
基于SCA的ABB机器人自适应涂胶系统设计
2020-09-10 22:17曹德严王小康
内燃机与配件 2020年16期
曹德严 王小康


摘要:针对汽车涂胶过程中,容易出现溢胶、堆胶以及断胶等严重影响汽车涂胶质量的问题,文中结合SCA涂胶系统和ABB机器人优势,设计基于SCA的 ABB机器人自适应涂胶系统。以SYS6000流量控制器为核心,设计胶枪出胶量与ABB机器人胶枪移动速度的闭环反馈系统,进而确保了良好的涂胶质量。文中围绕涂胶控制系统的通讯网络、流量控制、温度控制、统计服务功能、程序设计及参数设定进行研究,降低了人工劳动强度、提升了汽车涂胶的加工效率和加工質量,具有一定的实践意义。
Abstract: In order to solve the problem that the quality of automobile gluing is seriously affected by the occurrence of glue overflow, glue stacking and glue breakage during the gluing process of automobiles, an SCA-based ABB robot adaptive gluing system is designed based on the advantages of SCA gluing system and ABB robot. With SYS6000 flow controller as the core, a closed-loop feedback system is designed for the glue output of the glue gun and the moving speed of ABB robot glue gun, thus ensuring good glue quality. This paper focuses on the communication network, flow control, temperature control, statistical service function, program design and parameter setting of the gluing control system, which reduces the labor intensity, improves the processing efficiency and quality of automobile gluing, and has certain practical significance.
关键词:ABB机器人;SCA;SYS6000;涂胶
Key words: ABB robot;SCA;SYS6000;glue
0 引言
