及结构响应,与近场远场噪声频率比对配合使用。震动测试结果如图3所示,有“哒哒哒”异响绿线数据在2000Hz-4800Hz频带内也是明显高于其他数据。
通过以上的分析结果可得出判断结论:“哒哒哒”异响为2000Hz-4800Hz宽频的噪声,发动机异响与温度有关、与润滑有关、与缸内压力有关。
2 原因分析
2.1 拆解分析
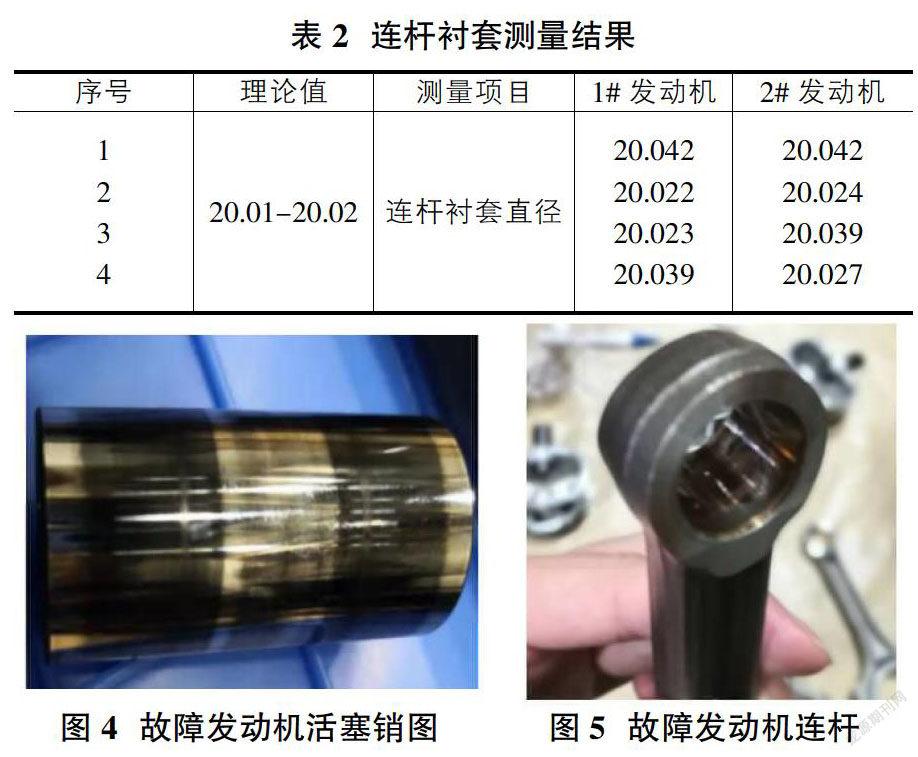
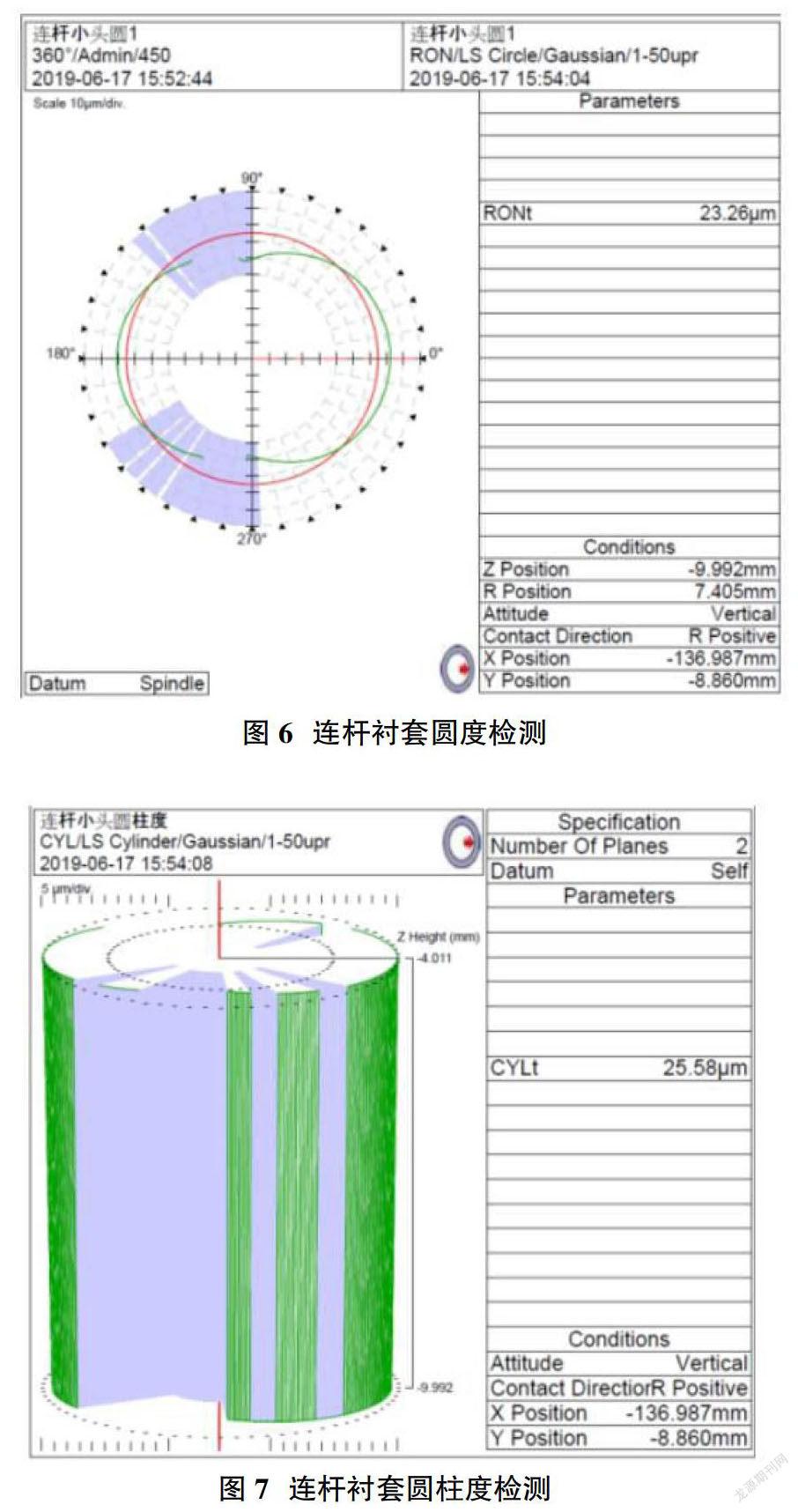
经过对发动机拆解分析,活塞销表层有磨痕(图4),检查连杆衬套发现有烧蚀的情况(图5)。在原机上控制变量更换活塞连杆组后,在发动机台架上进行故障再现的验证,结果显示发动机冷启动 “哒哒哒”响声消除。将原故障机的活塞、连杆、活塞销进行测量发现连杆衬套尺寸严重超差(表2),其中连杆衬套最大磨损量约为22μm。用圆度仪对连杆衬套进行检测,连杆衬套磨损的方向与受力方向一致,圆度、圆柱度已严重超差。用电子显微镜对连杆衬套进行腐蚀分析,发现磨损部位晶界滑移,晶界滑移与温度有直接的关系。从以上的检测的结果分析,连杆衬套出现异常的磨损是导致冷启动异响的主要原因。
2.2 连杆衬套失效机理分析
连杆衬套是连杆小头和活塞销的重要连接部件,在实际工作中承受着连杆组件惯性力和活塞传递的爆发压力的交替载荷作用,同时工作环境温度较高。当油膜润滑不充分时,连杆衬套极易出现磨损、烧蚀和冲蚀现象。连杆小头和衬套材料不同,受过盈压力和活塞销传递的交变载荷的影响,两者接触面上在承受相同的接触压力时会产生不同程度的变形,导致两接触体在接触面上相互错动,即为微动。随着活塞连杆组件长时间周期性往复运动,微动磨损增加,衬套过盈量逐渐减小。进而使衬套出现裂纹或者产生过度磨损。
