转向架构架典型焊缝的焊接工艺优化
2020-10-21 04:52侯文涛冷传彬李玉振
大众科学·下旬 2020年5期
侯文涛 冷传彬 李玉振

摘 要:从当前自动焊接工艺的发展来看,为了可以满足铁路列车的安全性和稳定性,这就需要对铁路列车转向架焊缝的焊接质量格外注重。因此,本文主要围绕转向构架的焊缝焊接工艺进行探讨。
关键词:转向架构架;焊缝;焊接工艺
引言:
从目前转向架自动焊接技术的应用范围来看,大多数都是应用在铁路列车的转向架架构焊接工艺当中,一方面由于铁路列车在运行的过程中,会对底层的转向架产生较大的耗损,使得对于转向架的焊接质量要求较高。另一方面,铁路列车在运行当中,容易增加转向架角焊缝的疲劳度,使得容易减少铁路列车转向架的使用寿命,这就需要很对这些焊缝进行高精度的焊接处理。因此,基于以上焊接需求,以下内容先分析当前在铁路列车的转向架焊接工艺中,容易影响焊接质量的因素,然后对焊接工艺的质控措施提出改善建议。
1、焊接质量影响因素
1.1 焊接部件的精度
在焊接精度方面,如果在实际焊接工艺中存在精度偏差情况,往往由于检修人员没有注重定期的检修维护工作,使得原有的板材焊接结构因为工序繁杂,随着时间的流逝会使得原有结构中的部件尺寸,会悄然间发生微小的变化,久而久之就会影响整个焊接结构的稳定性,从而导致转向架的焊接性能下降。
1.2 自动焊接设备的精度
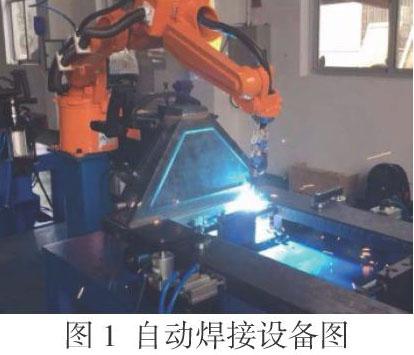
在当前铁路列车转向架的焊缝工艺中,为了可以准确地确定焊缝位置,通常都是应用图1中的自动焊接设备,自动地将整个转向架焊接结构以坐标图的形式展现出来,在确保无误的情况下,再使用焊枪对转向架架构展开焊接工艺,其中TCP和机械零位是较为关键的设施。
1.2.1 TCP程序
所谓TCP程序,就是将焊枪作为整个焊接工艺的中心,然后围绕焊枪在转向架的自动焊接程序中设置合理的焊接轨迹,当焊枪顺着这些轨迹进行焊接时,就可以保证转向架焊接质量,从而可以提升转向架的稳定性。
1.2.2 机械零位
在以转向架架构为核心编制的坐标图中,通常都是以机械零点作为焊接的基准点,当机械零点在图中发生变化时,其余的所有坐标位置都将发生相应的改变,所以通常机械零点的位置不能轻易变更,否则会对后续的转向架焊接工程造成较大的影响。
1.3寻点定位的影响
在实际焊接的过程中,由于自动焊接会受到客观和认为因素的影响,难免会发生相应的变化,这就需要通过自动焊接设备中的内部程序,利用带电喷嘴的定位功能,可以实时地查找定位发生精度偏差的位置,然后自行调整和矫正偏差的焊接精度,以此减少不必要的损失。所以,在展开转向架焊接工艺之前,需要预先检查焊接喷嘴与自动化程序构件的接触是否存在问题,以便在定位检测时影响焊接效率。
1.3.1 焊枪喷嘴
在上点已提到焊枪喷嘴可以作为定位精度的工具,所以為了不影响定位效果,需要焊接人员在使用焊枪之前,对存在于焊枪喷嘴表层的油渍和灰尘进行及时清扫,以便影响在焊接过程中的导电性能,使得降低焊枪喷嘴的定位性能,从而降低焊接质量。
1.3.2 导电嘴
顾名思义,导电嘴就是将电流稳定地导入进焊枪喷嘴中,然后焊接人员可以有效地使用喷嘴进行定位。但是,实际上导电嘴中并不带有电流,只要当焊接时才会通电,这是为了避免导致喷嘴内部的焊丝产生电流,进而导致焊丝带电影响焊枪喷嘴的定位精确性,使得降低焊接质量。
1.4 操作监控人员
