
XPI喷油器的构造与检修
2020-10-20 07:18徐业茂柏劲松张洪生
汽车实用技术 2020年15期
徐业茂 柏劲松 张洪生
摘 要:喷油器是高压共轨系统中经常出现故障的部件,掌握其构造和检修方法很有必要。文章详细讲述了XPI喷油器的构造和检修方法。当此类喷油器出现故障时,能准确快速地进行诊断排除。
关键词:XPI喷油器;结构;检修
中图分类号:U464 文献标识码:A 文章编号:1671-7988(2020)15-221-03
Abstract: The diesel injectors often fail in the high pressure common rail system. Holding the structure and methods of overhaul is very necessary. The paper dwelled on Structure and overhaul of the XPI diesel injector. You can diagnose and remove the troubles accurately and quickly when the injectors break down.
Keywords: XPI diesel injector; Structure; Overhaul
CLC NO.: U464 Document Code: A Article ID: 1671-7988(2020)15-221-03
前言
欧曼GTL超能版重型卡车上装用的ISG11L和ISG12L 型发动机,东风天龙和大力神等重型卡车上装用的ISL9.5L型发动机,它们都应用了国内康明斯自主研发的XPI(Excell -ent Performance Indicator)燃油喷射系统。该系统采用了超高压力(喷射压力达2000bar以上)共轨和多级喷射技术,提高了发动机的经济性和动力性,降低了发动机的排放和噪声。该系统装用的喷油器(简称XPI喷油器)是我国自行设计生产的,其外形和内部结构与博士、电装等品牌喷油器有很大差别。XPI喷油器的型号较多,外形上相差较大,但内部结构和检修方法基本相同。本文以福田康明斯4307475型喷油器为例讲述其构造与检修方法。
1 XPI喷油器的构造
1.1 XPI喷油器的基本结构
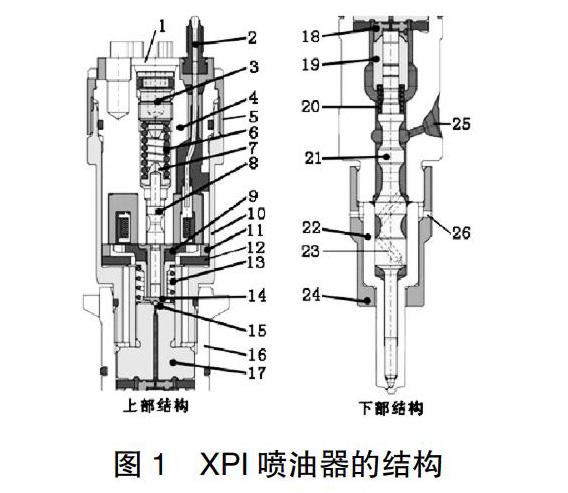
XPI喷油器主要有电磁阀组件、衔铁组件、阀组件、喷油器体和油嘴组件五部分组成。如下图所示。
1.堵塞 2.电接头 3.电磁阀弹簧调整螺钉 4.电磁阀 5.电磁阀压帽
6.电磁阀弹簧 7.弹簧座 8.衔铁芯 9.衔铁盘 10.阀组件定位套
11.銜铁升程垫片 12. 缓冲垫片 13.缓冲弹簧 14.球座 15.阀球
16.喷油器体 17.上阀 18.中阀 19.下阀 20.油嘴弹簧 21.控制活塞
22.针阀体 23.流量孔 24.油嘴紧帽 25.进油孔 26.回油孔
1.1.1 电磁阀组件
电磁铁组件主要有电磁阀压帽、电磁阀、电磁阀弹簧、弹簧座和电磁阀弹簧调整螺钉组成。XPI喷油器电磁阀比较长,中间有一个贯穿孔,用于安装电磁阀弹簧、电磁阀弹簧调整螺钉、弹簧座和堵塞。电磁阀下端面有小孔,燃油流入其中,对电磁阀进行降温,同时安装有密封圈防止燃油泄漏。电磁阀顶部接线端与线束相连。电磁阀压帽上有拆装定位槽,便于电磁阀拆装,侧面有喷油器详细信息,如喷油器编号等。电磁阀弹簧调整螺钉底部锥面与电磁阀弹簧接触,可以对电磁阀弹簧力进行调整。
