
实际船型散货卸船生产率测算研究
2020-10-21 08:42陈曦牛运可
科学与财富 2020年10期
关键词:生产率
陈曦 牛运可

摘 要:桥式抓斗卸船机额定生产率一般定义为港机每小时的机械作业能力,反映了工艺装备的作业生产能力,一般对应设计船型的作业能力。实际生产组织中,码头靠泊船型时常与设计船型存在偏差,出厂设计能力参考有限。本研究以抓斗抓取工况、循环周期及货物物理特性为基准,结合实际船型尺度影响,构建了主力船型卸船生产率测算模型,可为港机能力评估、卸船生产组织和辅料进厂进度预判提供有益参考和决策支持。
关键词:卸船工艺;散货物料;船型匹配;生产率
引 言
受限于货物源点、区域运力船型分布等因素,码头实际靠泊船型常与设计船型存在偏差,较小的船型尺度对于装备能力发挥有一定的影响,舱口尺寸直接限制了抓斗的运动空间,较窄的舱口也会对司机造成操作压力,影响作业速度。在卸船机《生产率及结构计算书》中,一般只针对设计船型进行了生产率计算,且计算中抓斗运动模式与实际情况有较大的差别,未考虑其他靠泊船型的差异,对实际作业指导有限,不利于生产组织计划的编制和现场作业管控。
本文通过分解卸船机抓斗运动,结合船型尺度、靠泊状态和港机结构布置,辨识小车及抓斗运行轨迹,测算出主力船型的抓斗循环时间。考虑作业品种物理特性和抓斗容量、港机起重能力及抓取工艺,构建卸船生产率计算模型,获得实际船型生产率参数。本研究可为实船作业装备能力评估、卸船生产组织和辅料进厂进度预判提供有益参考。
1 卸船生产率模型
卸船生产率一般指统抓阶段港机每小时的机械作业能力。通过结合主力船型尺度、码头高程、靠泊状态、港机结构布置、设备机械运作能力和电气控制程序,根据抓斗运动特性进行轨迹分解,测算出抓斗完成一次卸船动作的循环时间。结合港机起重能力、抓斗技术参数和物料物理特性,构建卸船生产率测算模型,获得实际船型统抓阶段的作业效率。
1.1 抓斗运动分解
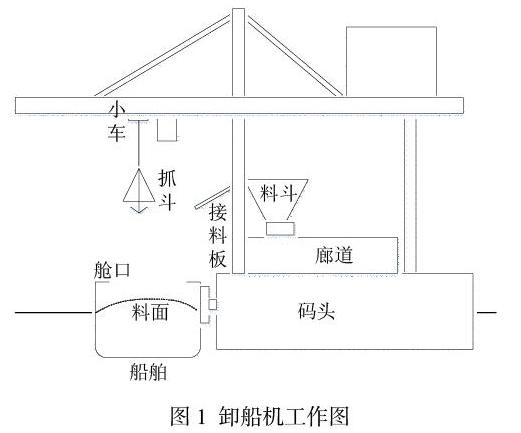
以空斗在料斗上方处于打开状态为起点,抓斗完成一次卸船动作需经过小车向海测运行、抓斗下降、抓斗闭合、抓斗起升、小车向陆侧运行和抓斗打开放料数个过程(见图1)。港机设备具有手动及半自动操作模式,在实际生产作业中,考虑操作负荷和,司机一般采用半自动模式,即在舱口上方设置半自动设定点,抓斗从该点自动返回料斗上方打开放料,再返回该点,即全过程中除了抓斗在舱内抓取阶段,其余阶段为自动运行。
在《生产率计算书》中,考虑最大效率,默认为手动操作模式,且计算船型尺度大,操作空间宽裕,舱口至料斗之间抓斗以抛物线轨迹运动往返,距离短,速度快,运行平滑,抓斗的循环周期大幅减少。在实际生产半自动作业模式下,抓斗由设定点垂直上升完毕后小车才会水平运行回料斗,或小车水平运行完毕后抓斗才垂直下降回舱口上方设定点。当中运行机构经历多次加减速和停止动作,运作生硬,循环周期长。根据抓斗运动特性,本研究将抓斗运动分解简化为舱内抓取、垂向提升、小车往返及垂向下降4个过程。
1.2 循环时间
循环时间指抓斗完成一次抓取动作所消耗的时间,也代表着作业速度及效率,是生产率计算中最关键的参数。模型根据运动学定理计算作业循环时间。同时可结合实际作业记录,获得统抓阶段的作业记录,通过实动时间和实动效率反推和验证平均循环时间。
