基于缆式焊丝异种钢材焊接性能工艺研究
2020-10-20 06:18刘龙董曼淑
价值工程 2020年28期
刘龙 董曼淑

摘要:多股焊丝是一种新型结构的焊接材料, 其结构最早在2009 年由中国矿业大学高顶教授首先提出[1], 并授权进行了产业化生产和应用。近几年来通过对多绞股焊丝的使用研究, 出现了以“多绞股焊丝” 为核心的包含了焊接材料、焊丝结构、捻丝装备、弧焊电源以及特种工艺开发等多项技术研究[2]。缆式焊丝为一种多绞股焊丝,本文主要通过多缆式焊丝在异种钢间焊接试验,研究缆式焊丝在煤机中部槽组件上的焊接性能。
Abstract: Multi-strand welding wire is a new type of welding material. Its structure was first proposed by Professor Gao Ding of China University of Mining and Technology in 2009[1], and was authorized for industrialized production and application. In recent years, through the research on the use of multi-stranded welding wire, a number of technical researches including welding materials, welding wire structure, twisted wire equipment, arc welding power supply and special process development have emerged with "multi-stranded welding wire" as the core[2]. The cable welding wire is a kind of multi-stranded welding wire. This paper mainly studies the welding performance of the cable welding wire on the central slot assembly of the coal machine through the welding test of the multi-cable welding wire between dissimilar steels.
关键词:高强缆式焊丝;异种钢焊接;煤机产品
Key words: high-strength cable welding wire;dissimilar steel welding;coal machine products
中圖分类号:TG457.11 文献标识码:A 文章编号:1006-4311(2020)28-0155-02
1 试验材料
1.1 试验条件
本次试验采用的一种试验母材为进口NM450(布氏硬度为450HB的耐磨钢板)耐磨钢板,下料外形尺寸为500mm×100mm×50mm。进口NM450耐磨钢具有良好的冷弯性,非常好的可焊性。由于其兼具高硬度、高耐磨性所以应用于自卸车车厢、破碎机、入料器、链轮等磨损严重的场合。其学成分见表1,力学性能见表2。另一种母材选用铸钢试板(ZG30SiMn),下料外形尺寸为500mm×100mm×50mm。其大致化学成分见表3,力学性能见表4。
