
立式反应器凸缘组焊精度的控制
2020-10-27 04:59吕仲光何世军
石油工程建设 2020年5期
肖 超,吕仲光,何世军
中石油第二建设有限公司,甘肃兰州 730060
搅拌系统在化工生产中应用极为广泛,其作用是通过搅拌桨的搅动防止固体颗粒在反应器中沉淀,增加各类物料的接触面积,从而保证反应物充分混合反应生成相应产品。其中搅拌轴的安装精度是搅拌系统的重点控制内容[1]。本文以某化工装置立式反应器上、下凸缘组焊的精度控制为例,介绍如何通过凸缘组焊精度的控制来确保搅拌系统的安装精度。
1 搅拌装置简介
该搅拌系统由电机、减速机、搅拌轴[2]三部分组成,其中动力装置安装在上凸缘处,底轴承座安装在下凸缘处,搅拌轴转速为105 r/min,搅拌轴安装了4层布鲁马金式桨叶,见图1。
2 凸缘组焊工艺的控制
2.1 上、下凸缘同心度的测量[3]
经研究确定,采用铅坠吊线的方法来解决上、下凸缘同心度的测量问题。
首先,把反应器立在厚度为20 mm的钢板平面上,并确保钢板的平整度。在反应器外壁上对称挂4个线坠,对反应器找垂直,此时设备的中心线与地面垂直。
其次,将上凸缘置于上封头中心,在上凸缘内孔中放置一根铅坠吊线,该吊线同时从下凸缘内孔中穿过,这时通过测量吊线与凸缘内孔壁之间的偏心量,即可测量出上、下凸缘同心度偏差的数值。
最后,为了解决吊线相对于上、下凸缘内孔(φ240/φ200) 偏心量不易准确测量的问题,设计了上、下孔板。孔板外径与凸缘止口(与减速器及底轴承座的定位口)采用小间隙定位配合,同时孔板外圆与中心小孔一次加工以保证孔板外圆与中心小孔的同心度。为了便于测量并确保有足够的测量精度,中心小孔加工直径为4 mm,吊线选用φ0.3 mm的钢丝,见图2。

图1 反应器结构示意

图2 上、下凸缘同心度的测量原理示意

图3 钢丝吊线所处位置
2.2 上、下凸缘水平度的测量
当反应器的中心线与地面垂直时,如果采用精确的测量方法分别测量出上、下凸缘相同方位的水平度偏差,然后将上、下凸缘相同方位的水平度偏差进行加、减,就可得到上、下凸缘平行度的精确测量结果。
(1)上凸缘水平度的测量。由于没有既能满足测量精度要求又能满足量程要求的水平度测量仪器,因此决定使用桥尺将水平度偏差放大,并配合采用精密的水平仪和塞尺来测量水平度。其具体方法见图4。
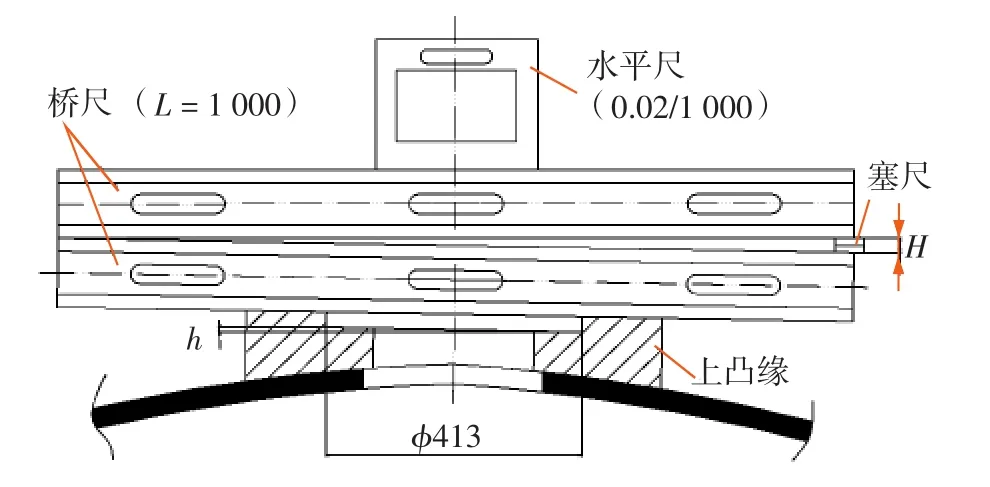
图4 上凸缘水平度的测量
分析图4可知,通过加减塞尺使水平尺达到水平状态,如果此时塞尺厚度为H,那么上凸缘止口面的水平偏差数值h=413×H/1 000。
(2)下凸缘水平度的测量。下凸缘水平度的测量原理与上凸缘相同,但由于桥尺的重量较大,如果依然采用将桥尺与凸缘直接贴合的方法,则会出现由于向上推桥尺的力量有差异而造成测量精度无法保证的问题,同时劳动强度也很大。为了解决上述问题,专门设计制作了测量胎具,用压板将测量胎具固定在下凸缘上,然后采用与上凸缘相同的水平度测量方法测量胎具的测量面水平度,其具体方法见图5,则下凸缘止口面的水平偏差数值h=270× H/1 000。