1.3 物料抓取工艺
在构建生产率测算模型时,抓取物料的物理特性、舱内料面形状和抓斗抓取状态都有十分重要的关联,这些技术特性统称为物料抓取工艺。例如由于块状物对于抓斗下沉有十分明显的阻碍作用,因此抓斗一般较难处于满斗的状态,通过现场估算和经验判断确定斗容利用率、结合货物容重,可测算每斗货物重量。
1.4 实际生产率测算模型建立
通过上述分析辨识的抓斗运动分解、作业循环周期和物料抓取工艺,以每斗货物的抓取重量和循环周期为核心,构建卸船机实际生产率测算模型(见如下公式所示)。
其中,R为港机生产率,t/h;D为作业品种容重(或称堆密度),t/m3;V为抓斗容积,m3;R为抓斗填充率,%;T为循环时间,s;t为计算船型;c为作业货种;h为抓取状态;S为抓斗阶段运动耗时,s;p为抓斗运动轨迹;d为港機结构布置。
2 卸船生产率模型应用
以某码头辅料卸船机为例,模型中参数取值为:白云石、石灰石和大灰石货物平均容重取1.6、1.6和1.5t/m3,抓斗填充率分别为90%、90%和85%,以5000吨级散货船舶组织生产,卸船工艺为1200t/h桥式抓斗卸船机。实际生产率测算结果如下:白云石和石灰石货种实际作业生产率测算为1016.92t/h,大灰石为900.40t/h,通过现场验证与模型测算基本相符。
卸船机《生产率及结构计算书》中设计船型为3.5万吨散货船,对应理论生产率为1200t/h,同货种情况下使用5000吨级船舶实际生产率约为设计值的85%。
3 结束语
本文研究了卸船工艺生产率测算机理。通过抓斗运动分解,结合港机操作模式,辨识出循环作业周期中的控制环节。考虑作业物料物理性质、散货物料抓取工艺状态,建立了辅料码头主力船型卸船生产率测算模型,并进行应用和验证,尺度较小船舶对于卸船机能力发挥影响明显,主要影响了抓斗操作,进而影响了作业循环时间,降低了作业效率。本文研究是对实船生产率测算模型的一次探索展望,其初步结果较为贴合实际生产情况,有助于合理判断实际船型下卸船能力,为卸船生产组织、物料进厂进度预判提供有益参考和决策依据。
参考文献:
[1]朱也夫. 抓斗卸船机抓斗轨迹优化及控制策略的研究[D]. 大连海事大学, 2010.
[2]林星铭. 港口散货卸船机选型分析[D]. 上海交通大学, 2007.
[3]王璇. 桥式抓斗卸船机系统的研究与设计[D]. 燕山大学, 2016.
[4]胡大勇. 散货码头并行装备调度建模与优化算法研究[D]. 上海交通大学, 2012.
猜你喜欢
决策(2022年7期)2022-08-04
国际商业技术(2022年4期)2022-04-21
产业经济评论(2019年4期)2019-09-10
时代英语·高一(2019年1期)2019-03-13
智富时代(2018年1期)2018-03-26
智富时代(2018年1期)2018-03-26
环球市场信息导报(2017年38期)2017-10-23
中国市场(2016年45期)2016-05-17
华南农业大学学报(社会科学版)(2015年3期)2016-01-11
华北水利水电大学学报(社会科学版)(2015年2期)2015-02-28
