
一种保证离心滤下转子体同轴度的刀具
2020-10-19 11:41申帅符代桥李利
工程技术与管理 2020年10期
申帅 符代桥 李利
中国北方发动机研究所,中国·山西 大同 037036
由于目前离心率同轴度无法保证生产的需要,需要设计新的加工刀具,进行组合加工从而保证离心滤下转子同轴度的要求,设计的刀具在结构、性能、使用功能上都能满足加工的要求。论文从合理性和创新性方面进行研究,从而设计出满足实际生产的刀具。
同轴度;结构;性能;刀具;生产
1 引言
车刀按制造形式分为机械夹紧式和焊接式。焊接式刀具由于制造工艺简单、刃磨方便、性能可靠和价格低廉等优点,仍然广泛应用各加工企业中。市场上所能购买到的焊接式或机夹式车削刀具一般具有一定的通用性和普遍性,在加工某型号发动机离心滤下转子体时,由于零件的特殊性,现有的加工方式无法保证离心滤体的同轴度,因此需要设计新的刀具对其进行加工以满足成品的设计要求。
2 刀具的基本结构
2.1 刀具材料的选择性
在机械加工过程中,直接参与并完成工作的是刀具的切削部分。生产效率和刀具使用寿命的高低、刀具损耗量和加工成本的多少、加工精度和表面质量的优劣等方面的问题,在很大程度上取决于刀具材料的选择。各种不同物理性能和切削性能的刀具材料,都具有各自适合的切削范围。全面了解各种刀具材料的机械性能,并根据不同加工条件正确选择刀具材料,是设计、制造和使用金属切削刀具的一项重要的任务[1]。
2.2 离心滤下转子体的结构组成
离心滤下转子体主要由1上轴承、2离心滤体和3下轴承三部分构成,如图1所示。
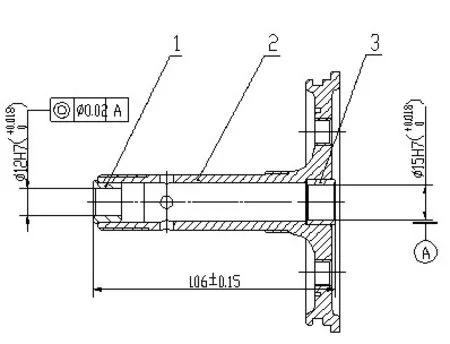
图1 需要加工的下转子体的尺寸
上轴承φ12H7(+0.0180)的内孔和下轴承φ15H7(+0.0180),由于加工精度要求高,而且同轴度要保证0.02,现有的加工方式是用车床装卡大端,加工上轴承,然后用专门设计的工装加工下轴承,由于首次装卡的是大端,往往出现加工变形的现象,二次装卡也会出现同轴度超差的现象,最后导致同轴度往往在0.08以上,达不到设计的要求。
2.3 离心滤下转子体的加工工艺路线
领取零件装配→粗车上轴承余量0.5→掉头粗车下轴承余量0.5→精车上下轴承内孔粗糙0.8→铣左右两个平面保证长度105.5±0.5。
此工艺需要在粗车完上轴承时候,要掉头进行二次装卡定位,两次装卡容易导致定位的偏差,导致上下轴承不在同一轴线上,并且在加工上轴承时,用三爪卡定位大端,三爪卡的爪力比较大,容易导致下转子体大端受到压力后产生变形,在实际生产中经过测量在进行二次装卡时,导致加工的同轴大于0.07,超过要求的0.02。
3 新刀具的设计
3.1 新刀具的设计图
新设计的加工方式是利用新刀具进行一次转卡加工,从而达到同轴度0.02的要求,新设计的刀具如图2所示。

图2 刀具的二维图(1.YW1 合金刀头;2.刀杆;3.弹性刀套)

图3 刀头的结构示意图
3.2 刀头的结构和作用
如图3所示,从刀头的结构示意图可知,前刀头垂直方向偏置8°有利于排削和控制切削流向,采用66°的刀尖角,径向抗力较小,车削轻快顺利,刀具无振动。