图5 下凸缘水平度的测量
2.3 凸缘的组焊程序
(1)将反应器立起之后,在壳体外壁筒体上对称挂4个线坠,测量每一根坠线上、下段与筒体间的距离,并通过调整柱底板下预置的垫铁,对设备找垂直。
(2)将上凸缘置于上封头顶部,依据事先划好的检查线,将上凸缘放置在上封头中心位置。
(3) 使用上凸缘水平度的测量方法测量水平度,同时通过调整凸缘与封头间的间隙将上凸缘水平度调整至0.1mm/1000mm之内,并对称密集点焊。
(4)使用反变形的焊接方法对凸缘进行焊接,每次焊接焊缝的长度、位置都应以上次凸缘水平度的测量结果为依据,直至焊接完成,并检测最终凸缘的水平度[5]。
在以上单因素试验的基础上,确定腌制时间、嫩化方式、干制方式、油炸时间为4个主要影响因素,采用4因素2水平正交试验表进行正交设计优化配方,见表7。
(5)使用3只凸缘组焊托架(自制)将下凸缘固定在下封头中心处,放钢丝吊线,并确保钢丝吊线处于上孔板小孔中心位置。这时通过调整组焊托架上的顶丝,使钢丝吊线也处于下孔板小孔中心,将下凸缘点焊牢固。
(6)安装测量胎具,采用与上凸缘相同的方法调整下凸缘的水平度,并对称密集点焊。
(7)拆下测量胎具并重新放钢丝吊线复核上、下凸缘的同心度,若无误则重新安装测量胎具,并采用与上凸缘相同的方法完成焊接。
2.4 施工注意事项
(1)聚合反应器找垂直后应牢固固定,防止由于风力等自然原因引起设备的垂直度发生变化。
(2) 测量上、下凸缘水平度应在0°~180°、90°~270°的方位上十字交叉地测量。
(3)测量上、下凸缘同心度时,为克服铅坠晃动造成的影响,必要时应采取防风措施。
(4)为确保数据的准确性,每次测量凸缘水平度时都需待凸缘冷却到常温后再进行测量,并记录结果,以作为下次施焊的依据。
3 凸缘安装成本比较
(1)假轴法。使用假轴安装凸缘,就是制作一根中部为厚壁钢管、两端各焊接一段圆钢的假轴(长度L≈9 000 mm),然后在加长车床上在假轴两端的圆钢上加工配合面,安装时用汽车吊将假轴吊住,再通过假轴两端的配合面对凸缘进行定位。其施工成本大致如表1所示。
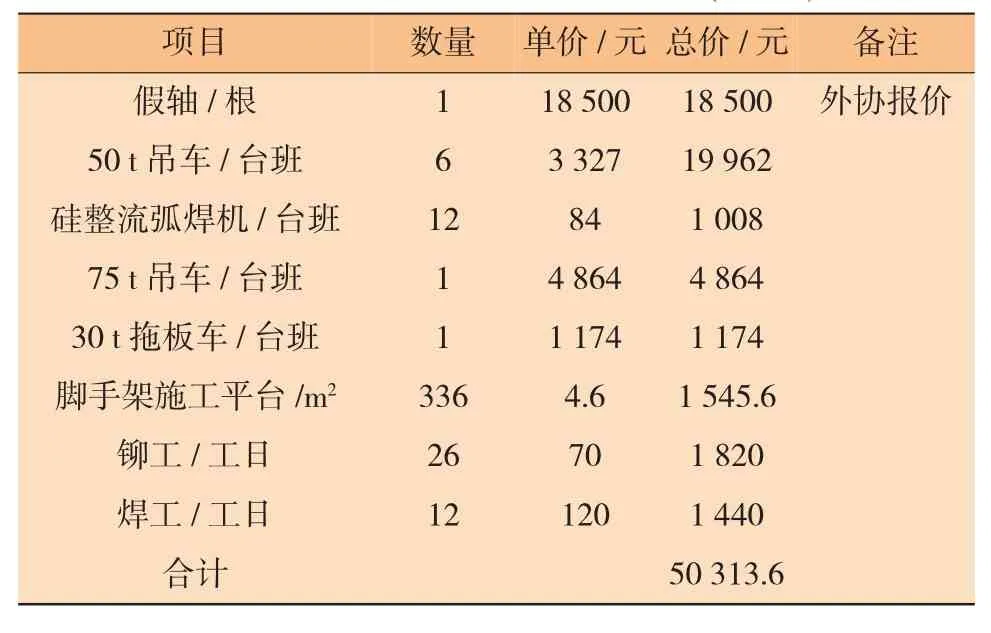
表1 假轴法安装凸缘主要施工成本 (单台)
(2)测量法。安装方法上文已详细说明,其施工成本大致如表2所示。

表2 测量法安装凸缘主要施工成本 (单台)
(3)成本比较。通过以上两种安装方法的施工成本比较可以看到,采用本文的施工方法安装单台设备可以节约成本:50313.6-11731.6=38582(元)。
4 结束语
通过设计辅助测量工装、制定合理的测量方法,在现有的条件下顺利地解决了上、下凸缘水平度、同心度的精确测量问题。反应器搅拌系统安装完成后,对其进行了试运转,先进行空运转30 min,然后以水代料进行负荷运转4 h,在试运转过程中未出现异常噪音和振动等不良现象,得到甲方和监理单位的一致好评。此项技术可应用于各类立式反应器上下凸缘组焊精度的控制,具有良好的推广应用前景。
猜你喜欢
核科学与工程(2022年3期)2022-10-18
中国农村水利水电(2022年8期)2022-08-28
福利中国(2022年3期)2022-07-20
节能与环保(2022年4期)2022-06-02
音乐天地(音乐创作版)(2021年7期)2021-10-13
石油化工自动化(2020年5期)2020-09-27
河北画报(2020年3期)2020-06-24
河北画报(2020年5期)2020-06-10
科技与创新(2018年8期)2018-04-25
北京航空航天大学学报(2017年2期)2017-11-24