随着自动化技术和机器人技术的快速发展,工业机器人被广泛应用于现代汽车制造的冲压、焊装、涂装及总装工艺中以提高生产质量和生产效率。白车身是汽车各功能部件的载体,在进行外表涂装、内室装饰及整车总装前需完成白车身焊接和涂胶工序。目前,国内多数企业仍采用人工手动涂胶,不仅存在涂胶不均、胶料浪费、效率低的问题,甚至涂胶过程中产生大量气泡,严重影响涂胶的防水、降噪、增加强度、减震等各类功能[1]。另外,依据胶料功能可分为点焊密封胶、减震胶、膨胀胶、折边胶、结构胶等,且出胶温度、涂胶速度及出胶量存在差别,所以传统手动涂胶方法无法保证涂胶品质,进而影响汽车制造质量。
SCA涂胶系统是一款模块化柔性控制系统,其具有结构紧凑、安装简单、控制精度高,出胶均匀,无气泡等优点。同时ABB机器人广泛应用于冲压、焊装、喷涂等各个环节,具备进行3D运行模拟以及联机功能,支持多种通用的工业总线接口,可自行设置实现各种复杂的摆动轨迹[2]。目前,各大整车制造商在涂胶一致性、断胶及溢胶的处理上还没有非常完善的解决方案。基于此现状,结合SCA涂胶系统和ABB机器人控制技术,设计基于SCA的 ABB机器人自适应涂胶系统,以提升汽车涂胶产品质量和涂胶生产效率。
1 SCA涂胶系统的工作原理
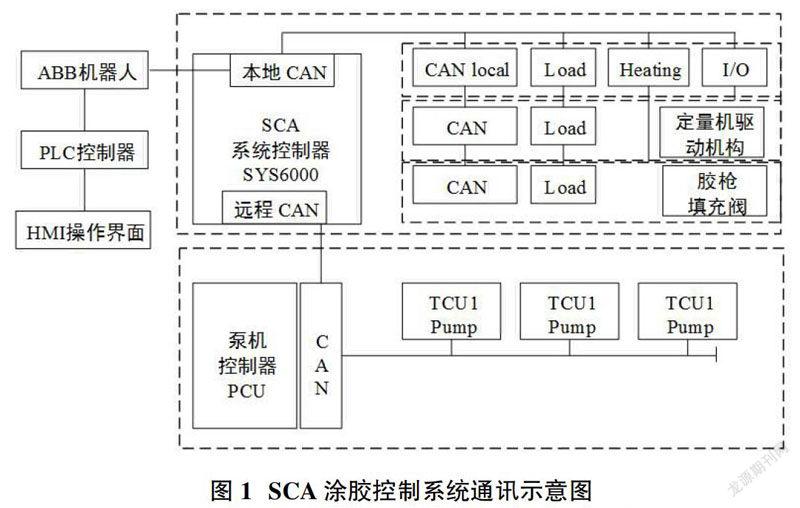
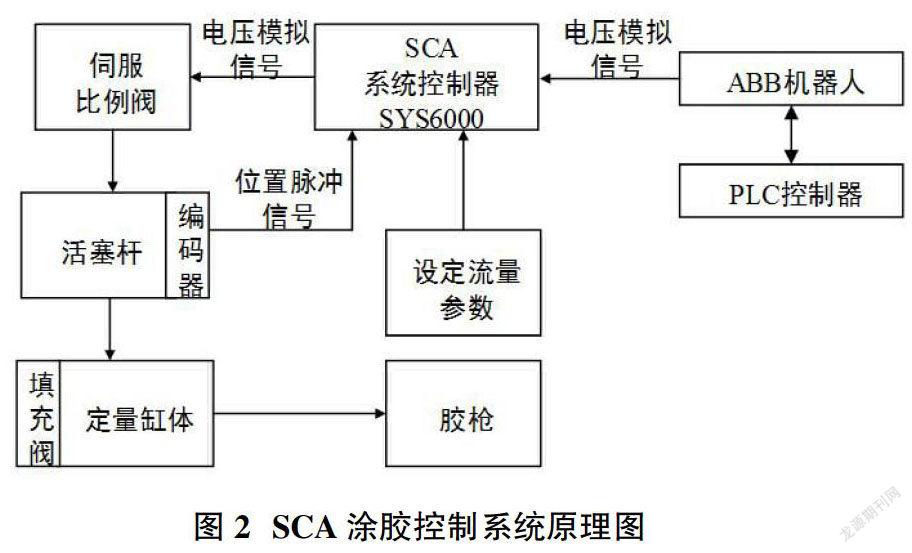
SCA涂胶机器人控制系统主要包括SYS6000控制器、ABB机器人、电气控制单元、伺服电机、PLC控制器、TCU3001温度控制单元、PCU6000泵体控制等。各控制单元及装置通过工业通讯方式进行信息交互(见图1),流量控制原理为:首先结合涂胶工艺编制控制程序,在运行过程中ABB机器人依据速度传送模拟量电压信号至SCA控制器,SCA经逻辑运算和量程转换并将模拟信号传送给伺服比例阀;伺服比例阀控制定量机伺服电机转动推动活塞杆上下移动,编码器获得螺塞杆位移信号并发送位置脉冲信号至SCA控制器,进而精确控制流量(见图2);涂胶流量与压力通过伺服电机的转速和转矩进行调整,SCA控制器能够保证涂胶过程出胶量和ABB机器人胶枪运行速度稳定、精确匹配,进而保证涂胶的均匀性[3]。
基于SCA的 ABB机器人自适应涂胶系统具有如下优点:①涂胶过程出胶流量控制精确且稳定,涂胶效果好;②充分结合ABB机器人控制技术和SCA涂胶控制优势,能够满足现场操作多种工艺要求,能够提高白车身涂胶质量;③具有完善的报警显示及警示系统,能够及时提醒涂胶量过高(过低)、压力值过高(过低)、涂胶中断等质量问题;④能够实时查看系统压力、温度、胶料量等参数值。
2 ABB机器人自适应涂胶系统的设计
ABB机器人自适应涂胶系统的设计思路主要是依据胶枪出胶量与ABB机器人带动胶枪的运行速度构成闭环反馈系统,出胶量能够依据ABB机器人携带胶枪运行进行调节,始终保持出胶量和出胶直径均匀稳定,进而确保良好的涂胶质量。
2.1 系统通讯
白车身涂胶控制系统中,SYS6000为主控制器,不仅负责涂胶系统中温度控制、本体运行控制、出胶流量控制,同时也负责与ABB机器人控制信号的交互,进而实现ABB机器人对涂胶机的控制;涂胶机与ABB机器人的通讯方式采用Profibus工业总线的通讯方式。
