
螺纹件计量仲裁的实施与判定
2020-10-21 04:14贾婉侠张龙岗古同
汽车实用技术 2020年12期
贾婉侠 张龙岗 古同

摘 要:由于螺纹量具中径公差带的存在,同一螺纹件使用不同螺纹量具检测时会出现两种相反的结论。因此,有管理职责的计量部门需对该螺纹件的合格性进行仲裁。实施过程可分为核对检测判定方法的一致性,再进行螺纹量具的尺寸检测以判定其检测结果的有效性,最后通过零件尺寸检测验证结论。仲裁关键是判定工件螺纹合格的螺纹量具是否符合标准规定,即螺纹量具合格则判定其检测结果有效。
关键词:螺纹量具;计量仲裁;尺寸检测;判定
Abstract: Because of the existence of diameter tolerance zone of thread gauge, two opposite conclusions will appear when the same thread parts is inspected with different thread gauge. The measurement department with management responsi -bility shall arbitrate the conformity of the thread parts. The implementation process can be divided into three steps. Frist, Check the consistency of the test determination method. Then the dimension inspection of the thread gauge is carried out to determine the validity of the test results. Finally, the conclusion will be verified by thread parts dimensional inspection. The key of arbitration is to determine whether the thread gauge meets the standard, which is determines the thread parts to be qualified. that is, if the thread gauge qualified, the test result is valid.
Keywords: Thread Gauge; Measurement Arbitration; Dimensional Inspection; Judgment
引言
身處汽车装配企业的计量部门,由于计量工作的管理职责,经常会碰到各类计量仲裁问题处理,其中螺纹件的入厂检测计量仲裁是较为棘手的一类问题。众所周知,一辆汽车上的螺纹件多达几十到几百种,在入厂检验时,一般采用每批抽检的方式进行检验,若抽检中有一件不合格,则整批会做退库处理。通常情况下,计量仲裁是在零部件供方自检合格但入库检不合格时由本计量部门进行的一次最终检测判定。目的是减少误判引起的供方质量损失。某些情况下,也对子公司零部件加工过程中的质量控制过程进行管理。本文将对近期处理的两例螺纹件计量仲裁案例进行剖析,简述与螺纹件有关计量仲裁的实施与判定。
1 某压力开关接口螺纹检测判定
案例描述:某批压力开关在入厂检验时出现争议,规格为M18*1.5-6h的螺纹接头部分供方检验和入厂检验结果不一致,入库检验人员检验压力开关时出现环规通端轻松通过,止端也完全通过的情况,但是供方使用的螺纹环规止端可以止住。因此申请进行计量仲裁。本长度实验室接到申请后从检测方法、螺纹量具的有效性以及零部件实际尺寸几方面进行分析。
1.1 检测判定方法
根据双方检测过程,螺纹合格性判定方法均为螺纹环规综合检测。检验时用M18*1.5-6h的螺纹环规检验,螺纹环规通端能通过,螺纹环规止端旋合不超过一扣即为合格。双方判定方法一致。
1.2 螺纹量具的有效性
根据供方提供所使用的螺纹环规委外校准出具的证书显示,其中径尺寸数据合格,使用周期有效。入厂检验使用螺纹量具为本实验室所出具本周期内的有效检测证书。在核对完证书的有效性后,本实验室就双方提供的螺纹件进行再次检测校准,根据中国计量出版社发行《螺纹量规检验手册》查询可得M18*1.5-6h通端中径为T:(17.009~17.039)μm止端中径Z:(16.868~16.892)μm.使用HPD1000测长机进行中径检测(该测长机经上级检测机构校准后精度符合示值误差≤±(0.5+L/1000)μm,检定证书号为GFJGJL2049190500711)。检测结果为:
