液压比例阀在铣削夹具中的应用
2020-10-20 06:18张小静卢雪红何冬花
价值工程 2020年28期
张小静 卢雪红 何冬花

摘要:近年来随着工业的快速发展,液压的自动化程度要求日益增多,将微电子与液压传动相结合已是必然结果,提高液压传动的灵活性、便捷性、精准性是我们的发展目标,实现元件标准化、规格化、系列化,增加液压系统的自动检测、自动控制、多级传动的多功能技术。根据液压的发展趋势及特点,将液压传动技术应用到夹具设计中,实现工件装夹,力的检测自动化,使液压传动系统实现闭环控制,提高工业生产质量和效率。
Abstract: With the rapid development of industry in recent years, the requirements for hydraulic automation are increasing. The combination of microelectronics and hydraulic transmission is an inevitable result. Improving the flexibility, convenience and accuracy of hydraulic transmission is the development goal. It is necessary to realize the standardization, normalization and serialization of components, and increase the multi-function technology of automatic detection, automatic control and multi-stage transmission of the hydraulic system. According to the development trend and characteristics of hydraulics, the hydraulic transmission technology is applied to the fixture design to realize the automation of workpiece clamping and force detection, so that the hydraulic transmission system can realize closed-loop control and improve the quality and efficiency of industrial production.
關键词:铣床切削力;液压夹紧力;比例溢流阀
Key words: milling machine cutting force;hydraulic clamping force;proportional relief valve
中图分类号:TG307 文献标识码:A 文章编号:1006-4311(2020)28-0229-02
随着制造业的发展,对工件的精度要求越来越高,对机床装备要求也提高了,要实现零件加工的高效、高精度,应先实现工件在装夹、定位、支撑操作方便,实现零件装夹自动控制,扩大夹具的装夹范围,根据不同工件,不同切削参数计算出工件铣削力、夹紧力、保障零件装夹合理,加工方便,将计算出夹紧力的值进行数模转换,将电信号输入功率放大器进行放大输出相应的电流信号控制比例电磁铁的运动,实现夹紧力的调节,同时还可以跟踪工件加工中的切削力的变化,增加工件夹紧力实现闭环自动夹紧工件,保证工件正常装夹加工。
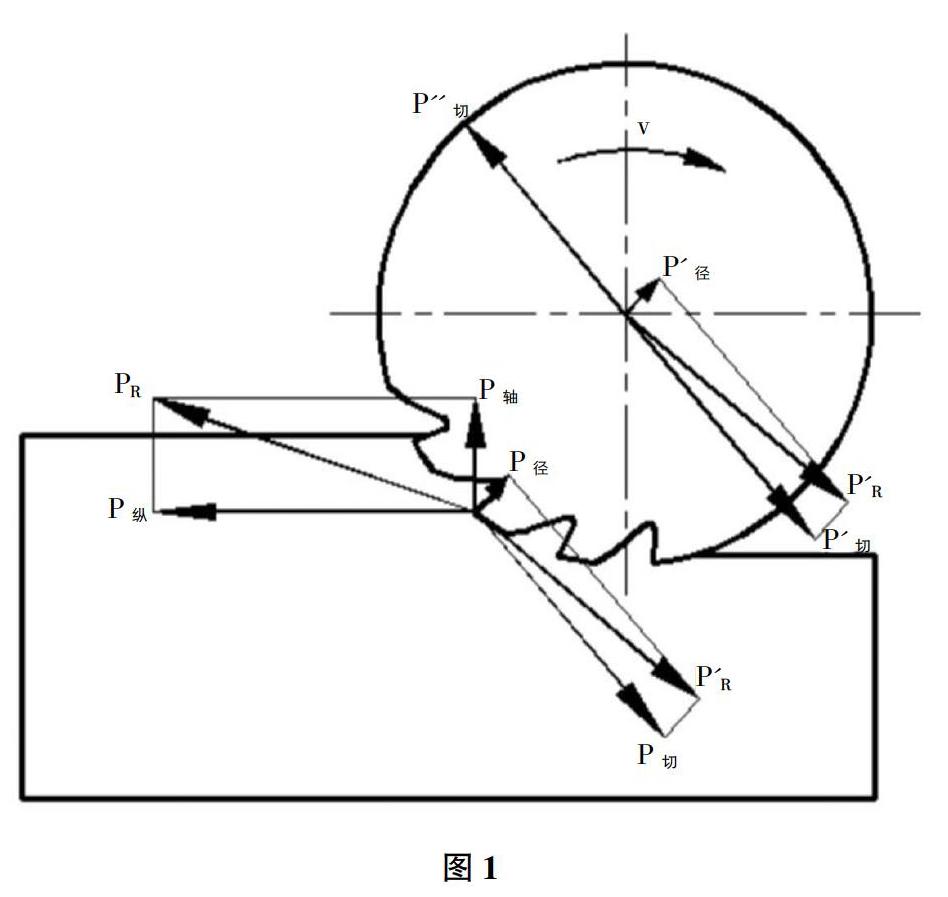
在铣削的装夹加工中,作用在工件上的夹紧力是根据零件的材料、形状、切削力等因素确定的,铣削加工时的铣削力,会随着切削的变形、摩擦力、切削参数的变化,使其在铣刀刀刃上产生切削力也随之变化,为了便于计算可用NOVEX切削数据估算软件,计算铣刀上的三个相互垂直铣削抗力,其分别为进给力、径向力、主切削力。在工件上产生的铣削力可以沿铣床工作台进给方向分解,分解成纵向、横向、垂直三个铣削分力。铣刀的切削抗力与工件的切削力是相等的,即P'=P。
铣刀上的铣削抗力P
铣床工件上的铣削力P