1.1.2 衔铁组件
衔铁组件由衔铁芯、衔铁盘、衔铁升程垫片、缓冲弹簧、缓冲垫片、阀球、阀座等组成。衔铁芯表面经过渗碳处理,起到抗耐磨作用,上端装在弹簧座中心孔内,中部导向面与电磁阀内孔配合,下端装在衔铁盘中心孔内。衔铁盘比其它品牌喷油器质量大,当电磁阀断电后,在自身重力作用下,在最短时间内克服电磁阀的残留磁场,使阀球迅速回位。阀球用陶瓷材料制成,直径为1.2mm。缓冲弹簧的弹力比其它品牌喷油器要大,能更有效的保护阀组件。缓冲垫片起到控制缓冲弹簧力的作用,一般不做调整。
1.1.3 阀组件
阀组件主要有阀组件定位套、阀座与阀杆等组成。阀杆与油嘴针阀做成一体,又称控制活塞,这是XPI喷油器的独特之处。阀组件定位套外部有便于拆装的凸台,底部螺纹处装有防泄露密封圈,下部有两个小孔,用于进油与回油,通过燃油吸收电磁阀热量,给电磁阀降温。阀座由上阀、中阀和下阀三部分组成,这也是XPI喷油器的独特之处,这可以大大降低加工难度。阀组件采用无泄漏设计,不需要隔开高低压燃油油路。上阀的中心孔为回油孔,中心孔上端有半球状凹面,与阀球配合,控制回油通道开闭。中阀的中心孔为回油孔,与上阀的回油孔相通。中阀侧面的小孔为高压进油孔,通过孔径改变使燃油产生压力,使喷油器工作变得更加稳定。下阀的凸面与中阀底部配合,中心孔与控制活塞顶部配合,保证控制活塞运动灵活稳定。
1.1.4 油嘴组件
油嘴由控制活塞、针阀体、油嘴紧帽、油嘴弹簧等组成。油嘴弹簧的弹簧力比较小。控制活塞上有多个流量孔,且孔径不同,使流经的高压燃油的压力再次升高,将油嘴打开进行喷射,实现多级喷射。针阀体与其它品牌喷油器不同,顶部端面没有进回油孔。油嘴紧帽上有对称的两个回油孔,与发动机内回油通道相通,起到一定的降温作用。
1.1.5 喷油器体
喷油器体顶部开槽位置用来安装定位块,中部装有密封圈,底部用来安装喷油嘴。喷油器体上有进油孔和回油孔,回油通道内的油压保持设定值,保证喷油更精确,这不同于其他品牌喷油器。喷油器的回油流入缸盖内部的油道内,经过缸盖后部的背压阀流回燃油箱。
1.2 XPI喷油器的工作原理
1.2.1 静止关闭阶段
电磁阀不通电时,阀球在电磁阀弹簧弹力的作用下紧紧封住上阀的回油节流孔。高压燃油通过进油口流入喷油器体内且油压相同,油压同时作用到控制活塞的上端面和下部的承压锥面上,由于上端面的受力面积远大于承压锥面的受力面积,因此作用在控制活塞上的合力向下,控制活塞落座,紧紧封住针阀体下端的喷孔,喷油器不喷油。
1.2.2 喷射阶段
电磁阀通电,产生电磁力,吸引衔铁芯和衔铁盘向上运动。阀球被高压燃油顶起,控制活塞上端面处的高压燃油通过回油节流孔快速回油,油压急剧下降,控制活塞下部承压锥面处仍保持与轨压相近的油压,因此作用在控制活塞上的合力向上,迫使控制活塞抬起,高压燃油通过喷孔喷射入燃烧室,实现喷射。
1.2.3 停止喷射
电磁阀停止通电,电磁力消失。衔铁芯在弹簧力的作用下迅速下移,推动阀球紧紧封住上阀的回油节流孔。控制活塞上端面处的油压迅速增加,直至与接近油轨内的油压。作用在控制活塞上的合力向下,使其下移,封住喷孔,停止喷油。
2 XPI喷油器的检修