2.3 连杆衬套失效原因确定
结合连杆衬套失效的机理,对导致连杆、活塞销异常磨损的原因进行初步分析如下:①连杆衬套或活塞销加工尺寸超差,配合间隙过大,无法形成油膜,导致连杆衬套异常磨损;②连杆衬套材质不良,导致连杆衬套异常磨损;③活塞销表面DLC涂层硬度过高,与连杆衬套存在硬度差,导致连杆衬套异常磨损;④活塞连杆组润滑不良,连杆衬套过热烧蚀,导致连杆衬套异常磨损。针对以上四个可能原因,进行主要原因的排查确认如下:
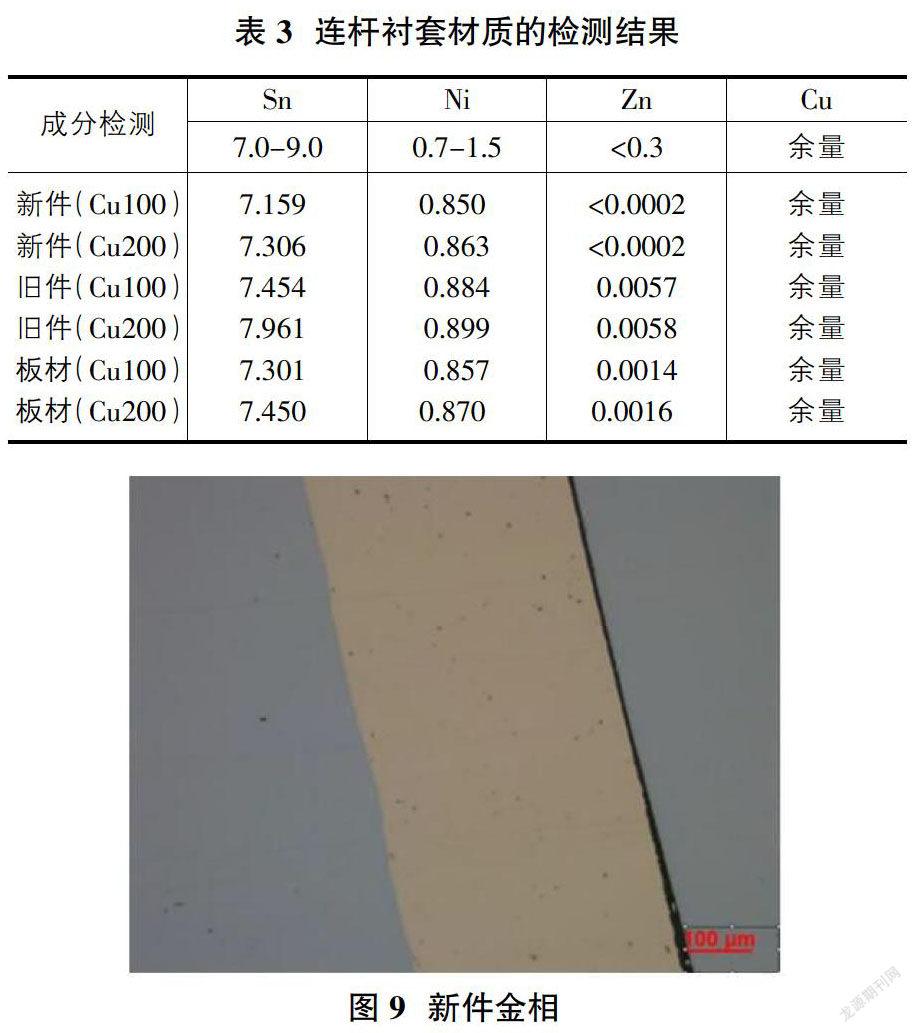
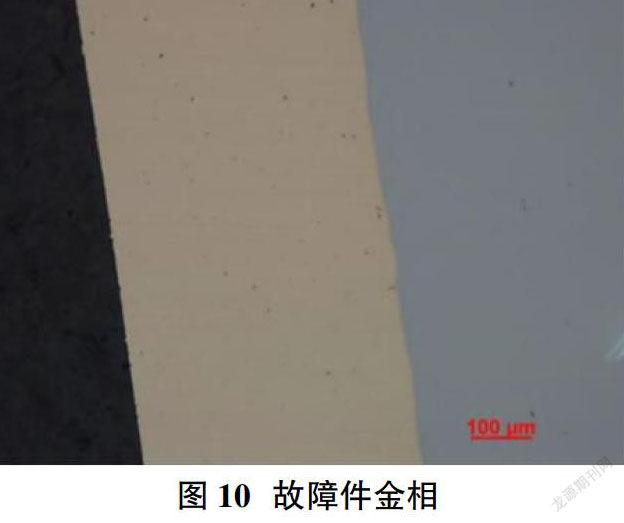
①通过对同一生产批次的连杆衬套和活塞销进行尺寸测量,分别检测100件和3000件,未发现尺寸不合的情况,可排除该潜在原因;但活塞销与连杆衬套之间设计配合间隙过大,经过文献研究和对标分析,活塞销与连杆间隙为(0.010-0.020)mm为最佳的配合间隙,而该发动机活塞销与连杆衬套配合间隙为(0.015-0.025)mm,配合间隙偏大,可能导致油膜无法形成,加快衬套的异常磨损;②对故障件以及正常件的材质进行分析,硬度检测结果为122HB(故障件)和118HB(正常件),均满足标准要求(80-130)HB;对故障件以及正常件的成分进行分析,检测结果均符合标准要求,无异常(表3);对故障件以及正常件的金相进行