
钢材预处理线的动态模拟监控系统
2020-10-01 03:01李长泰刘培华滕晶晶孙林林
中国铸造装备与技术 2020年5期
李长泰,刘培华,滕晶晶,孙林林
(1.青岛双星装备制造有限公司,山东青岛 266400;2.青岛伊克斯达智能装备有限公司,山东青岛 266400)
1 钢材预处理线简介
钢材预处理线是我公司消化吸收国内外先进技术,并结合我国铸造行业特点而设计的先进机型。该设备可实现对钢板、型材、结构件等原材料在加工前进行表面抛丸除锈并涂上一层保护底漆。主要由除尘系统、输送系统、丸料循环系统、抛丸清理系统、清扫系统、喷漆系统、烘干系统、喷码系统、电控系统等模块组成。全处理线采用可编程控制器PLC 作全过程控制,分为手动和自动两种工作方式。工控机作为上位机与PLC 通过RS232端口进行通讯,通过安装组态软件组成动态模拟监控系统,对全线的工作状态和异常情况进行实时监控。连接办公自动化局域网可实现工厂级生产过程资料共享,如有故障发生可文字显示故障部位、声光报警以引起操作人员注意并方便快速处理,同时对易损件等功能部件实现运行累计时,为及时更换备品备件提供有效的数据支持,确保设备的稳定运行。
2 钢材预处理线电控系统的布局及控制原理
钢材预处理线的电控系统由低压配电柜、PLC 控制柜、总控台及操作站等组成。低压配电柜安装在一楼低压配电室内,PLC 控制柜、总控台安装在二楼控制室内,操作站安放在现场各个操作点。该电控系统由工控机通过PLC,再连接到各个控制元器件,执行监控机械操作的电机、电磁铁、传感器等一切外围设备。
该系统使用欧姆龙CJ2M 系列PLC[1]进行全过程控制。整体为模块组装式,由电源模块、CPU单元、数字量输入模块、数字量输出模块、模拟量输入模块、串行通讯模块等组成。
上位机采用研华IPC-610 系列工控机,系统安装昆仑通态6.2 版组态软件[2],与PLC 通过Hostlink协议进行通讯,组成动态模拟监控系统,监控画面实现对各设备运行状态及故障报警监控。分为主画面、操作画面、监控画面、报警画面、设备状态画面等。