2.1 XPI喷油器的拆卸
XPI喷油器结构精密,在拆卸时操作台、环境要清洁,尤其要远离细小的金属颗粒和纤维等。在拆卸前,应准备好拆卸工具,该使用专用工具拆卸的零部件必须使用专用工具,否则易造成零部件损坏。拆卸前用柴油将喷油器外部清洗干净。操作过程应细心,轻拿轻放。拆卸步骤如下:1.拧下油嘴紧帽,依次取出油嘴紧帽、针阀体、控制活塞和油嘴弹簧。2.拧下电磁阀紧帽,依次取出电磁阀紧帽、衔铁芯、衔铁盘、球阀、缓冲弹簧、衔铁升程垫片和缓冲垫片。3.拧下阀组件定位套,依次取出上阀、中阀和下阀。4.拆下电磁阀头部的堵塞,拧出电磁阀弹簧调整螺钉,取出电磁阀弹簧。
2.2 XPI喷油器零部件的检修
2.2.1 电磁阀组件
电磁阀压帽变形或螺纹损坏应更换;电磁阀接线柱损坏、电阻值(应小于0.1-0.3欧姆)过大应更换,中心孔划伤应修理,有异物应清除,底部端面划伤应更换;电磁阀弹簧变形或锈斑应更换。弹簧座有锈斑应处理。拆卸电磁阀弹簧调整螺钉时,应将其旋到底再拆下,安装时,应将该螺钉旋到底再退出相应的圈数,螺纹损坏应更换。密封圈破损应更换。
2.2.2 衔铁组件
衔铁盘有锈迹应处理,中心孔有杂质应疏通,损伤应更换。衔铁芯导向面划伤或磨损应处理或更换,以防衔铁芯运动不灵活,造成喷油量不准等问题。阀球及球座磨损应更换。缓冲弹簧锈蚀、变形应更换。衔铁行程调整垫、缓冲垫片变形或锈斑应更换。
2.2.3 阀组件
阀组件定位套上的密封圈破损应更换,油孔堵塞应疏通,底部端面划伤或磨损应修理。上阀中间的回油节流孔堵塞应疏通,与阀球的配合面磨损应更换,以防回油量过大,造成喷油器工作不正常。中阀划伤或磨损应更换,油孔堵塞应疏通。下阀中心孔磨损应更换,上下端面磨损或锈蚀应修理。
2.2.4 油嘴组件
油嘴弹簧变形、锈蚀应更换;控制活塞顶部的圆柱面和下部的密封锥面磨损应研磨处理,流量孔堵塞应疏通。针阀体上的喷孔堵塞应疏通,内表面有划伤应更换,以防渗漏,造成喷油器喷油不准。油嘴压帽上回油孔堵塞应疏通,螺纹损坏更换。
2.2.5 喷油器体
喷油器体上的封密圈破损应更换,底部端面有划伤或锈斑应修理,进、回油孔堵塞应疏通。
2.3 XPI喷油器的装配
XPI喷油器装配时对清洁度要求很高。在装配前,应将拆下的所有零部件用超声波清洗干净,再用气枪逐个吹干,必要时做消磁处理。操作台应清洁,该用专用工具装复的必须使用专用工具。按拆卸的相反顺序进行装配,操作时注意:上阀、中阀和下阀的装配方向不能搞错。阀组件定位套、电磁阀紧帽和油嘴紧帽的拧紧力矩分别为70~75Nm、12~20Nm和60~70Nm,必须严格按要求拧紧。其它件应装配到位,不能错装漏装。
2.4 XPI喷油器的精准测量与调整
装配好的喷油器需要用XPI喷油器行程测量工具进行精确测量。XPI喷油器主要进行电磁阀压缩行程和衔铁升程的测量。
2.4.1 衔铁升程的测量
衔铁升程是指喷油器工作过程中阀球可移动的距离大小。用专用工具拆下电磁阀头部的堵塞,清洗干净堵塞孔内的残渣。拧出电磁阀弹簧调整螺钉,取出电磁阀弹簧及弹簧座。将千分表装到衔铁行程测量工具上,并将其安装到电磁阀顶部中心孔内,以相应力矩锁死,千分表归零。按下千分表顶杆,显示的数值即为衔铁行程。反复按压确保精确,标准为47-55微米。如果不符合要求,更换衔铁升程垫片进行调整,必要时可通过改变电磁阀紧帽的拧紧力矩进行微调。 衔铁升程对喷油器全负荷和预喷工况(指在主喷射之前喷射微量燃油的工况)的喷油量影响最为显著。在正常范围内,衔铁升程垫片越厚,升程越大,喷油量越大;垫片越薄,升程越小,喷油量越小。
