一种基于双拉线编码器的平面位置测定及SCARA机器人末端误差检测的方法
2020-10-21 21:25侯昱辉
科学导报·学术 2020年30期
关键词:测量技术
侯昱辉


摘 要:测量技术与各个领域的技术发展息息相关。近百年以来各行各业发展势头迅猛,尤其是信息技术方面的迅猛发展对测量技术提出了更高的要求。测量技术的蓬勃发展更是大大提高了测试测量仪器的准确性和效率,为科学技术的发展提供了有力的保证。在精密机械,电子和微机电系统等行业中,对精密测量和定位的要求更是日益严格。如今,各种各样的定位测量设备充斥着市场,二维光栅和三维测量机更是已在世界范围内广泛使用,但是由于其价格昂贵以及需要学习如何使用支持软件,它无疑提高了其使用的门槛。本文主要使用双拉线编码器组成直角坐标系,以检测SCARA机器人末端的错误。
关键词:测量技术;双拉线编码器;笛卡尔坐标系;末端误差检测
引言
目前,随着科学技术的蓬勃發展,测量技术对测量技术和测量设备提出了更高的要求,目前市场上广泛使用的二位光栅和三维测量机价格昂贵且软件学习成本大,上手较难。图像处理容易丢帧且对设备的响应速度要求极高否则会影响数据处理。
对机械设备的位置及速度检测精度越来越要求严格,同时也对成本,安全性与可靠性方面也有更高的要求,本文采用双拉线编码器可以完善这些要求,以双拉线编码器为主要测量器件,通过数据采集板和上位机可以得到双拉线编码器的坐标位置,同时该系统是闭环系统,能够对位置进行补偿,精度更加准确。
1 测量方法
1.1标定笛卡尔直角坐标系的位置
如下图1所示,坐标系标定系统是由基板1、拉线编码器2、旋转台部件3、直线轴承基座4、法兰直线轴承5、铰接部件6、数据采集板7、计算机8组成的,所述的旋转台部件3和所述的直线轴承基座4都通过螺栓固定在所述的基板1上,所述的铰接部件6的轴末端装配在所述的法兰直线轴承5内,所述的拉线编码器2装配在所述的旋转台部件3上。所述的两拉线编码器2通过数据线与所述的数据采集板7连接,所述的数据采集板7通过数据线与所述的计算机8连接。
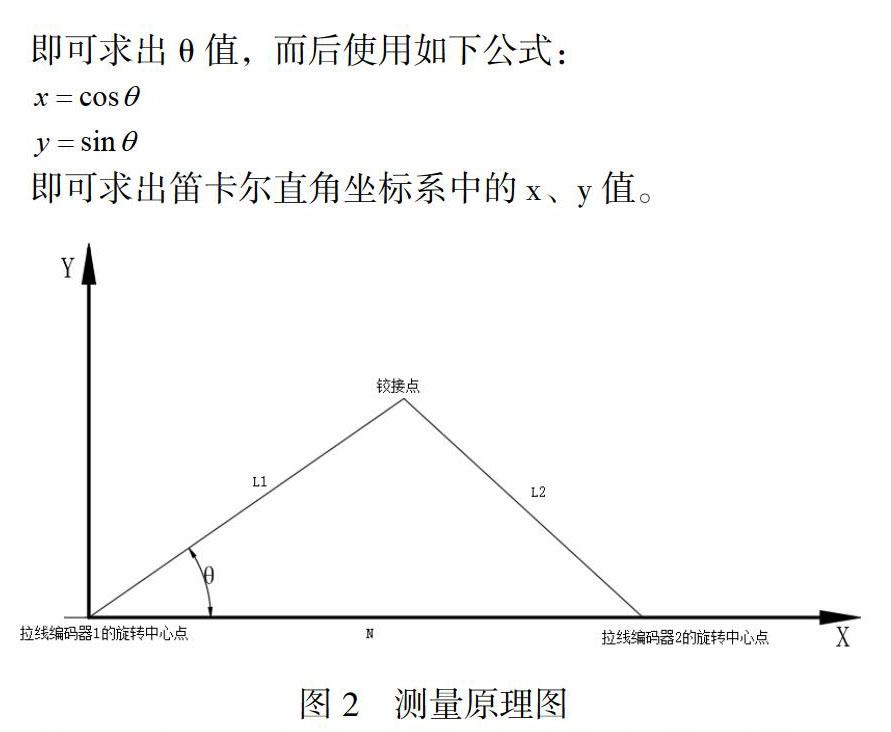
如下图2所示为测量原理图,两拉线编码器之间的距离N使用光栅尺进行标定,且两拉线编码器旋转中心点分别与铰接点的距离L1、L2可以通过编码器读出,而后使用如下公式:
即可求出θ值,而后使用如下公式:
即可求出笛卡尔直角坐标系中的x、y值。
所求出的x、y值 进行反推,即为我们所设立的笛卡尔直角坐标系的原点。至此笛卡尔直角坐标系的标定完成。
1.2旋转台部件
旋转台部件3是由上转台、轴承、轴承基座组成的,所述的上转台的末端轴端和所述的轴承的内圈配合,所述的轴承基座和所述的轴承的外圈配合,拉线编码器通过螺栓固定在所述的上转台上面。
1.3铰接部件