T-量具通端尺寸 Z-量具止端尺寸
通过检验可见,入厂检验使用螺纹环规中径尺寸在合格范围内,供方所使用的螺纹环规通端及止端均小,螺纹量规无效。由此基本可以判定这批压力开关为不合格件。
1.3 零部件尺寸验证检测
经检测,零件中径尺寸偏小,与端口配合装配后较松动。综合判定,此供方使用不合格测量设备管控产品质量导致最终产品不合格。
2 某支架螺纹孔检测判定
案例描述:子公司某支架在生产现场检验时出现争议,规格为M14*1.5-6H的螺纹孔加工人和现场检验判断不一致,加工人自己使用螺纹塞规检验时塞规通端轻松通过,止端也可以止住,但是检验员使用的螺纹塞规通端不能完全通过,只进入一扣多,止端也可以止住。因现场所用螺纹塞规均为本实验室校准后确认合格且在有效期内,故申请进行计量仲裁。同样从以上几方面进行分析。
2.1 检测判定方法
螺纹合格性判定方法均为螺纹塞规综合检测。检验时用M14*1.5-6H的螺纹塞规检验,螺纹塞规通端能通过,螺纹环规止端不超过一扣即为合格。
2.2 测量设备的有效性
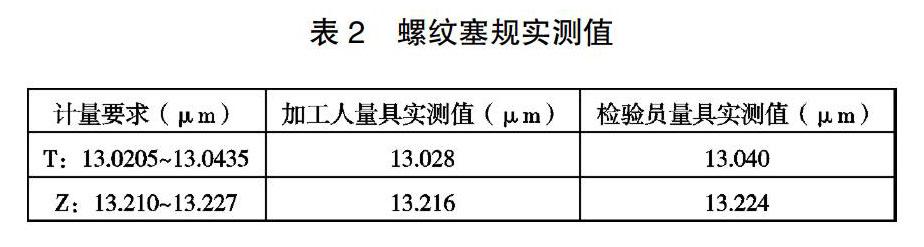
在确定螺纹量具在有效期内使用后,本实验室进行再次检测校准,同样根据《螺纹量规检验手册》查询可得M14*1.5- 6H通端中径为T:(13.0205~13.0435)μm,止端中径Z:(13.210 ~13.227)μm.使用HPD1000测长机进行中径检测(检测证书同上)。检测结果为:
T-量具通端尺寸 Z-量具止端尺寸
通过检验可见,加工人及检验员所使用螺纹塞规中径尺寸均在合格范围内,通过实物比较来看,加工人使用螺纹塞规磨损较多,但未到磨损极限,测量设备合格。由此可以基本判定该支架为合格件。
2.3 零部件验证检测
经同样规格的另一合格塞规检测零件孔,可以通端通过,止端止住,因此,零件为合格件。
3 案例原因分析
以上为本实验室螺纹件仲裁中出现的代表案例,目前,通用螺纹件加工符合GB/T 197-2003规定的基本螺纹尺寸及GB/T 197-2003规定的基本螺纹尺寸公差。此类螺纹的检验通常包括:一、螺纹单一中径的检测。可反映螺纹加工的精密程度,中径尺寸的合格并不能反映螺纹真实的旋合状态,仅为位置质量的检测。二、旋合性的检验。旋合时,内外螺纹在牙侧面相接触,因此牙侧面的形状和位置精度對螺纹的接触精度、连接质量起着决定性影响。要确保螺纹的连接质量,就必须沿着牙侧对牙侧面规定一个允许变动区域,即中径公差带。而利用具有完整轮廓的螺纹极限量规进行旋合性检测才能反映出螺纹件的中径、螺距、牙型角在旋合长度内是否超出中径公差带。故实际加工生产中推荐使用螺纹量规等测量设备进行综合检测。
而螺纹量规在制造时符合GB/T 3934-2015规定的普通螺纹量规技术条件。同样由于中径公差带的存在,螺纹量规在制造中也存在上偏差和下偏差。故同一螺纹件在不同螺纹量具检测时偶尔会出现两种相反的结论。这就是计量仲裁出现的根本原因。
4 结论
我们在实施计量仲裁时,首先明确判定标准,即螺纹量具的通端需能完全通过,止端通过不超过一扣为合格(根据本企业标准此处应有施力大小的规定)。其次,根据不同量具的使用状态进行判断,是否校准合格,是否在有效期内,基本条件都满足后使用检定合格的测长机进行下一步的螺纹量具中径测量。根据所测值判断是否符合《螺纹量规检验手册》中规定的公差范围。根据规定“当检验中发生争议时,若判断工件螺纹为合格的螺纹量具符合标准规定,则该工件螺纹应作合格处理。”这里是指,若申请仲裁的其中一方螺纹量具不满足《螺纹量规检验手册》规定则可判定由其检测螺纹工件的检测结果不正确。若申请仲裁的螺纹量具均满足《螺纹量规检验手册》规定,则判定待仲裁被测螺纹工件检测结果应为合格。依此规定完成判定以后,需使用另一检测合格的螺纹量具进行复测加以验证。必要时,对零件尺寸进行再次检测。
计量仲裁判定在实施过程中,需注意以下几点:
(1)螺纹量具的校准证书必须是具有资质的上级单位出具。且在有效周期内使用。
(2)经检测被判定不合格的螺纹量具需进行批次产品不合格追溯。
(3)在现场使用的螺纹量具需根据使用频率定期送检。
(4)检验部门或者用户代表在验收螺纹工件时应使用磨损较多或者接近磨损极限的通端螺纹量具或者新的磨损较少的止端螺纹量具进行测量。可减少部分误判。
参考文献
[1] 余志新,钱景行,孟宪新等编著.螺纹量规检验手册[M].北京:中国计量出版社出版,1988.
[2] 徐孝恩编著.螺纹检验与测量[M].北京:中国计量出版社出版,1984.
[3] 国家标准GB/T3934-2003普通螺纹量规技术条件[S].北京:中国计量出版社出版.