如图1所示,SCA涂胶系统内部均采用CAN总线通讯方式,流量控制柜内安装有SYS6000控制器;泵机控制柜内安装有泵机控制单元PCU6000,主要用于控制和监视胶料泵机及胶桶更换装置;温度控制柜安装有温度调节器TCU3001,6通道的PID控制器依据加热区域的设定温度单独控制每个区的加热量,温控单元连接SCA网络中,TCU3001的操作及数据显示在SYS6000控制器中[4]。
2.2 流量控制原理
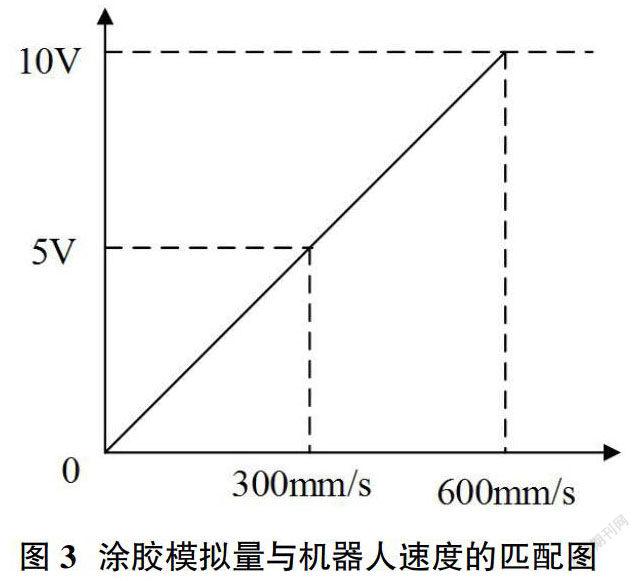
涂胶模拟量与机器人速度的匹配圖如图3所示,ABB机器人的运行速度与涂胶量的模拟量电压信号成线性关系,按照涂胶工艺参数设定出胶流量后,SYS6000流量控制器接收ABB机器人实时运行线速度的模拟量信号,对伺服比例阀进行控制,以实现出胶量与机器人运行速度匹配;同时,定量机伺服电机编码器将伺服电机行程转换为位置脉冲信号反馈给SYS6000控制器构成出胶流量闭环控制,提升白车身涂胶流量控制精度[5]。由图3可知,ABB机器人最大运行线速度为600mm/s,对应的涂胶模拟量电压信号为10V,若胶条直径为3mm,则流量设定值为4.2cm3/s;若机器人以最大速度600mm/s进行涂胶运行时,则发出模拟量电压信号为10V。
2.3 温度控制系统
SCA的 ABB机器人自适应涂胶温度控制主要包括泵机加热温度控制和系统加热控制,每个通道的温度一般设定为30~40℃,具体温度设定由胶料不同而定;加热参数主要包括:经设定时间关断加热、经设定时间降温、加热延时、降温延时、最大加热时间等;当各通道现场实际温度达到通道设定温度后,SCA控制系统向ABB机器人发送升温OK反馈信号。
如图4所示,温度控制通道设置包括6个通道的温度设定值、边界上限值、边界下限制、实际温度修正值及功率限制百分比。在实际使用中也通常根据生产环境温度的季节性变化选择温度控制通道的打开和关闭,如温度设置为0度表示控制通道关闭,但不影响正常使用。
基于SCA的 ABB机器人自适应涂胶控制系统具有加热定时开启功能,如图5所示加热定时开启在计时器设置界面完成设定,系统可以分别设定星期一至星期五,每天最多可输入两个启动时间1和2;完成加热定时启动时间设定后,SYS6000控制器在启动时间内自动接通安装在加热装置内的加热丝进行系统加热,可节约整个系统加热到设定温度所需的时间,能够提高汽车涂胶效率。
2.4 涂胶自适应程序及参数
SCA汽车涂胶系统的程序编写时在手动模式下完成,可以选择不同的组程序号,例如程序号2。在程序管理界面分别设定胶料和预压力百分比,例如胶料60%、预压力50%,胶料和预压力百分比设定可依据ABB机器人涂胶轨迹和涂胶工艺进行优化;另外,可在项目管理界面点击限制值菜单完成容量监控(流量设定、流量上限和下限误差百分比设定)、压力监控参数(最小压力、最大压力)用于涂胶监控压力设定。如图6所示,参数变更在项目管理界面完成,修改参数后可在参数统计界面查询和确认。
