基于Minitab的DOE实验设计改进生产质量
2020-10-20 06:18万琳
价值工程 2020年28期


摘要:从企业的调研中了解到制卡企业印刷基材与PVC薄膜层压后的粘合力是其一项重要的指标,G公司使用剥离机测量剥离力,其要求大于6N的标准,结合企业生产现状,在公司运用6Sigma中的CTQ关键质量特性分析油墨印刷质量对粘合力影响主因,因此设计了一次DOE实验,通过进行双因子图分析,结合主效应图,立方图分析剥离力影响因素,得到最佳组合参数,而后优化印刷机工艺参数,在实际生产中得以验证改善粘合力强度。
Abstract: We learn form enterprise research that the adhesive force between the printing substrate and PVC thin film after laminated is an important index. G company uses the peel tester machine to measure the force,the standard requires more than 6N. To combine with the current situation of the enterprise production, by using 6Sigma method we analyze CTQ critical quality characteristics. Ink printing quality is the main factor of the adhesion, so we design a DOE experiment, through the analysis of double factor plots, combine main effects plots and Cubic plot to analyze the main influencing factors of adhesive force. The optimal combination parameter is obtained, and then the process parameters of the printing machine are optimized, which has been verified and improved the adhesive strength in actual production.
關键词:质量改进;六西格玛;DOE设计;Minitab
Key words: quality improvement;6Sigma;DOE design;Minitab
中图分类号:F203 文献标识码:A 文章编号:1006-4311(2020)28-0243-03
1 研究背景
以发展我国电子货币为目的,以电子货币应用为重点的各类卡基应用系统工程,将专用的集成电路芯片镶嵌于符合ISO7816标准的PVC(或ABS等)塑料基片中,封装成外形与磁卡类似的卡片形式,经设计、印刷、封装等工序制成。对于多批次多种类生产的制造业对质量的要求越来越高,受产品质量、生产成本、客户交货期等因素影响,亟需改变生产模式,引入六西格玛先进的精益生产理念,能快速、高效、准确的找到问题点,并予以解决满足市场竞争需求。
1.1 文献综述
智能卡的剥离力是行业规范的一项重要的要求,剥离力的影响因素有很多比如卡表面印刷油墨黏度、PVC薄膜的胶特性、层压工艺等等,而供应商提供的PVC薄膜胶特性在来料检验处一直较为稳定均可达到行业规范要求,层压设备及工艺的过程能力相对较为稳定,从技术角度研究影响印刷质量因素,对印刷油墨的印刷质量,其中一个指标为层压后的剥离力,剥离力较差时会将基材上的油墨粘下来,最常用的检验方法是用TESA胶带对印刷后的大张基片进行粘合力测试,如果拉扯掉30%以上面积的油墨,在层压后卡片剥离力差,卡表面胶膜会分层,而G公司的印刷使用的为UV型油墨,在印刷设备中设置UV固化工艺[1],它是指利用紫外光为能源,引发具有化学反应活性的液态物质快速转变为固态的过程,影响涂层表面附着力,UV光照的辐照强度、辐照时间、油墨厚度等因素对油墨附着力有影响。
结合G公司生产现场条件和环境设计实验,设计印刷设备印刷速度与辐照时间相关实验。G公司生产印刷主要依靠技术操作人员经验,印刷参数无统一工艺标准,造成印刷质量不稳定,基材层压后时常出现分层,为改进生产质量,运用六西格玛系统理论指导设计一组DOE实验,优化印刷工艺参数。
6SIGEMA实验设计(DOE)是一个实验策划的过程,通过最少的实验次数获得必要的技术信息,用合适的统计方法分析数据,包括实验设计和对收集的数据进行统计分析,统计分析方法依赖于所采用的设计方案。
1.2 本文创新点
粘合力及卡片分层缺陷是客户投诉的重点,而且一旦粘合力问题出现,将面临一个批次的大量废品,生产成本损失较大,本文研究如下:①目前推行六西格玛生产的企业不到1%,真正能使用这一系统理论解决问题的制造型企业更少,提供一个成功实践案例为制造型企业高效运用六西格玛理论中DOE设计解决生产问题提供方法途径。②本设计采用的是企业实践案例,具有真实可靠较其他仿真实验更具有可靠性[2]。③DOE实验设计方法基于6σ管理理论,选择合适的响应变量,实验必须选择影响应变量的关键变量x(因子)以及应用于因子的水平,方法的逻辑与思路清晰,在制造业运用推广范围广泛。
