转向架侧梁焊接工装通用性设计及应用
2020-10-21 04:52李玉振徐洪银赵文龙
大众科学·下旬 2020年5期
李玉振 徐洪银 赵文龙

摘 要:转向架在列车车辆中扮演着重要的角色,属于所有列车车辆的关键与核心部位。在落实转向架制造任务时,侧梁首当其冲,属于首道制造工序。怎样科学控制及管理焊接变形,位于组焊侧梁中的各零件,顺势成为侧梁焊接相关工作落实中需要重点攻克与关注的工艺难点。从我国当前现行加工以及压型制造的整体实力出发,针对压型结构后的侧梁以及加工后得到的成品盖板而言,为有效控制变形可以选择侧梁焊接工装,进而有效降低焊后调修的整体工作量。本文以侧梁焊接工装相关通用性研究及设计为中心展开研究,通过本文的论述可知,科学落实上述工作能节省一定的工装制造费用,节约现场的作业场地,进而实现工装的精准化制造。本文在撰写时,结合笔者自身经验,在论述中以现有车型为支撑,开展侧梁结构的剖析与探究工作,总结与研究之前设计的部分侧梁焊接工装,并提出心的设计理念,拟订全新设计方案。
关键词:侧梁;侧梁焊接;通用性;控制变形
引言:
如果列车要想在投入使用时实现快速以及平稳的运行,那么转向架的性能就非常重要,基于转向架分析可知,侧梁属于转向架中最关键的承载部件,它的焊接质量将直接影响列车后期运行的实际安全性能。所以,科学落实侧梁的相关焊接工作极其重要。本文以侧梁焊接为切入口展开讨论,通过本文的简要论述,希望能有该行业工作人员往后焊接工作的科学、有效落实奠定基础,为我国相关行业的发展添砖加瓦。
1分析侧梁结构
笔者通过调查與研究可知,我国转向架侧梁的在制机型较多,通常来说,业内人士会根据具体类型对其做出分类,具体的类别有高速车、出口车以及城轨车。此外,有时还会根据结构进行分类,如果按照结构分类就有压型梁结构、铸件和板式结合型结构以及板式结构。笔者还将其分为典型式侧梁结构以及特殊车型式侧梁结构。
笔者在撰写时搜集了大量的侧梁图,通过研究及剖析得知,在侧梁的一步焊接当中,从基本结构出发,所有类型侧梁都有较强的一致性,不同之处就在于各部件的属性与作用存在差异性,所以设计结构也会产生较大的差异。所有类型的侧梁结构都相差无几,都是由立板、筋板以及上下盖板组成,在具体工作的落实中,要以车间当前情况为参考依据,选择科学有效的机器,例如头尾架式焊接变位机。
2侧梁焊接工装设计
2.1确定夹具体
承担焊接任务的工作队伍要综合考虑各侧梁的实际长度范围、实际宽度范围、施工现场的实际作业情况以及使用性等因素,科学确定夹具体板面,合理控制板面大小。通常来说,要把侧梁长度控制在2600毫米到3400毫米之间,夹具体的实际总长是4100毫米,宽度为900毫米,通过多种车型的实际运用,以上提及的尺寸范围较为合理,通用性较高,符合相关设计的实际要求还具备操作便捷性。
2.2定位,顶紧,压紧机构