组程序内,ABB机器人编程涂胶运行指令中bead变量为涂胶参数变量,主要包括出胶量配比flow-、胶流量配比模式flow-type、胶枪编号gun-no等,flow-type=0、1、2分别表示出胶禁止、常量出胶、自适应出胶,如low-type=2时,当胶枪碰嘴相对于板件移动的线速度发生变化,SYS6000控制器进行内部控制计算,进而调整出胶流量,保证实际胶条直径、位置不变,避免发生溢胶、堆胶以及断胶等事件发生,维持涂胶质量的稳定性。
2.5 统计服务功能
SCA汽车涂胶系统具有统计服务功能,能够记录汽车涂胶过程中故障、参数生产、自检等数据信息,主要包括:故障记录、参数统计、涂胶数据、日志存储、换桶统计、数据自检统计、计数器统计、维护统计等。在正常生产过程中,通过控制面板查看涂胶数据存储的历史记录,可直观查阅设定容量、涂胶容量等信息记录,通过历史数据有助于分析涂胶状态。
3 基于SCA的涂胶机器人涂胶质量影响因素分析
通过实践检验,基于SCA的ABB机器人自适应涂胶控制系统对汽车涂胶质量具有显著优势。但在实际汽车涂胶生产过程中,因存在设计、编程、硬件问题及现场因素干扰等原因,在一定程度上影响涂胶自适应控制系统的使用效率。对上述问题探讨分析如下:
①涂胶过程中,ABB机器人移动胶枪相对于板件的线速度不宜过大,且尽量避免移动速度出现过大波动,尽量维持胶枪移动轨迹平滑,进而保证涂胶质量的稳定性。
②涂胶机出胶流量最大值、ABB涂胶机器人运行速度的设定应该依据现场涂胶效果、经验及胶枪喷嘴直接大小进行最优匹配设定,通过对三者综合优化实现涂胶质量的提升。
③在白车身实际生产中发现,当胶枪相对于板件移动线速度稳定、波动较小时,ABB机器人涂胶过程走圆弧轨迹时涂胶质量影响不大,在满足工艺需求时,无需降低移动速度,进而提升涂胶效率。
④胶枪喷嘴与板件间距离大小影响涂胶质量,在做蚕蛹式涂胶时,应将胶条的厚度考虑进去,即胶条为3mm时,间距应为3~5mm;胶枪与板件之间的理想角度为60~90°。
4 分析与讨论
本文结合SCA涂胶系统、ABB机器人控制技术、网络通讯等技术,设计了基于SCA的 ABB机器人自适应涂胶系统。以SYS6000为核心,搭建了胶枪出胶流量与ABB机器人胶枪移动速度的闭环反馈系统,使出胶量能够依据胶枪移动速度进行在线调节,始终保持出胶量和出胶直径均匀稳定,进而确保良好的涂胶质量,提高了汽车涂胶质量和涂胶效率。另外,将员工从单调、繁重及危险的工作中解放出来,提升了白车身涂胶自动化水平,具有一定的实践意义。
参考文献:
[1]何龙,王晓冬,韩仁杰,等.SUV车型车身内板涂胶机器人3D胶枪应用[J].现代涂料与涂装,2017,20(12):45-46,67.
[2]吴金旭,高其虎,陈争光,等.工业机器人通讯网络控制方法[J].汽车实用技术,2020(03):165-167.
[3]成华,滑德富.涂胶机器人在艾瑞泽7白车身上的应用[J]. 现代零部件,2014(05);42-44.
[4]闫肃.浅谈ABB涂胶机器人的功能及应用[J].现代涂料与涂装,2018,21(05):34-36,92.
[5]林君健,张晓瑾,林粤科,等.基于PLC的示教式直角坐标涂胶机器人控制系统设计[J].机床与液压,2016,44(03):49-51.