运行辊道驱动采用变频调速,变频器选用日本三菱FR-E740 系列[3]。喷漆小车驱动采用伺服控制,选用台达ASDA-B2 系列[4]。变频器和伺服控制器的RS485 接口与PLC 的串行通讯模块连接,通过Mudbus-RTU 协议进行通讯,可以在监控画面上方便调节工件前进速度和喷漆小车运行速度,进而达到控制抛丸清理效果和喷漆效果的目的。
以PLC 为核心,工控机、变频器、伺服控制器组成了完整的通信网络,详见图1。
电控系统根据钢材预处理线工序要求运行程序如下:
(1)准备工序。设定自动模式,清理工件模式,按下“自动开始”按钮,清扫机构自动升至上限,除尘主风机自动启动;启动完毕延时3s 吹丸风机自动启动;启动完毕延时3s 烘干风机自动启动;启动完毕延时3s 加热器自动启动;延时3s 漆雾除尘风机自动启动;启动完毕延时3s 分离器自动启动;延时2s 提升机自动启动;延时2s 横向螺旋自动启动;延时2s 纵向螺旋自动启动;延时2s 后1~8 号抛丸器依次间隔3s 自动启动;8 号抛丸器启动完毕延时3s 抛丸室辊道自动正转;延时2s板链输送自动正转,此时准备工作完毕。
(2)抛丸工序。将工件吊至送进辊道上料位置,按下“自动送料”按钮,送进辊道正转;工件感应送进辊道处光电开关后,通过与抛丸辊道的传感器配合,计数到抛丸位置后,自动开启1~8 号供丸闸;工件通过测高光电开关的测量后,清扫机构降至合适的位置后并自动开启;工件离开送进辊道处光电开关后,再次通过与抛丸辊道的传感器配合,计数到离开抛丸位置后,自动关闭各供丸闸。
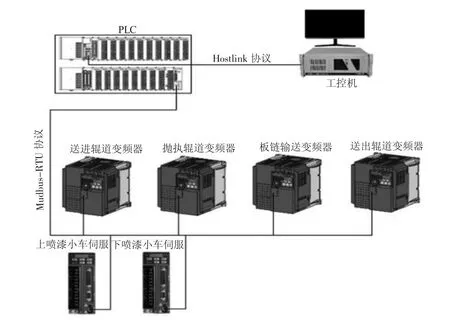
图1 通信网络图
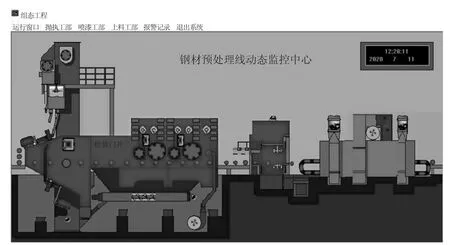
图2 钢材预处理线监控中心
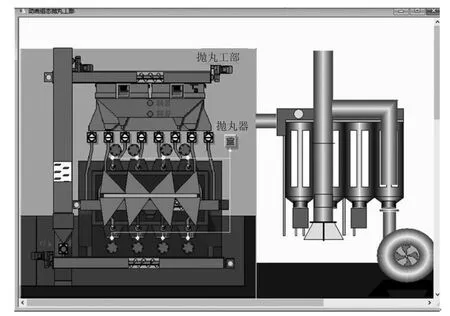
图3 钢材预处理线抛丸工部
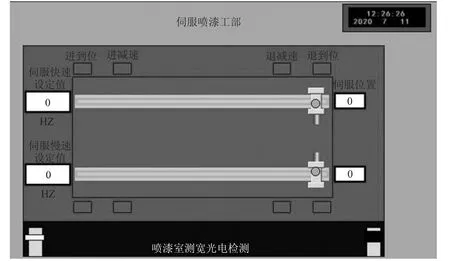
图4 钢材预处理线伺服喷漆工部
(3)喷漆工序。工件行至喷漆室前感应喷漆室前光电开关,喷漆上下小车自动启动;工件行至喷枪位置时,根据伺服脉冲计数配合测宽光电开关感应工件有无情况,程序自动控制喷枪的开关状态,精确给工件喷漆;之后工件行至烘干室。