1.2 试验焊材
本实验选用缆式焊丝(等同于国标ER59-G焊丝)、对进口耐磨NM450钢与ZG30SiMn铸钢进行焊接,试验所选焊丝规格为Φ2.4mm,其化学成分如表5。
2 试验方法与过程
本次试验为了减少焊接杂质对焊缝性能的影响,焊前对母材表面进行了打磨。试验采用熔化极气体保护焊焊接设备选用汉神HC650D水冷焊机,保护气体为80%Ar+20%CO2。焊接采用多层多道焊,焊后不进行热处理,自热冷却。
2.1 材料及坡口形式
①ZG30SiMn铸造试板:外形尺寸500mm×100mm×50mm共4件,其中2件开K型25°坡口,另2件不开坡口。
②进口NM450耐磨试板:外形尺寸500mm×100mm×50mm共4件,其中2件开K型25°坡口,另2件开J型45°坡口。
③接头形式:ZG30SiMn+进口NM450分别组成X型50°接头2组如图1所示,J型接头2组如图2所示。
2.2 焊接工艺参数
见表6(表中XA、JA其中X、J为坡口形态,A为缆式焊丝型号)。焊接完成24小时后观察外观检查无缺陷,然后遵照相关规定制作拉伸和冲击试样。
3 试验结果分析
3.1 焊缝成型结果分析
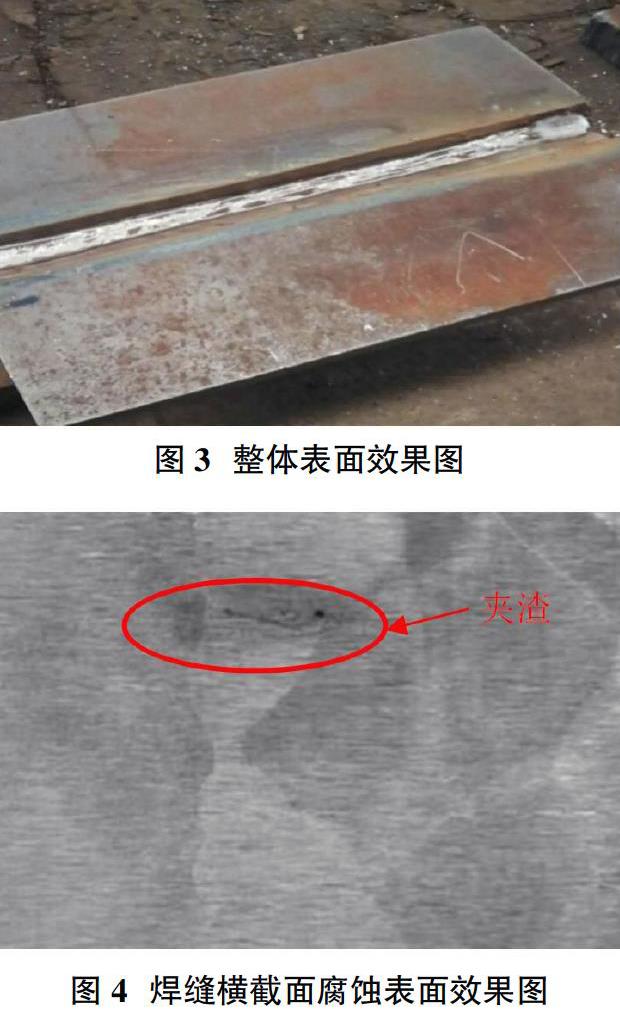
焊接完成后试板表面整体效果如图3,对试板通过线切割加工得到焊缝横截面切片用硝酸溶液进行腐蚀后得到表面效果如图4。由图3可见,缆式焊丝异种钢焊接焊缝周围产生飞溅小成型好。由图4可见,焊接接头成型较好但是焊层覆盖处有部分夹渣。
3.2 拉伸试验结果分析
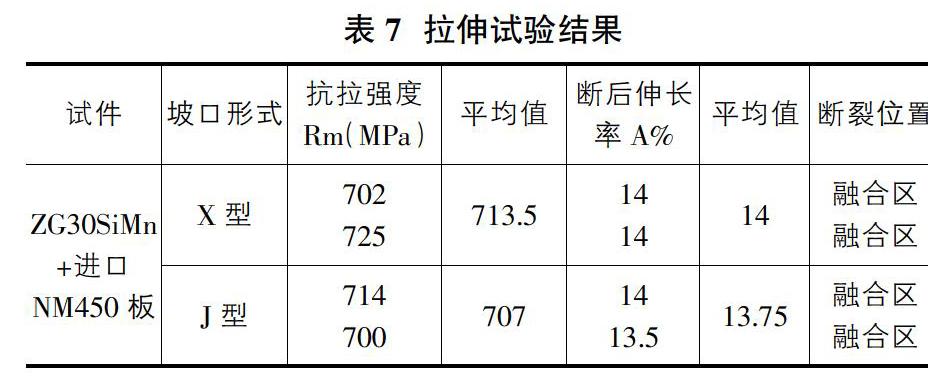
本次拉伸试验采用300kN常温拉伸试验机(CMT5305),试验结果如表7所示。由表中数据可知:
①X型坡口试棒抗拉强度平均值为713.5MPa,J型坡口试棒抗拉强度平均值为707MPa。缆式焊丝异种钢焊接X型接头形式抗拉强度略高于J型。
②缆式焊丝异种钢焊接X型、J型焊接接头形式抗拉性能都满足煤机中部槽使用性能,焊接接头强度较高。
3.3 冲击试验结果分析
本次试验机床选用的JBW-300冲击试验机试验结果如表8所示。(X、J为焊缝形态,A为焊丝型号)由表中数据可知:
①缆式焊丝无论是在X型焊接坡口还是在J型焊接坡口都是热影响区冲击功较大,焊缝区冲击功较小;
②焊丝焊缝区与热影响区冲击功均满足中部槽使用需求,不存在脆化倾向,冲击韧性较好。
4 总结
本次以多绞焊丝为研究对象通过对铸钢与耐磨板进行焊接试验,得出以下结论:
①缆式焊丝异种钢焊接送丝平顺,电弧稳定,成形良好。V平焊缝打底焊,熔深浅,在保证打底焊透的情况下,需要2.5mm间隙填充,盖面效率高。
②焊缝横断面腐蚀结果表明,缆式异种钢多层多道焊过程中存在夹渣现象。需要在焊接过程中适当增大电流,摆动电弧搅动熔池,吹开焊道上的氧化物。
③缆式焊丝对NM450耐磨钢板与ZG30SiMn铸钢焊接接头机械性能满足煤机中部槽组件使用需求。
参考文献:
[1]中国矿业大学.一种多股绞合焊丝:中国,201455512U[P].2015-05-12.
[2]关桥,林尚杨.熔焊新技术及其应用研讨会论文集[J].北京:中国焊接学会:2003,11.
[3]苗国因.基于多绞股焊丝对Q345B钢板焊接的研究[D].中国矿业大学,2018.
基金項目:天地科技股份有限公司科技创新创业资金专项(2018-TD-MS056)。
作者简介:刘龙(1992-),男,宁夏中卫人,助理工程师,本科,主要研究方向为煤机制造。