动车组转向架构架焊接材料工艺分析
2020-10-21 23:41赵文龙郭成徐洪银
大众科学·下旬 2020年5期
赵文龙 郭成 徐洪银

摘 要:众所周知,动车已经成为城际的主要交通工具,运行牵引机制轨道,时速能达到160km/h至250km/h,运输对象是人,所以人们对动车的安全性能非常重视。动车运行的安全性不仅仅是动车车体本身的安全性,还涉及到交通指挥系统、地面轨道、电压线轨道等。转向架就是轨道中的一环,并且与指挥系统连接。这对动车轨道和转向架硬件的平滑性、稳顶性、安全性提出了更高的要求。转向架是由母材和焊接材料共同构架的,目前我国焊接技术和焊接材料有一定的基础,但为了优化工程构架,提升安全性能,焊接材料的工艺还在做进一步研究。对焊接方式、工艺、材料的选择要求都非常严格,对焊后成型的尺寸、精度都有规范的检验标准。本文简要阐述地铁转向架自动焊接材料工艺的相关分析。
关键词:转向架;焊接材料;焊接工艺
引言:
随着我国动车网络的组建,动车路线已遍布国家大部分城市。每天有上百辆动车在行驶中,且是共享铁路轨道,所以动车需要接受铁路调度中心的控制,实行牵引与制动,保证在规定的距离之内停车。如果无法做到精准有效地控制动车,将会出现车体从转向架上掉落、转向架带着动车离开轨道,甚至是动车相撞,造成严重的人员伤亡和财产损失。
一、动车转向架的构成及作用
动车转向架构成复杂,涉及的部件较多(如图1所示)。其作用是满足动车的运行要求:增加动车载重、容量、提高运行速度等。动车车身可靠地坐落在转向架上,由转向架牵引着动车灵活地在直线、曲线路轨上行驶,并保障动车运行过程中的安全形、稳定性。随着铁路的发展和动车的提速,高质量、高性能的转向架尤为重要。
二、焊接材料的选择
耐候钢(主要材料为SMA490BW)是动车转向架构主结构材料,是标准的动车组件构建材料,为了更好的实现耐候钢的焊接效果,焊接材料的选择,需要从碳量CEV化学成分、耐腐蚀性指数、力学性能等方面进行评定。经过大量的实验,最后发现CHW-55CNH焊丝与耐候钢的焊接融合度和成型效果最佳。
三、焊接材料工艺分析
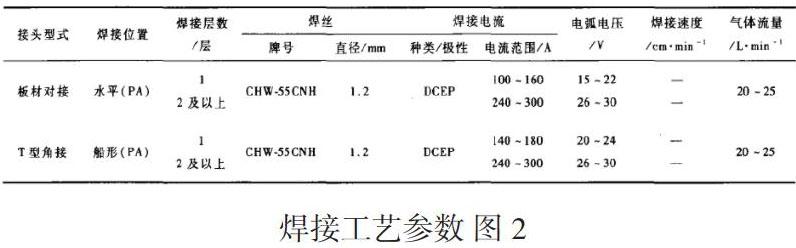
根据动车转向架的母材(耐候钢的金属材质)和所用焊丝的特性,转向架沟焊接材料的工艺有全焊透对接焊缝、全焊透T形接头、角焊缝接头等工艺。对焊接工艺中的电流、电压、焊接层数、道数等参数,根据焊接部位材质厚度和性能要求而定。
3.1 全焊透对接焊缝
全焊透对接焊缝常用于钢型材料的结构拼接,焊后焊接丝材料是焊缝的主要组成材质。为了增加焊缝与两端连接的牢固度,在焊接部位通常会使用引弧板和引出板,同时起平缓过渡焊接接缝的租用。在施焊过程中,为了让焊丝材料充分填满母材缝隙,保证接口处材质的厚度,硬度,韧性等各项指标都达标,可以根据转向架技架构中各个部位钢材的厚度,由薄至厚,采取直边、V型、K型、X型、Y型坡口接缝形式。
3.2 T型角焊缝
T型角焊也是金属件焊接中常用的一种方式,两个部件成T字型摆放焊接而成,所形成的焊缝角度一般在0-45度之间。因为角焊部件摆放的特性,导致角焊接对焊接材料和工艺的要求比较高,尤其是焊接后焊缝的硬度和韧性,硬度达标才能保证焊缝的稳定性,具有一定的韧性能保证部件在弯曲或碾压情况下不被轻易折断。
3.3 Y型坡口焊缝