分析,空穴均为1级(图9、图10),符合标准要求;可排除材质不良的潜在原因;③对活塞销表面DLC涂层的硬度进行检测,DLC涂层硬度为1634HB,硬度等级为连杆衬套的10倍以上,在明显硬度差的作用下,有可能导致连杆衬套的异常磨损;④该发动机在活塞连杆组上采取飞溅润滑的润滑方式,在低转速有可能造成润滑不良的情况。
根据排查结果,最终分析的主要原因为:①活塞销表面DLC涂层与连杆衬套硬度差过大;②活塞连杆组润滑不良;③活塞销与连杆衬套配合间隙不合理。
3 优化方案
3.1 方案制定
针对上文排查出的三个主要因素,分别制定相应优化的措施:①优化活塞销涂层,用渗碳表面处理替代DLC涂层,在满足表面硬度要求前提下,减少活塞销与连杆衬套的硬度差,避免早期异常磨损;②优化活塞连杆组的润滑方式,在发动机内增加机油喷嘴进行强制润滑;同时在活塞连杆组装配时,采取预涂油的措施,确保在初始状态有良好的润滑作用;③优化活塞销与连杆衬套的配合间隙,对活塞销、连杆进行分组装配,以保证配合的最优间隙。
3.2 方案校核
3.2.1 优化活塞销涂层的方案校核
在取消DLC涂层后,采取渗碳处理,对活塞销表层硬度以及静态变形量进行校核确认。硬度的检测82.4HRA,转化为HB为615HB(标准要求≥79.6HRA),表层硬度与连杆衬套硬度差得以减小。同时对优化后的活塞销进行静态变形量的试验,测量示意图如图11。测量条件:归零压力5kN,测量压力45kN,测量结果见表4。
方案校核结论:极限爆发压力下,活塞销弯曲变形量不大于其直径的0.2%,在此压力下活塞销弯曲变形≤40μm。取消DLC涂层后的活塞销静态弯曲极限变形量符合要求。