在当前的自动焊接工艺中,虽然已经加入焊接喷嘴、TCP等现代化机械工艺,但是在控制和实施上仍使用人力操控的方法,所以如果想要保证焊接质量,还需要对焊接操控人员进行督促。一方面,需要加强操控人员对转向架架构的焊接工艺水准,使得可以降低后续维修护理的成本。另一方面,需要操控人员具备对发现异常情况的应急技能,使得可以及时止损。但是,从目前大多数的铁路铁车转向架的焊接操控人员的专业素养来看,仍有部分人员没有达到这两方面的技术要求,这就会对转向架的焊接质量产生影响。
2、质量控制措施
以图2为例,从该图中可以看出,该转向架的横梁架构较为精密,如果想要提升对该构件的焊接质量,这就需要利用人为焊接工艺增进自动化焊接工艺,可以从以下两个方面着手。一方面,为了可以保证横梁架构尺寸的合理性,需要注重图中横梁焊接中产生的焊缝位置,如果焊缝位置不合理就会造成组焊间隙位置存在差异,使得焊缝截面位置也会出现偏差,这就会造成焊宽不足的问题。那么,为了可以避免该类问题,这就需要在焊接转向架横梁架构时,既需要保证产生的焊接偏差保持在1毫米以下,又需要保证组焊间隙需要保持在2毫米以下,同时利用自动化焊接机器人的辅助作用,使得可以在一定程度上保证横梁架构的焊接质量。另一方面,在使用自动化焊接机器人的时候,操控人员需要格外注重大小在2毫米以下的坡口焊接间隙位置,因为目前使用的自动化焊接机器人还不能有效地识别精度在2毫米以下的坡口焊接间隙,容易导致因脉冲过大产生焊接熔穿的问题。那么,在遇到这种情况时,需要操控人员及时停止机器人自动焊接,然后调动检修人员及时展开底焊预处理工艺,从而有效地进行止损。
结束语
综上所述,因此,在铁路列车转向架架构的焊接过程中,为了可以保证铁路运输的速度和货运要求,必须要注重转向架的焊缝焊接质量,同时需要注重转向架架构的焊接接头的疲劳度。那么,这就需要在焊接工程展开前,预先充分地考虑到符合实际要求的转向架构架及焊缝焊接技术类型,使得可以提升铁路列车的转向架架构的稳定性。不过,由于转向架架构的焊接工艺是较为复杂的工艺技术,需要人工和机械同时作业的情况下,才可以保证转向架架构的焊缝焊接质量。并且,由于铁路列车使用的转向架架构面积大、数量多,这就需要焊接T型角焊缝,既可以适应铁路列车架构的刚度需求,又可以延长架构的使用寿命。还有,在使用熔透型T字角焊缝的时候,需要注重焊趾处的焊接工艺,避免造成过度的焊接疲劳破坏,使得可以提升焊接质量。同时,可以借助自动化焊接技术,利用焊枪喷嘴的精准定位性能,使得可以提升转向架架构的焊接精度,从而可以提升转向架架构的焊接质量,进而有利于提升铁路列车的运输稳定性。
参考文献:
[1]张红涛,牛小伟.机车转向架构架焊接技术分析[J].《现代制造技术与装备》,2016(7):158-158.
[2]高志波.焊接转向架典型焊接结构疲劳性能与焊接工艺研究[J].黑龙江科技信息,2017(14):49-49.
[3]王彦涛,张泽,毛永文,寇怀志.转向架构架典型焊缝的焊接工艺优化[J].轨道交通装备与技术,2019(06):47-50.
猜你喜欢
风能(2020年8期)2020-04-19
中国高新技术企业(2017年10期)2017-06-20
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年1期)2016-03-30
美与时代·城市版(2014年2期)2014-04-15
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
活力(2009年11期)2009-11-16