高碳钢线材生产轧后冷却工艺探讨
2020-10-13 06:31朱凤泉
天津冶金 2020年5期
朱凤泉
(中冶华天工程技术有限公司,江苏243005)
0 引言
高碳钢线材产品主要包括轮胎钢丝、预应力钢绞线、钢丝绳、乐器和钢琴弦线以及弹簧钢用高线盘条。轮胎钢丝的质量要求较高高,外包裹黄铜层用来加强子午线轮胎带束层或胎体区域的强度,它可被拉拔到0.15 mm 细;预应力钢绞线为编制线,主要用来加固预应力混凝土结构。目前,我国高碳钢线材产品质量有了很大的提高,部分产品已达到世界一流水平,可以代替进口,但仍有相当大部分的产品需要进口。随着国家供给侧改革,对高碳钢线材产品的质量提出了更高的要求,这就需要对高碳钢线材的生产工艺进行梳理、分析、优化,以此来促进高碳钢线材产品质量的提高。
1 高附加值高碳钢线材产品主要问题
高附加值高碳钢线材产品生产中主要存在尺寸精度与表面质量不佳、内部成分不均和金相组织与力学性能不稳定等这几方面问题。
1.1 线材表面质量缺陷问题
线材的表明质量缺陷主要表现为:直径尺寸通条性差、公差大、不圆度大,表面划伤、结疤、折叠,表面氧化铁皮厚和表面脱碳严重等。
1.2 线材内部质量缺陷问题
线材的内部质量缺陷主要表现为:纯净度不高,非金属夹杂严重,成分波动大,网状碳偏析严重等。
1.3 线材金相组织缺陷问题
由于成分问题的缺陷以及冷却工艺的不合理导致的成品线材索氏体组织晶粒尺寸大且不均匀,进而导致盘条的力学性能不稳定,通条性能不均匀等问题,给下游加工企业带来了制品性能不合格、断丝率高等问题。
2 高碳钢线材产品性能质量的改进措施
2.1 高碳钢线材表面质量的改进措施
线材表面质量缺陷问题主要是由钢坯表面质量、高速线材轧机的工艺、设备和坯子加热质量引起的。线材的尺寸精度与表面质量改进的主要措施:
(1)通过对来料钢坯表面缺陷进行精整修磨,来改善盘条的表面质量。
(2)通过高速线材轧机减定径机组来解决线材尺寸精度问题,可实现线材直径±0.1~±0.15 mm 尺寸公差。
(3)设计合理的孔型、做好辊面的清理工作、及时更换磨损严重的易损件、精心打包吊运,以减少盘条表面的损伤。
(4)严格按照高碳钢加热升温曲线进行操作,控制好加热炉气氛,避免钢坯过烧或过氧化。
2.2 线材内部质量缺陷的改进措施
线材内部质量缺陷主要是由炼钢和连铸工艺造成的。
(1)严格LF 炉精炼工艺,可有效减少非金属夹杂物,降低钢中 [O]、[N]、[H]等有害气体含量、减小钢水成分波动。
(2)连铸工艺通过降低钢水的过热度、动态轻压下和电磁搅拌等措施来改善高碳钢坯网状中心碳偏析的问题。
2.3 线材金相组织缺陷问题改进措施
线材的金相组织、力学性能则主要与微观组织紧密相关。微观组织取决于化学成分、控温轧制(晶粒度)和斯太尔摩风冷工艺(绝好的珠光体片层间距且无网碳组织),其典型高碳钢82B CCT 曲线如图1 所示。
微观组织的形成:奥氏体晶粒度由轧制温度决定,但奥氏体如何相变是由盘条在斯太尔摩风冷辊道上的冷却速率决定的,风冷辊道上的强制风冷将使线材冷却曲线穿过相变区的“鼻尖”部分,从而可使成品形成非常好的珠光体片层结构间距。冷却速率低会导致珠光体片层间距变大,同时导致形成网碳,减小了盘条的抗拉强度和扭转特性;冷却速率高可以获得最佳的珠光体组织,同时可减少(大规格产品)或消除了(小规格产品)高碳钢盘条的网碳结构。
综上所述,虽然线材的表面质量和内部质量缺陷对高碳钢盘条的理化性能指标有影响,但与高碳钢盘条金相组织缺陷的影响相比,其影响相对是次要的,问题也容易解决。因此,作者认为轧后冷却工艺是高附加值高碳钢线材生产的关键,冷却速率成为成品金相组织的关键,轧后冷却工艺就成为高碳钢高线生产的核心工艺。本文将重点分析线材轧后冷却工艺和冷却效果。
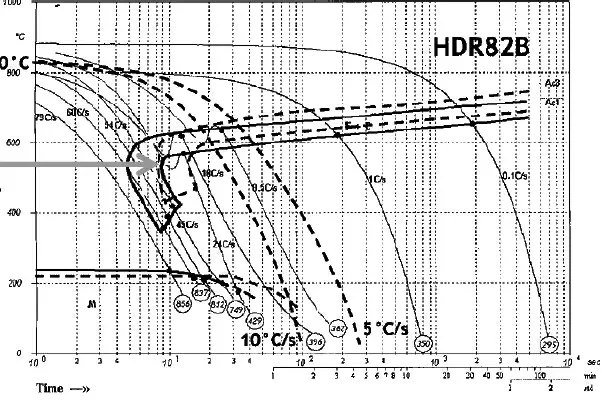
图1 典型高碳钢82B CCT 曲线
3 高碳钢线材轧后冷却形式
线材轧后冷却主要包括高线精轧机(或减定径机组)后水冷和吐丝机至集卷站间的冷却。轧后冷却的目的是获得各种钢种需要的均匀组织和力学性能,控制通条性能均匀性,减少二次氧化铁皮产生量,减少或取消下游拉拔前的退火工艺等[1-2]。其主要有以下四种轧后冷却方式:斯太尔摩风冷线(网格化风量分配系统)工艺;DLP(Direct in-line Patenting)工艺;EDC(Easy Drawing Conveyor)工艺;气雾淬火冷却工艺。
3.1 斯太尔摩风冷线工艺
斯太尔摩风冷线工艺为在辊道运输的散卷冷却运输线下设若干个风机对运输线上的线圈进行强制冷却,传统上主要通过调整辊道速度来控制线圈间距、控制每台风机的风量以及开启风机的数量来达到一定的冷却速率,以获得良好的产品金相组织。
传统的斯太尔摩风冷线工艺的缺点:一是线圈在运输辊道上冷却不均;二是冷却速率满足不了高碳钢的工艺要求。冷却不均的解决方式是:在传统的斯太尔摩风冷线上增加了网格化风量分配系统,网格化风量分配系统使用一组可调整的带网格钢板,通过控制网格的密度来控制通过吹风喷嘴甲板去到辊道上纵向的风量,线圈密度高的辊道两侧分配到更多的风量以改善冷却的均匀性,从而减少线圈的同圈差。而冷却速率受到风冷方式的特性而无法大幅度提升,因而衍生出盐浴、温水和气雾冷却等多种方式来提升冷却速率。
3.2 DLP(Direct in-line Patenting)工艺
DLP 工艺,即直接在线盐浴淬火处理工艺,是一种使线材在盐浴中等温相变的工艺,根据线材化学成分的不同改变温度,从而优化线材相变过程,其工艺路线如图2 所示。线材经吐丝成卷后进入1#盐槽,在盐槽中盘条随着一定的速度移动,使线材快冷到一定的温度,然后线材继续进入2#盐槽冷却,盐槽中采用电加热方式控制盐槽的温度来控制线材的冷却速度,在第二阶段冷却过程中完成奥氏体—索氏体相变,形成细小均匀的组织。盘条最后进入清洗线,用温水冲洗掉残留在其表面的残盐,最后集卷成盘。