总览我国的建材市场,一共有两种侧梁上下盖板,一种是分块的,另一种是整体的。针对整体盖板来说,在侧定位设置时只需设置两个,而对于分块盖板来说,必须确保每块盖板都设置两个定位,将每块盖板的定位汇集起来,使整体的定位调试符合图纸的相关要求。和上下盖板一样,立板它也分为分块结构以及整体结构两类。对于分块结构来说,立板组队以及焊接工艺都较为复杂,工装相关的定位、压紧以及顶紧机构也会出现小幅度的增加。为确保焊接工艺达到相关规定及要求,在定位时一般楷书要选择位于机械后方的面与孔,定位位置选择一定要有极高的精确度,要注意的是,毛坯面按照规定不能充当定位的基准面。在顶紧装置位置选择与设立中,要以定位面为基准,设计在对立侧,不能单独顶紧某个具体工件。压紧装置设置也是一样的,必须遵守同样的原则,也就是说,在压紧工件下方一定要有与之对应的装置,例如定位板以及定位块。如果将焊接变形设为首要考虑因素,那么在压紧装置设置中就可以适当忽略定位块以及定位板的具体存在了。在具体的工作落实中,可以选用在日常中使用频率较高的压紧结构(如图一),采用此类压紧丝杠能有效控制及管理焊接变形。如果在立板结构设计中遭遇较为特殊的结构,就可以采用蘑菇头型定位装置,通过大量的实践得知此类定位方式较为精准、便捷。在焊后侧梁环口以及横梁管的实际组装中,要有效控制公差范围,给侧梁以及横梁管相关焊接工作的有序、高效进行做铺垫,确保相关焊接工序符合有关质量规范及要求。
2.3辅助装置设计
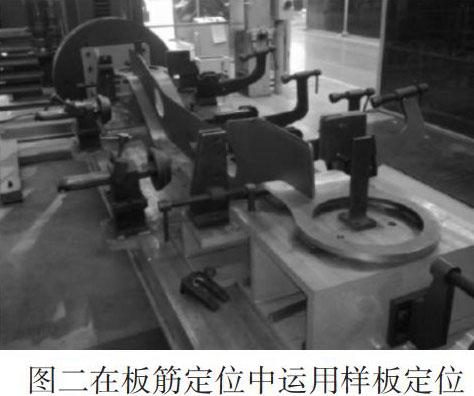
通常来说,辅助装置是由样板和撑子两个元素组成的。在辅助装置的设计中,根据相关标准挑选符合规范的干筋板,之后将这些筋板放置在两个立板的中间区域,在筋板放置中,通常会选择整体形式定位。首先要在夹具体当中设置一个可以容纳筋板的装置用来定位,然后就要以该筋板作为定位的基准运用样板来定位其他的筋板(如图二),这样一来省时又省力,还能在一定程度上节省成本支出,节约一定的操作空间。在实际运用中,在筋板定位中运用样板定位的出现频率较高。
2.4侧梁焊接工装的通用性
有关单位在开展设计活动时要综合思考侧梁焊接当中的工装夹具体、压紧装置以及定位块之间的互换使用,实现以上目标的基础就是要将各零件的结构尺寸以及与之相匹配的尺寸进行科学分析,对于毛坯件与加工后得到的装配件来说,要重点关注尺寸的变化。将工装相关通用设计科学、有效的作用到实际生产当中,可以有效节约准备的总周期,降低总体的成本开支,避免有关资源的肆意浪费,应该得到相关领域以及国家有关部门的大力宣传以及推广,有效提升它的实际运用率。
3结论
综合来说,通过笔者长时间的调查与探究可知,当前转向架侧梁焊接相关工装通用设计与运用在国内相关有关领域已获得了广泛的宣传及运用,收获了较好的运用效果。在项目产品结构差别较小的情况下有效落实通用设计,就能节省工装的实际制造成本支出,并且一套工装可以运用于多个结构类似的项目当中,有效解决多个工装同时占用场地的具体难题,进而有效提升企业与行业的经济收益。所以,在今后的轨道工装夹具中,要根据情况适当推广及运用工装夹具通用性设计理念,为国内该行业的有序、稳定以及持续发展添砖加瓦。
参考文献:
[1]沈革新.运用反变形方法合理控制铝合金车顶焊接变形[J].热加工工艺,2016(3):240-241.
[2]张磊,武永亮,段志华,等.160 km/h货车转向架组焊工艺及焊接变形仿真[C]//中国铁道学会快捷货车转向架技术交流会论.文集,2016.
[3]祁建伟,安博,胡文浩,等.转向架横向止挡座自动化焊接技术[J].焊接技术,2017,46(10):95-96.