采用刀片材料为YWl 属于钨钛钽(铌)钴类硬质合金,在钨钛钴类硬质合金中增加TaC,提高了硬质合金的强度、韧性、耐热性及抗氧化能力。YW1硬质合金是通用硬质合金,既可以加工钢材又可以加工铸铁,加工范围比较广。在改用YW1硬质合金,应用在粗车中,比YTl5 具有更好的抗断续冲击的能力,同时刀具的耐磨性也得到了提高,在车刀刀片的耐用度提高的同时,由于刀片为可转位不重磨,减少了磨刀装刀的辅助时间,当一刀刃磨损到不能加工后,可立即将刀片转位更换另一个刀刃继续进行加工,节约停机磨刀和装刀的时间,提高了生产率。刀尖磨有R0.2mm 圆弧过渡刃,增加了刀尖强度并具有修光作用。刀具焊后要在2000℃保温炉内保温4~6h并随炉冷却,以消除应力和提高刀具的耐用度[2]。
3.3 刀杆的作用和结构
刀杆的长度为130,直径为φ10,该刀杆使用全碳化钨材质制成,刚性优异、吸震性能佳,这种刀杆在锻造后进行正火处理,粗加工后需要进行调质处理,硬度达到HRC28~33,最后加工成强度高抗震力好的刀杆。刀杆与弹性刀套为分体式结构,使用时刀杆插装在弹性刀套内孔里,由车床刀架上的固紧螺栓压在弹性刀套上,由于弹性槽的作用使弹性刀套作弹性变形,将刀杆紧固。
3.4 改进后离心滤下转子体的加工工艺路线
领取零件装配→一次装卡粗加工余量0.5→精加工上下轴承→铣端面保证尺寸105.5±0.5。
因为新设计的特殊性,只要用设计好的工装进行一次装卡就能同时对装配后的上、下轴承进行组合加工,弹性轴套又能保证刀具的伸缩,加工后测量离心率下转子体的同轴度达到了设计的要求0.02,同时可以加工整体长度长度也在105.5±0.5的设计范围之内,而且加工简单,效率高。
4 新刀具材料的选择
4.1 弹性刀槽的选择
弹性刀套是该刀具的承载主体,热处理硬度30~40HRC,在其一侧加工一弹性长槽。弹性刀套的作用是:由原来刀架固定螺栓直接对刀体点接触的紧固方式转换为对刀杆面接触的紧固,刀杆在刀套内有了力的缓冲和过渡作用,有效避免了刀具振动,紧固可靠。
4.2 切削用量的选择
由于材料太硬.在刚开始加工时,因切削用量的选用不合理,造成工件振动很大,声音很响,刀片也很容易崩裂,后来经过多次的更改,终于总结出了以下合理的切削用量,从而保证了加工效果和进度。
(1)内孔粗车时,主轴转速为105~180r/min,吃刀深度为0.4mm,进给速度为0.16mm/r,留下精车余量0.15~0.3mm。
(2)内孔精车时,主轴转速为180r/min.进给速度为0.18mm/r,采用一次走刀加工完成[3]。
5 新刀具的使用
刀具的使用也是非常重要的一环,首先要对操作工人进行简单的技术培训,更重要的是使用方面的培训,特别是安装的条件和如何安装。刀柄刀具安装,需要用清洁工具清洁,手尽量不要碰刀具的连接部分,要保证机床主轴跳动在0.005mm~0.010mm 等。但实际批量生产时工人却忽略这一步,影响了刀具寿命。另外,在进行轴承孔加工时,经常出现工人在刀具安装时移位,这就导致了刀具非正常消耗。所以在实际操作中这些情况都要尽量避免。另外在加工时,要选择正确的对刀仪,这样能对刀具的安装进行调整,避免刀具不必要的损耗,延长刀具的使用寿命。
6 结语
综上所述,在铝合金的切削过程中,刀具材料、刀具的几何参数、切削液以及加工应力的消除尤为重要,只有综合考虑这些因素,才能高效率地生产出合格的产品。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
家庭影院技术(2021年3期)2021-05-21
中国设备工程(2020年18期)2020-09-22
冶金设备(2019年6期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
制造技术与机床(2014年1期)2014-03-11
组合机床与自动化加工技术(2014年12期)2014-03-01