图2 DLP 工艺流程图
3.3 EDC(Easy Drawing Conveyor)工艺
EDC 工艺是一种使线材在水浴中等温相变的工艺,其工艺流程示意图如图3 所示,是将线材在接近沸点的水中持续冷却15 到100 秒,线材在出水浴时的温度大约为400 ℃。线材经吐丝成圈后进入热水槽,通过水淬提高冷却速率来提高索氏体化率。其提高冷却速率主要通过调整水温、调整辊道角度和调整盘条的运行速度来实现。
3.4 TOA Mist Patenting 气雾淬火冷却工艺

图3 EDC 工艺流程示意图
气雾冷却工艺TMP 为TOA 钢铁公司与摩根共同开发的冷却工艺,为了增强斯太尔摩工艺的灵活性和工艺处理能力,其工艺路线如图4 所示。气雾冷却的设备位于斯太尔摩辊道的第一段,气雾冷却设备按照工艺要求从1 段到3 段不等(9 米一段)。空气和水混合形成的气雾通过装在辊道上的一系列喷头直接喷到线圈上。在喷头上方还装有排风管道和风机,用来在冷却线圈的过程中将过量的气雾抽出。在辊道甲板下的斯太尔摩风机同时向上高压吹风,用来协助冷却并消除蒸汽。整个废气和水雾冷却系统可整体横移至离线,从而使辊道具有和常规斯太尔摩冷却辊道拥有相同的工艺灵活性。
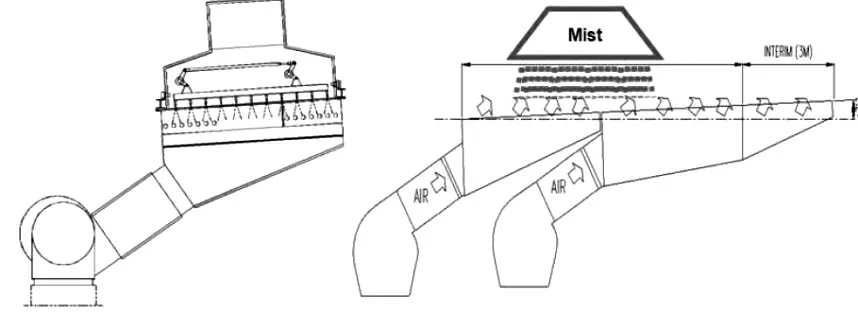
图4 气雾淬火冷却工艺示意图
3.5 上述四种工艺优缺点对比
上述四种轧后冷却工艺优缺点对比详见表1所示。

表1 四种轧后冷却工艺优缺点对比表
4 结论
通过分析线材表面质量缺陷、内部质量缺陷、金相组织缺陷对高碳钢盘条性能的影响,作者认为金相组织缺陷的影响相比更加突出,因此高碳钢线材轧后冷却工艺是高附加值高碳钢高线生产的关键。本文分析了四种轧后冷却方式,其中斯太尔摩风冷线工艺最成熟,在现有生产中大量采用,但其改善微观组织的效果最小;其他三种工艺都是比较先进,其中 EDC(Easy Drawing Conveyor)工艺在中国已经有应用,并取得了不错的效果。
猜你喜欢
湖北农业科学(2022年13期)2022-08-10
一重技术(2022年3期)2022-07-07
汽车实用技术(2022年11期)2022-06-20
小哥白尼(军事科学)(2021年7期)2021-11-20
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
家禽科学(2020年11期)2020-12-28
齐鲁周刊(2018年36期)2018-11-28
长江蔬菜·学术版(2017年11期)2018-01-05
建筑工程技术与设计(2015年28期)2015-10-21