2.4.2 电磁阀压缩行程的测量
装复弹簧座、电磁阀弹簧及调整螺钉。将千分表装到电磁阀压缩行程测量工具上并锁紧,在归零块上归零,反复按压确保精确。将测量工具放入堵塞孔内并下压,测量电磁阀弹簧调整螺钉端面至电磁阀端面的高度差,数值应为1.465mm。不符合要求,拧动电磁阀弹簧调整螺钉进行调整(调整范围1/6至1/8圈)。电磁阀压缩行程对喷油器怠速工况喷油量影响较大。数值越大,喷油器的开启时刻越迟,喷油量越小。
2.5 XPI喷油器的测试
装配好且经过精准测量的喷油器还应装到共轨试验台进行测试。试验台可用于博世、电装、康明斯等各品牌共轨喷油器的测试,并提供标准测试步骤和各工况标准喷油量和回油量数据,便于用户查阅。用户也可自定工况,添加或更改实验数据。
2.5.1 共轨试验台的基本操作
试验台主要对喷油器的全负荷、中速、怠速和预喷工况的喷油量及全负荷工况的回油量进行测试。测试时,将喷油器装到试验台上,连接好喷油器进回油管和电接头,关闭安全防护罩。打开试验台主界面,选择喷油器测试,选定喷油器的制造商、型号和测试工况,点击“开始”,即开始测试。标准数据与测试数据显示在屏幕上,在测试数值旁打“√”,说明数值在合理区间;打“×”,表明数值不在合理区间。或再测试数值旁打“+”,說明数值偏大,打“-”说明数值偏小。通过测试,用户可获得被测喷油器的精准数据,为后续维修提供依据。
2.5.2 油量偏差对发动机的影响
喷油器的喷油量或回油量与标准油量相比存在较大偏差时能引起发动机故障。全负荷工况喷油量过大易造成发动机冒黑烟、油耗高;过小易造成发动机转动无力,加速慢。预喷工况喷油量过大易造成发动机工作粗暴、冒黑烟;过小易引起发动机启动困难、加速无力。中速工况喷油量过大易造成发动机冒黑烟、排放超标;过小易引起发动机加速无力。怠速工况喷油量过大易造成发动机怠速冒黑烟,过小易引起发动机怠速熄火、启动困难、加速迟缓无力等故障。回油量过大,易造成发动机启动困难、加速无力等故障。回油量过大,说明油嘴组件、阀组件等磨损严重,造成燃油泄漏量较多,应修理或更换相关零部件。
参考文献
[1] 吴文林.电控柴油机发动机结构与故障维修[M].北京:化学工业出版社,2018.
[2] 王秀成,共轨喷油器精修大全[M].山东泰安,2018.
[3] 赵国富,赵阳.柴油机维修60天[M].北京:机械工业出版社,2017.
[4] 方俊,许立峰.商车车柴油机检修从入门到精通[M].北京:机械工业出版社,2015.
猜你喜欢
电子乐园·上旬刊(2021年7期)2021-07-19
汽车世界·车辆工程技术(下)(2019年6期)2019-10-21
中国电气工程学报(2019年25期)2019-09-10
当代工人(2019年13期)2019-08-05
当代工人(2019年24期)2019-01-17
中学生数理化·高一版(2017年1期)2017-04-25
初中生世界·七年级(2017年2期)2017-01-20
中学化学(2016年10期)2017-01-07
新高考·高三数学(2016年4期)2016-08-10
作文大王·低年级(2016年3期)2016-03-11
