发动机缸体增减材数字化复合成型工艺研究及应用
2020-09-22 14:26王金刚
理论与创新 2020年14期
关键词:发动机

【摘 要】针对传统新产品开发制造工艺复杂且周期长的问题,本文将铸造技术与数字化技术相结合,提出一種增减材复合成型工艺,以复杂零部件发动机为例,将3D打印增材制造与数字化无模精密成型减材制造以及计算机数值模拟分析技术结合起来,成功快速开发出六缸柴油发动机缸体,实现了三维CAD/CAE/CAM的集成应用,在新产品试制阶段,可有效缩短产品开发周期,降低开发成本,为复杂产品开发提供一种新的制造方法。
【关键词】发动机;模拟分析;增材制造;减材制造。
引言
随着汽车行业竞争的日趋激烈,以及汽车燃油排放标准的越来越高,发动机整机零部件更新换代的速度不断加快,短周期、小批量的新产品开发成为一种趋势。不论是发动机零部件还是工程机械零部件,质量要求越来越高,除强调少(无)余量铸造以外,还要求铸件结构的整体化与集成化。传统有模铸造难以满足其复杂程度高、精度高、周期短等要求。3D打印砂型增材制造和数字化无模精密铸造成形技术是铸造、数控、计算机等技术的系统集成,不需要模具,直接运用三维CAD模型驱动专用设备进行砂型打印和直接数控切削加工砂型,合模组装得到铸型,快速浇铸出金属件,整个过程具有数字化、绿色化和柔性化的特点。
1.数字化设计
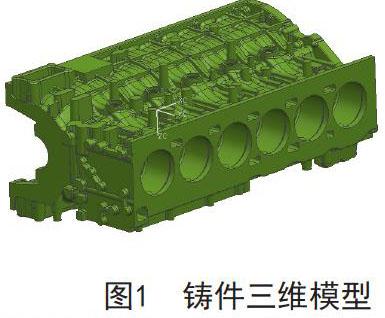
该缸体轮廓尺寸1088 * 556 * 454mm,材质:HT300,缸体质量;358kg,缸径80mm,缸体壁厚5.5mm,高压油缸壁厚6mm,零件结构特征如图1所示:
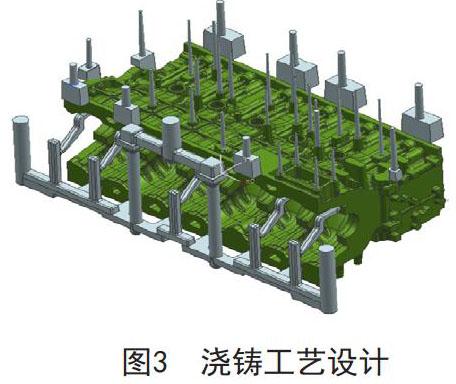
基于该缸体的结构特征,综合考虑采用半封闭式浇注工艺,从而增大横浇道断面,减缓金属液在横浇道的流动速度,提高冲型稳定性,同时在横浇道末端设置集渣孔从而强化挡渣能力。其浇铸系统结构设计如图3所示:
铸造所需浇铸时间采用公式(1):
式中G 件为铸件重量,358Kg; δ为平均壁厚,5.5mm;f为材质系数,通过查表取值为1;带入数值计算得浇注时间约为26.25秒。
其浇铸系统最小截面积采用公式(2):
式中ΣF阻为浇注系统最小截面积,cm?;G 件为铸件重量,Kg;ρ为铸件材质密度,kg/cm3;g为重力加速度,980cm/S^2;δ铸件主要壁厚(常指最薄壁厚),mm;W为材质系数,通过查表取值为0.24;t为铸件有效浇注时间,s;带入数值计算得到阻流截面积为内浇道截面积2796mm^2,横浇道截面积3914mm^2,直浇道截面积 3355mm^2; ∑A内:∑A横:∑A直=1:1.4:1.2,属于半封闭式浇注工艺。
利用华铸CAE模拟分析软件对发动机缸体的浇铸过程进行模拟,根据其壁厚设置浇铸温度为1350度,模拟体积充填,色温充填,以及基于耦合的凝固,借助模拟分析软件可以提前预测并发现铸造可能出项的缺陷,从而对影响其形成的因素进行有效的控制,部分模拟分析结果如图5所示。
方案经过多次模拟验证,同时根据模拟分析结果显示,铸件基本能实现顺序凝固,补缩也相对充分,未发现明显的缩孔缩松等不良现象。因此铸造工艺方案基本可行。
在工艺方案定型完成后,根据三维模型通过UG设计软件进行布尔运算得到铸造所需的三维模型如图6所示
2.增减材数字化成型
本发动机缸体制造工艺采用3D打印与数控切削两种方式成型,上下模采用三轴型腔铣的加工方式,为了便于设备及时清理废砂,粗加工选择层优先方式,单边预留0.3毫米余量,精加工采用轮廓铣方式,去除余量至型腔表面,上下模加工时间仅为120小时,刀轨如图7-1所示,实物如图7-2所示:
除了上下模,内芯为了保证尺寸精度全部采用3D打印一体成型方式,缸筒芯和侧板芯采用喷墨成型工艺,油道芯为保证强度采用激光烧结成型工艺,所有内芯加工时间仅为55小时,如图8所示:
所有铸型加工完毕后,将加工好的铸型刷好涂料进行装配、浇铸,得到铸件,如图9、图10、图11所示,铸件经划线检测尺寸精度达到铸件尺寸公差GB/T 6414-1999中的CT7-CT8级精度,通过X光探伤检测内部质量优良,未发现缩孔及大面积气孔等缺陷,力学性能符合技术要求,缸体铸件表面粗糙度也相对较好。
3.结论
本文进行了直列六缸柴油发动机缸体的增减材数字化复合成型工艺技术的研究,成功制造出了合格的发动机缸体金属件,上下模采用数字化无模铸造方法直接进行数控切削加工成型,复杂内芯采用3D打印工艺一次成型,在新产品开发的过程中无需复杂的模具,可以实现更低成本、更高效率和更快速度的完成新产品试制和开发,为发动机整机开发提供了一种新的方法。此外,结合数值模拟分析技术的应用,可以避免出现缩孔缩松等铸造缺陷,实现了三维CAD/CAE/CAM的集成应用,同时也进一步验证数字化制造的可行性,为复杂零部件的开发提供了一种更加先进的具有数字化、绿色化以及更加柔性的制造方法。
参考文献
[1]李魁盛,李国禄,李日 编著 铸造成型技术入门与精通,机械工业出版社。
[2]中国机械工程学会铸造分会 组编,张伯明主编铸造手册(第三版,第一卷)。
[3]周建新,殷亚军,铸造充型凝固过程数值模拟系统及应用,机械工业出版社。
[4]中国机械工程学会铸造分会 组编,李新亚主编铸造手册(第三版,第5卷)。
作者简介:王金刚(1988-),男,本科学历,助理工程师,研究方向为先进制造技术。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
雪豆月读·低年级(2021年12期)2021-12-23
航空知识(2017年5期)2017-07-31
航空模型(2016年10期)2017-05-09
山东青年(2016年12期)2017-03-02
现代兵器(2016年12期)2016-12-22
汽车与运动(2016年10期)2016-11-22
汽车博览(2016年7期)2016-07-07
汽车与运动(2016年5期)2016-05-14
世界汽车(2015年12期)2015-09-10