Y型坡口焊接分为直Y和斜Y两种,主要是用于母材较厚的情况。这两种间隙形状都需要采用双面焊接,才能使焊丝充分填充在间隙里。间隙不大的情况下,可以直接焊接;间隙过大,直Y型可以考虑加入辅助连接件,增加焊缝的稳定性。
四、焊接材料工艺评定
焊丝材料CHW-55CNH的工艺评定标准,是按照《钢、镍以及镍合金的焊接工艺评定实验标准》制定的,具体的评定内容主要是各种工艺焊接接头的成型形情况、牢固性、稳定性、熔透性等。评定方式分两种,一种是人工评定,即宏观评定;另外一种是使用机械工具自动检查,即通过磁粉和超声波工具进行微观检查。
4.1 焊缝裂纹
Y型焊缝裂纹检查,除了查看焊接表面是否有裂纹,还需要对其焊接部位进行解剖,统计断面和根部的裂纹率。T型角焊缝折断面缺陷检查,需要从弯折部位附近的表面、切口面以及熔合界面部位进行检查,查看是否有裂纹、气孔等焊接缺陷。耐候钢和CHW-55CNH焊丝,采用MAC焊接方式形成的焊缝裂纹和气孔发生概率很小,由此可见,母材的可焊性和焊丝的良好抗裂性能除了依据自身材质特性,焊接方式的选择也很重要。
4.2 接头焊缝力学性能
按照取样和性能检测标准,对CHW-55CNH焊丝所形成的焊接头,从屈服强度、拉伸强度、延伸率等内容项进行指标检测,经过强力拉伸、碾压、冲击以及正负180度弯曲,接受检测的拉伸面完好无损没有裂纹,则接头焊缝性能符合检测标准,满足母材对焊缝力学性能指标的要求。接头焊缝的力学性能标准根据母材而定。
4.3 焊接接头硬度测试
参照相关硬度测试标准,对焊接接头的硬度进行维氏硬度测试。检测接头的硬度是否平均分布,焊缝和HAZ的硬度是否在熔合线范围内,最高硬度值是否超过HV225。接头区的硬度过高,焊缝就形成了脆硬组织,韧性储备不够,在实际用过程中容易发生折断现象,导致无法预估的严重后果。
4.4 焊接接头熔透度
接头焊丝与母材的熔透度的检测,需要切开焊缝接头观察横截面。首先是物理特征,观察表面和内容是否由气孔、裂纹、夹渣等缺陷。然后是化学特征,使用工具检测焊丝与母材熔透后,在焊缝区、熔合区、过热区形成的组织元素及其形状。
4.5 焊接变形
焊接变形有两种,一种是焊接接头变形,另外一种是焊接过程导致的部件变形,任何一种变形都会对转向架的运行产生严重的影响。接头变形的检测,主要是检测焊接过程是否改变部件原来的弧度、水平度等。对于精度要求较高的部件人工是无法完成的,需要采用专业仪器进行检测。
4.6 疲劳检测
母材焊接后需要投入到实际应用中,为了保证焊缝的安全性和稳定性,需要对焊缝实施疲劳检测,采用单点法对母材和焊丝的应力进行循环测试,检测其应力最大极限值,以及在标准值110Pa范围内是否出现断裂现象。
结束语:
综上所述,焊丝材料以及焊接材料的工艺,在一定程度上决定了动车转向架的稳定性和安全性,焊接材料和工艺的优化十分重要。为了保证动车组转向架架构焊接的质量,焊接材料和焊接工藝的采用都需要经过严格的工艺检测,达到使用标准才能实际应用。
猜你喜欢
科技信息·学术版(2021年12期)2021-10-22
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
山东工业技术(2019年5期)2019-03-13
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年1期)2016-03-30