铰接部件6是由上铰接片、微型轴承、下铰接片组成的,所述的上铰接片的末端轴端和所述的微型轴承内圈配合,所述的下铰接片和所述的微型轴承外圈配合,所述的下铰接片的末端轴端和法兰直线轴承内圈配合。
2 分辨率及精度确定
拉线编码器使用市场上常用的高分辨率高精度款,常用的为,分辨率:0.003 mm/脉冲,精度:0.05%FS,再使用可对脉冲信号进行四倍频的数据采集板,可将分辨率提升至0.00075mm/脉冲,使得测量结果可达到微米级精度。
3 模拟试验
如下图3所示,测量系统是由基板1、拉线编码器2、旋转台部件3、铰接部件6、数据采集板7、计算机8、SCARA机器人9组成的,所述的SCARA机器人9的末端与铰接部件6的轴承内圈配合,而后通过所述的计算机8调整所述的SCARA机器人9的末端高度使其与所述的拉线编码器2的出线处保持在同一高度,所述的计算机8对所述的SCARA机器人9发送运动指令,而后所述的拉线编码器2会将测得的实时数据同步传送到所述的采集板7,而后所述的采集板7通过数据线传送给所述的计算机8,将理论数据和实际测得数据进行比较即可得到SCARA机器人的末端运动误差。
4 结论
采用此方法测得的SCARA机器人末端的圆度误差达到微米级,较为精确。此外其相较于三坐标测量机、激光跟踪仪、高速视觉CDD等设备造价低廉和机械结构较为简单,容易上手操作。其缺点是使用对象单一。但是其研究意义还是非常重大,发展前景还是一片光明。
参考文献
[1] 夏豪杰. 高精度二维平面光栅测量系统及关键技术研究[D].合肥工业大学.2006.05.
[2] 贾伯年.传感器技术[M].东南大学出版社.2006,12.
[3] 付旭东;徐冰等.位置检测装置——光电编码器[J].沈阳电力高等专科学校学报.2002.10.
[4] 董登峰;周维虎等.激光跟踪仪精密跟踪系统的设计[J].光学精密工程.2016.2.
[5] 陈继华;张基明等.基于PSD的准直激光线位置检测装置设计[J].测控技术.2012.10.
[6] 吴益飞;王志宏等.基于CAN总线的一体化角位置检测装置设计与实现[J].计算机测量与控制.2013.9.
[7] 武星;陈华;凌步军;楼佩煌;王金荣.高速小孔切割的圆度误差测试与伺服参数优化[J].2018.04
猜你喜欢
建筑建材装饰(2016年14期)2017-01-05
建筑建材装饰(2016年13期)2017-01-04
建筑建材装饰(2016年11期)2016-12-29
建筑建材装饰(2016年9期)2016-12-29
科技传播(2016年19期)2016-12-27
居业(2016年9期)2016-12-26
电子技术与软件工程(2016年20期)2016-12-21
科学与财富(2016年15期)2016-11-24
企业技术开发·下旬刊(2016年9期)2016-11-23
企业导报(2016年13期)2016-07-19