3.2.2 优化活塞连杆组润滑方案校核
为优化活塞连杆组的润滑效果,通过增加机油喷嘴对活塞连杆组进行强制润滑。(图12)
同时为确保发动机装配过程对运动副零件润滑效果,活塞销装配前对活塞销、活塞销孔及连杆衬套孔充分润滑,活塞销前端润滑范围不低于10mm。
3.2.3 优化活塞销与连杆衬套的配合间隙方案校核
根据活塞销以及连杆衬套孔的尺寸标准要求,各分三组,通过对活塞销以及连杆衬套的尺寸进行分组装配,分组情况如表5所示。
以上三个方案经校核在发动机上均有实施可行性。
4 效果验证
为对以上的优化方案进行充分验证,笔者最终选择两种组合验证方案进行开展:
①活塞销取消DLC涂层,活塞销与连杆进行分组装配,装配前连杆、活塞、活塞销进行预涂油润滑。经验证,发动机冷机启动至运行10秒左右均有“哒哒哒”异响,但异响声较反馈的故障问题有改善作用,热机状态无“哒哒哒”异响声。 对该发动机的连杆衬套、活塞销拆解检测,连杆衬套内部过热烧蚀的情况较改善前有明显改善,活塞销表层未见明显磨痕。尺寸检测结果,连杆衬套最大磨损量为4μm(表6),较改善前的磨损量减少16μm。
②活塞销取消DLC涂层,活塞销与连杆进行分组装配,增加机油喷嘴,装配前连杆、活塞、活塞销进行预涂油润滑。经验证,冷机启动无异响,热机状态无“哒哒哒”异响声。增加机油冷却喷嘴前后的机油压力对未见明显差异,判断对其他润滑机构无影响。对该发动机的连杆衬套、活塞销拆解检测,连杆衬套内部过热烧蚀的情况较改善前有明显改善,活塞销表层未见明显磨痕。尺寸检测结果,连杆衬套最大磨损量为2μm(表7),较改善前的磨损量减少20μm。
