棒材生产线粉尘治理及轧槽冷却效果提升与实践
2020-10-13 06:31刘桂华马兵书牛春江
天津冶金 2020年5期
张 芳 ,窦 玮 ,刘桂华 ,马兵书 ,牛春江
(1.天津天钢联合特钢有限公司,天津301500;2.天津钢铁集团有限公司,天津300301)
0 引言
天津钢铁集团有限公司(下称天钢)两条棒材生产线于2006 年建成投产。两条线主要的产品规格为 Φ16 mm~Φ75 mm 的光面圆钢和 Φ10 mm~Φ50 mm 热轧带肋钢筋,主要品种有碳素结构钢、低合金钢、合金结构钢、弹簧钢、齿轮钢等,主要工艺流程为连铸方坯→步进式加热炉→高压水除鳞→6架粗轧机组→1#飞剪→8 架中轧机组→测径仪→2#回转剪→4 架精轧机组→测径仪→3#倍尺剪切→冷床→定尺剪切→收集打捆
在棒材生产轧制过程中,轧制工艺对钢坯温度有严格的要求,热坯温度一般在1 000~1 100 ℃范围。温度对轧制影响较为复杂,如果钢坯高温轧制,一方面红坯在空气中二次氧化,经轧辊轧制后,红坯表面的氧化铁屑剥落产生大量粉尘,影响车间环境,粉尘也影响设备运行寿命,同时,给操作者职业健康产生危害;另一方面钢坯在轧制时,红坯高温会使轧辊温度升高,冷却效果不好会造成轧槽损耗,缩短轧辊的使用寿命。因此,棒、线材生产轧制过程中的冷却尤为重要。
1 棒材生产线轧槽冷却及粉尘治理的问题
目前,天钢棒材生产线的冷却装置是设置在轧机两侧,由于轧制生产线导卫与轧机轧槽间隙较小,使得该部位未安装冷却装置。没有冷却措施,冷却水不能进入热坯与轧槽之间区域(见图1)。一是,造成轧槽冷却效果不佳,轧槽磨损过快,单槽过钢量低,换辊换槽频繁,生产效率低;二是,空气自然冷却造成附着在热坯和辊槽表面粉尘扩散,粉尘治理效果达不到职业健康卫生要求,轧制规格越小、轧件速度越快,产生的粉尘就越多,严重污染了现场操作环境,给职工的身体造成很大的损害。

图1 导卫与轧槽装配示意图
2 轧槽冷却及粉尘治理的改进措施和效果
2.1 改进措施的设计原则
热坯产生的粉尘主要集中在导卫与轧机轧槽区域,经过分析,需要在此处增设给水设备,将高温的氧化铁屑冲掉,降低粉尘污染,同时可以改善轧槽、导卫冷却不佳问题,提高轧槽、导卫使用寿命。
为解决棒材生产轧制冷却存在的问题,在不改变轧制生产线和设备结构前提下,结合工艺装备现状,制定相应措施。考虑的因素如下:
(1)冷却水通过导卫与轧机轧槽间隙处,进入热坯与轧槽之间区域,要解决的难点是轧线导卫与轧辊间距紧凑,没有空间安装现有的供水设备来满足需要。
(2)沿热坯径向均匀分布冷却水,提高热坯与轧槽之间区域的除尘效率,提高导卫与轧机轧槽冷却强度。
(3)便于拆装,不影响导卫与轧机轧辊的检修及更换。
2.2 冷却除尘装置的改进措施
在不影响轧机导卫和轧辊运行的情况下,设计制作一套冷却除尘装置(见图2),安装在出口导卫盒上。管路总成由中空结构的方管焊接而成(见图3)
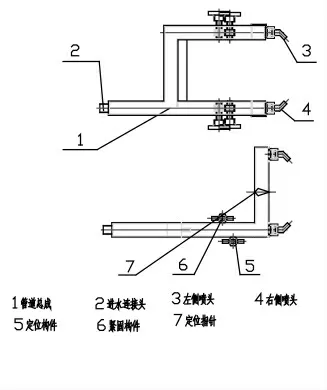
图2 除尘装置