(4)喷码工序。工件行至卸料区感应打码仪处光电开关位置,自动喷码;工件感应送出辊道处光电开关后,送出辊道自动正转,若在一定的时间内无料,将自动关闭,再次有料时,又将自动开启。
3 钢材预处理线监控系统的关键技术及诀窍
为保证钢材预处理线的先进性及可靠性,确保各个工序正常运转,其电控系统采用上位机动态模拟监控系统,以便能够监视全线的工作状态,对全线实行优化控制,监控中心见图2、图3 和图4。

图5 线上钢材的状态
图6 变频器、伺服频率的动态显示

图7 记录易损件的使用时间和更换时间
动态模拟监控系统为操作员提供了良好的人机界面。在主界面上,设备各工序的当前状态都显示在上位机屏幕上。下面就监控系统的关键技术及诀窍做如下阐述:
(1)显示线上钢板的状态,如具体位置、挡住光电开关的状态及电机驱动的状态,见图5。
(2)变频器、伺服频率的动态显示并自动匹配系统的运行速度,见图6。
(3)记录抛丸器、护板及室体辊道等易损件的使用时间、更换时间,见图7。
(4)鼠标单击软件控制台可控制所有电机、减速机、供丸闸等执行元件的开关,见图8。
(5)在有故障时自动弹出故障报警窗口,见图9。
4 结束语
钢材预处理线采用上述动态模拟监控技术,使其结束了电控系统“黑箱”的历史,实现了机械设备数字化、可视化、智能化的跨越,机电一体化水平大大提高,成为机械设备电控系统应用发展的必然趋势。
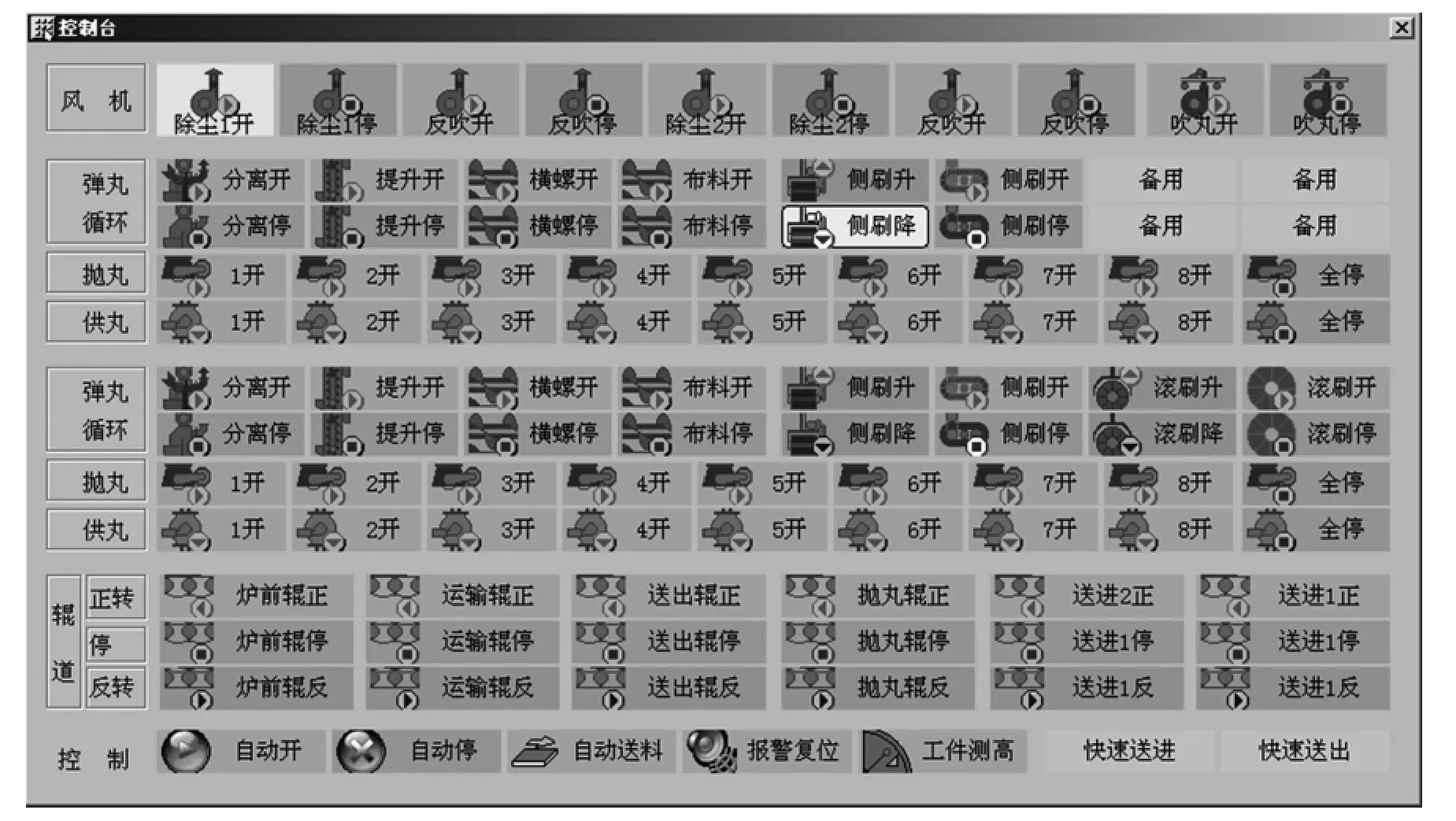
图8 控制台界面

图9 报警窗口
猜你喜欢
资源节约与环保(2022年8期)2022-09-20
汽车工艺与材料(2021年10期)2021-10-20
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
中国铸造装备与技术(2020年4期)2020-08-02
太原学院学报(自然科学版)(2020年2期)2020-07-31
知识文库(2018年11期)2018-10-20
东西南北(2017年3期)2017-03-01
汽车维护与修理(2016年10期)2016-07-10
建筑工程技术与设计(2015年28期)2015-10-21