通过以上两个验证方案的结果可以看出,方案一、方案二对改善连杆衬套异常磨损有的改善效果,发动机在冷机启动无异响反馈,连杆衬套无烧蚀异常磨损情况,方案二改善效果优于方案一。
5 结束语
通过对该发动机冷启动异响的分析和研究,我们发现连杆小头和活塞销配合、材料硬度差及润滑效果是影响活塞连杆组件工作噪声及可靠性的几个最重要因素,对后续发动机的设计开发质量具有重要的指导意义。本文中的整个问題排查过程和方式方法也对同类问题的排查和解决具有重要的参考价值。
参考文献:
[1]佚名.中国汽车发动机行业现状分析与发展趋势研究报告[R].中国产业调研网,1961286.
[2]陈家瑞.汽车构造[M].北京:人民交通出版社,2006年6月.
[3]董艳沙,杨立坤,班效金.发动机异响故障分析[J].内燃机与配件,2018,9:84-85.
[4]中国机械工业联合会.GB/T 25361.1-2010 内燃机活塞销第一部分:技术要求GB-T 25361.2-2010 内燃机活塞销第二部分:检验规则[S].北京:中国标准出版社,2010.
猜你喜欢
科学与财富(2018年23期)2018-08-19
中国新技术新产品(2017年1期)2017-01-20
润滑油(2015年5期)2015-11-05
润滑油(2015年2期)2015-07-06
农家科技(2014年11期)2015-03-11
农机使用与维修(2014年5期)2014-09-23
农村百事通(2009年14期)2009-08-04