零件在加工过程中受到各种力的作用、切削参数、各种外界不确定因素的影响,使计算出的理论夹紧力不能满足零件加工装夹要求,所以在理论夹紧力的基础上还应乘以总安全系数,才能保证零件加工时的可靠性,实际的夹紧力等于理论夹紧力的大小乘以总安全系数,即
PJO=KP
进行零件的自动夹紧,可用电液比例溢流阀来实现,其电液比例溢流阀能连续、按比例的随着输入电信号而调节和控制液流的压力,液流的压力是与比例电磁铁成正比的输入电流决定的,输入的电流越大,液流的压力就越大,其不仅可以控制夹具夹紧力的大小还可以控制施加或取消压力的速率,易通过电气控制来实现自动控制的电液比例溢流阀,可以方便的根据输入、输出信号进行运算和处理,实现多级压力调节控制,使其夹紧力的范围增大,以压力的放大级数可用直动式或先导式,先导式压力调节范围大于直动式的压力调节范围,并响应快、精度高、压力变换连续、可减少压力变换的冲击、抗污染能力强、工作可靠、价格低的优点,所以选用先导式电液比例溢流阀来实现零件的自动控制夹紧功能,先导式电液比例溢流阀,可实现多级压力控制回路,根据不同的输入电流,溢流阀的压力也不同,当先导阀液流的压力大于弹簧的弹力时,先导阀芯打开,油液经先导阀口流出,主阀上腔压力为零,主阀芯打开,油液从P口进,T口流出。则比例阀电磁铁推动推杆,在弹簧上形成的推力大小就是液压回路中的压力变化的大小,利用比例溢流阀控制工件夹紧力是既简单又方便并易实现自动化控制。当先导阀液流的压力小于弹簧的弹力时,先导阀芯关闭,油液经油路流到主阀阀芯上腔,与主阀的弹簧力一体压紧主阀芯,使P口与T口处于关闭状态,因主阀芯是锥阀,体积小又轻,行程较小,阀响应快。阀套上的孔有油液分流作用,所以大大减少了噪音,流入主阀芯上腔的节流孔还起到了动态压力反馈作用,可提高主阀芯的稳定性,所以在工业控制中使用比较广泛。
为了保障比例溢流阀在工作时的稳定性,首先要保证先导阀要移动灵活、压力稳定受外界流量波动影响小,所以将先导式溢流阀的阀座设计成前后边带锥孔,作为先导阀的阻尼孔,减少通过导阀的锥孔产生前后压差,灵活移动锥阀芯,实现设定压力稳定性,通过改进此阀也适用于较大流速的场合。
根据比例溢流阀的特性,将先导比例溢流阀的阀座进行改进,改进完成后的进行流量、压力、输入电流的关系实验,在液压系统中用并联式双溢流,利用普通先导溢流阀设定系统的最高工作压力,用比例溢流阀控制电压由最大值逐渐减小,通过量具观察比例溢流阀溢流开启点。比例溢流阀开始溢流后继续调小溢流阀的控制电压,观察系统压力随控制压力变化的过程。将测试的电压值与对应的系统压力值分别记录下来,得出的结果比例溢流阀在控制电压-溢流压力特性曲线变化不大,但是比未换先导阀阀座溢流运动的运动性更稳定。
在保证夹具夹紧的平稳性基础上,在对夹具夹紧零件的多样性进行设计,夹具夹口在设计时为了装夹多种零件,将其夹口设计成大小不等的V型槽,利于圆形零件的装夹定位,夹口在装夹时与装夹板形成一个台阶,使零件在装夹时,保证加工零件长度方向和直径方向的定位精度,使其夹紧力一致,在夹口后边底板的上表面加工有安装压板的螺纹孔也可安装压板,当加工零件尺寸较大时可去掉夹口,将零件直接装夹在底板上,用压板压紧零件进行加工。
在夹紧系统中,在液压缸上安装一个电液比例溢流阀,它可以根据计算出不同的夹紧力输入相应的电信号,获得相应的夹紧力,并在夹具设置中安装了压力传感器,测得的夹紧力经过比较、放大,反馈给电液比例溢流阀,形成闭环控制,同时随着切削力的增大,液压夹紧力也随之增大,从而避免零件装夹力不够的情况。当系统正常工作时,换向阀处于中位时系统处于保压状态,当换向阀的左位得电时压紧液压缸缩回,使上腔油液经过单向阀流回油箱,松开零件。当换向阀的右位得电时压紧液压缸伸出,并依据电信号使比例溢流阀按照设定和比较的电流信号移动相应的距离,达到系统要求的液压力,保证工件装夹稳定。
参考文献:
[1]周炳章,陈国富.铣床工艺学[M].北京:机械工业出版社,1987.
[2]王正良.微机电液控制技术[M].大连:大连理工大学出版社,1993.
[3]卢雪红.液压与气压传动[M].徐州:中国矿业大学出版社,2018.
[4]贾铭新.液压传动与控制[M].哈尔滨:哈尔滨船舶工程学院出版社,1991.
[5]张兆顺,崔桂香.流体力学[M].北京:清华大学出版社,2015.
作者簡介:张小静(1971-),女,甘肃兰州人,毕业于兰州大学,研究方向为机械。