2 实验阶段
2.1 确定CTQ
通过分析影响卡片粘合力的工程特性,分解CTQ树[3][4],质量特性表如表1所示。
其中关键的质量特性分别是油墨附着力、PVC胶膜粘合力,而PVC胶膜由供应商提供,来料检验其质量性能稳定符合规范要求。
2.2 核心SIPOC分析
SIPOC模型是一代质量大师戴明提出来的组织系统模型,是一门最有用而且最常用的,用于流程管理和改进的技术。是过程管理和改进的常用技术,作为识别核心过程的首选方法,如图1所示。
2.3 关键特性DOE实验设计
在卡片分层粘合力关键质量特性中基材的油墨附着力对层压后粘合力起主要影响因素,设计一次DOE实验,我们经常需要面对的一个问题是,在相当多的可能影响输出Y的自变量X中,确定哪些自变量确实显著地影响着输出,如何改变或设置这些自变量的取值会使输出达到最佳值,传统的使用方法是将影响输出的众多输入变量在同一次实验中只变化一个变量,其他变量固定,其缺点是实验周期长,浪费时间,实验成本高,实验方法粗糙,不能有效评估输入间的相互影响。
使用DOE实验方法,实验策划时研究最有效的方式安排实验,能有效识别多个输入因素对输出的影响,实验后通过对实验结果的分析以获得最佳值的结论。
2.3.1 全因子设计
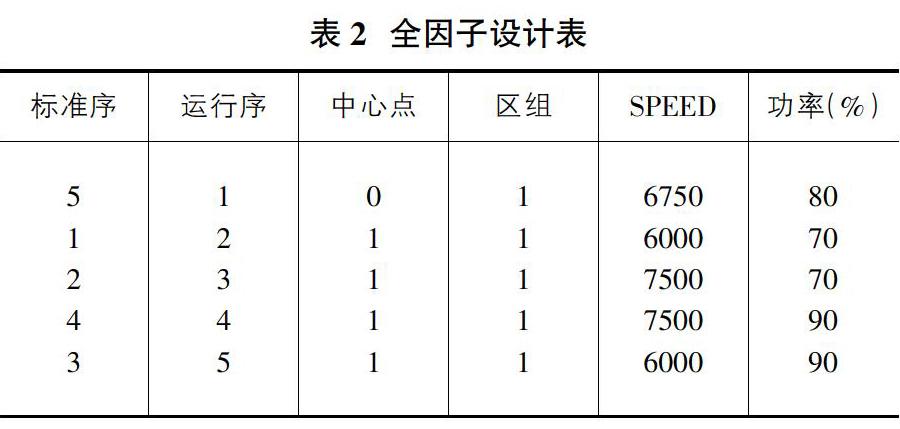
下面对实验设计过程进行说明,本实验设计2因子2水平的因子实验[5],2个因子分别为印刷机印刷速度(SPEED)和UV光照强度功率,2水平分别为低速度和高速度、高功率比率和低功率比率。在Minitab中设计的因子方案如表2所示。
在全因子实验中,增加一个中心点,设计标准序次数为5,增加了UV灯功率80%,6750转速的中心点,设计了一个因子数为2,实验次数为5次,中心点为1的实验模型。
2.3.2 全因子实验运行及结果
根据minitab设计的实验[6][7],现场找普通版面进行印刷小批量实验产品,并记录实验数据,每组实验20个大张取20个数据的平均值,共实验100个产品取值,汇总数据并进行正态分析,通过MINITAB数据分析正态性,P值大于0.05,符合正态特性。
归纳数据取各均值并记录在minitab表格中,如表3所示。
运用Minitab工具对实验数据进行主效应图分析,如图2所示。
通过对主效应图分析,速度与粘合力呈负相关系数,功率与粘合力呈正相关系数,两个因子对粘合力影响斜率较大的为功率,说明功率的影响因素比印刷速度要大(此项经过实际考查与分析相符),速度为6000转,功率设置为90%时达到最大值,但如果功率过大也会造成印刷过程基片过热造成变形。
进一步分析了解功率和速度是否具有相关性,作为两个因子之间的交互作用,运用minitab做交互作用图如图3所示。
图中两个因子线为平行,说明速度和功率不存在相关性。
对输入印刷速度和功率与输出粘合力之间做立方图,找到最优化参数工艺,如图4所示,速度6000和功率90%时的印刷工艺可让粘合力达到8.4512N最大剥离力值。
得到最优工艺参数后需要进行生产验证,通过实际生产验证,收集数据minitab分析,改进前过程能力CPK为1.16,实验后改进过程能力CPK达到1.83,如图5所示,制程过程能力达到优秀水平。
3 总结
我国虽然是制造大国,但还不是制造强国,在我国的制造行业中,本文对公司研究方法适用于其他制造行业,具有标志性参考意义,其次本文的研究方法是基于6西格玛实验设计,该方法将会给公司带来经济效益,国内制造行业能在质量管理中得到广泛应用,通过本文的研究希望能给未来应用6Sigama管理方法的公司带来丰富的经验,更希望将本文研究理论和方法推广到其他行业中。
参考文献:
[1]杨坤.UV固化设备及工艺参数优化[D].上海交通大学,2009(5).
[2]周南南,韦建,吴曉峰,于芹,应永琼.基于DMAIC法的进气歧管生产质量改进研究[J].青岛科技大学,2017(8).
[3]Gitlow H S,Levine D M.六西格玛绿带与倡导者手册[M].北京:机械工业出版社,2007.
[4]何侦.六西格玛管理[M].三版.北京:中国人民大学出版社,2014.
[5]戴宗莲,杨雷.基于正交实验的片式电感器印刷质量改善研究[J].工业工程,2017(10).
[6]何晓群,王作成.六西格玛管理与MINITAB软件[J].中国统计,2005(9).
[7]吴民生.六西格玛管理理念与统计过程控制[J].苏州大学学报(工科版),2002(5).
作者简介:万琳(1983-),女,湖北黄石人,讲师,硕士研究生,主要研究方向为工业工程、六西格玛精益生产。
猜你喜欢
军民两用技术与产品(2021年4期)2021-07-28
装备制造技术(2021年2期)2021-07-21
铁道通信信号(2018年9期)2018-11-10
中国质量与标准导报(2018年5期)2018-09-10
四川冶金(2017年6期)2017-09-21
科技与创新(2016年12期)2016-06-25
中国铸造装备与技术(2015年5期)2015-12-10
中国中医药图书情报(2015年5期)2015-11-05
软科学(2015年7期)2015-07-30