图3 除尘装置的冷却水路
冷却除尘装置管路总成制作如下:管路总成进水主管(1-1)一端安装有与高压水源连接的进水连接头,进水主管的另一端垂直密封焊接右侧喷淋管(1-2),右侧喷淋管端部为盲端;在右侧喷淋管的外侧面通过紧固件安装有两个右侧喷头,两个右侧喷头相对于右侧喷淋管的中心呈对称分布;左侧喷淋管通过旁通支管连接进水主管,左侧喷淋管端部为盲端;旁通支管为L 型结构;左侧喷淋管与右侧喷淋管平行设置,在左侧喷淋管与右侧喷淋管的同一侧面上通过紧固件安装有两个左侧喷头,两个左侧喷头与两个右侧喷头相对于左侧喷淋管的中心呈对称分布。
冷却除尘装置定位构件和紧固构件均采用螺母和螺杆配合结构,其中螺母与管道总成焊接,螺杆装在螺母内,为了便于操作,在螺杆的上部焊接有旋钮把手。两侧喷淋管的中心位置设有定位指针。
2.3 冷却除尘装置应用
2.3.1 冷却除尘装置的安装
冷却除尘装置安装在出口导卫盒上(见图4)管路总成通过定位构件和紧固构件直接固定在导卫盒上,紧固构件设置在定位构件的对侧,安装于出口导卫盒上,先将定位构件5 定位于导卫盒8 的U 型槽处,将定位指针7 与辊缝10 处对正,两个左侧喷头和两个右侧喷头倾斜角度经过旋转均能径向调整,使两个下喷头、两个上喷头方向指向活套中线沿活套轴向调整管道总成,使两个下喷头、两个上喷头正对于出口导卫盒与轧槽的缝隙10 处,通过紧固构件6 将整个装置固定;然后开启高压水源,调试压力和喷淋效果,调整完成后,即可正常开启。
2.3.2 冷却除尘装置的使用
将喷嘴设置成特定角度,使其喷射的水能进入到出口导卫与轧槽间隙中,当轧件从轧槽出来后喷射的水流能将热材表面的氧化铁屑等冲掉,从而不会有粉尘向空气中漂浮污染操作现场;同时水流能将刚脱离轧件的轧槽立即冷却,避免轧槽受热后与氧气接触产生氧化而产生磨损;喷射的水流能通过轧槽的辊缝位置喷射到入口导卫轮上,对导卫轮进行冷却提高其使用寿命。
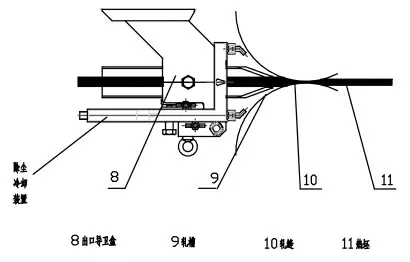
图4 除尘装置安装示意图
2.4 冷却除尘效果
2.4.1 除尘效率
在棒材生产线轧制Φ50 mm 圆钢时,在5 米平台上对除尘冷却装置使用前后粉尘浓度进行了检测,另外在轧机出口一米、高度1.5 米处对除尘冷却装置使用前后粉尘浓度进行了多个点检测,检测结果见表1。平台高5 米处除尘效率达99.29%,轧机出口一米处最高除尘效率达46.96%。开、停除尘冷却装置检测点粉尘浓度对比如表1 所示:
2.4.2 轧槽使用效果
冷却除尘装置投入使用以来,由于改善了轧辊和的冷却效果、延缓了轧槽磨损速度,减少了轧辊的更换频繁,提高了棒材轧线的生产效率,使得导卫轧制吨位提高了1 000 吨以上,可减少工艺停机时间2 小时/天,日产增加320 吨,棒材每条生产线月增经济效益3550 万元。

表1 开、停除尘冷却装置检测点粉尘浓度对比
3 结语
通过对棒材生产线轧槽冷却及粉尘污染问题的分析,发现了问题的原因,针对发现的问题,对棒材生产线设计制作冷却、除尘装置,经过安装、调试、运行,达到了预期的效果,平台高5 米处除尘效率达99.29%,轧机出口一米处最高除尘效率达46.96%。自除尘冷却装置投入一年来,改善了现场环境,提高了轧槽及导卫轮寿命,为企业在行业竞争中提供了有力保证,每条棒材生产线实现创效在3 000 万元以上。冷却除尘装置满足现场要求,具有体积小、重量轻、制作成本低、安装方便和除尘效果好的优点,可根据不同的出口导卫盒,制作应用于棒材生产线各种规格的除尘装置。
猜你喜欢
铝加工(2022年3期)2022-11-24
一重技术(2021年5期)2022-01-18
中国金属通报(2021年18期)2021-12-27
新疆钢铁(2021年1期)2021-10-14
昆钢科技(2021年1期)2021-04-13
世界有色金属(2020年4期)2020-12-08
新疆钢铁(2020年1期)2020-05-24
昆钢科技(2020年6期)2020-03-29
中国新技术新产品(2016年15期)2016-09-27
有色金属加工(2015年5期)2015-06-28