
船用柴油机焊接部件更换焊材的理解和体会
2020-11-04 08:07魏宁印英猛刘洲
金属加工(热加工) 2020年9期
魏宁,印英猛,刘洲
中国船舶重工集团柴油机有限公司 山东青岛 266000
1 序言
机座、机架是船用二冲程柴油机的主要固定件,起着支撑和导向作用。机座、机架由B级船板焊接而成,B级船板属于一般强度船体用钢,其化学成分和力学性能分别见表1、表2。根据专利方温特图尔发动机有限公司(以下简称专利方)规范要求,应采用实芯焊丝打底,药芯焊丝填充、盖面。专利方推荐实芯焊丝型号为AWS A5.18:ER70S-6,推荐药芯焊丝型号为AWS A5.20:E71T-1C。在生产过程中,由于质量、价格、交货期等因素,制造单位会遇到更换焊材的情况,即在焊材型号不变的情况下,由某一种牌号的焊材更换成其他牌号。对于新焊材,制造单位是否可以直接使用,还是需要重新做焊接工艺评定,或是做某一特定试验,ISO标准及各个船级社规范要求不尽相同[1]。
2 标准中关于焊材牌号变更主要技术要求
(1)ISO标准 专利方规范中,对焊材牌号变更没有明确要求,故需遵循ISO标准及各船级社规范。ISO 15614-1《钢的弧焊和气焊,镍及镍合金的弧焊工艺评定试验》关于焊材牌号变更要求:当在-20℃以下时有冲击要求,对于ISO 4063中的焊接方法111、114、12、136和132,焊材有效使用范围限定在评定所使用的焊材牌号。在这种条件下,可使用型号相同、牌号不同的其他焊接材料,前提是焊接工艺评定时采用最大的热输入焊接一块试板,且仅做焊缝金属冲击试验。该条款不适用于型号和化学成分相同的实芯焊丝。

表1 母材及焊丝化学成分(质量分数)① (%)

表2 母材及熔敷金属力学性能①
(2)CCS(中国船级社)船规 CCS船规关于焊接材料适用范围的规定:除热输入量超过5kJ/mm的工艺外,焊接材料的适用范围是与焊接工艺评定所用的焊接材料相同等级者,包括后缀。
(3)DNV GL(挪威船级社与德国劳氏船级社)船规 DNV GL船规关于焊接材料变更的规定:当焊接工艺评定试验要求的冲击试验温度低于-20℃时,需要重新做焊接工艺评定。
(4)LR(英国劳氏船级社)船规 LR船规关于焊接材料牌号变更的规定:①对于手工焊和半自动焊,用于填充和盖面的焊接材料允许改变牌号,前提是新焊接材料与焊接工艺评定试验时使用的焊接材料相比,有相同或更高的认可等级,以及相同的药皮、焊芯、焊剂种类。②单面焊全熔透的对接焊缝,其打底焊道的焊接材料牌号不允许改变。③对于热输入量超过5kJ/mm的焊接方法,不允许改变焊接牌号。
(5)ABS(美国船级社)船规 ABS船规关于焊材牌号变更的规定:除热输入量超过5kJ/mm的工艺外,焊接材料应与焊接工艺评定时所用的焊接材料具有相同等级,包括后缀。
3 焊材牌号变更示例
(1)焊接工艺评定说明 焊接工艺评定接头形式为T形接头对接焊缝,单面焊双面成形,如图1所示。焊接方法为半自动焊,采用实芯焊丝打底,焊丝牌号为MG50-6;药芯焊丝填充、盖面,焊丝牌号为V-71,保护气体均为CO2。母材为B级船板,冲击试验适用的温度为0℃;最大热输入量<2kJ/mm。

图1 焊接工艺评定接头形式
(2)新旧焊材等级对比 实芯焊丝变更为CHW-50C6SM,药芯焊丝变更为Weld71T-1。焊接工艺评定用新旧焊材等级对比见表3。
(3)标准分析 关于焊材牌号的变更,ISO 15614-1标准及各船级社规范有不同的要求,见表4。从表4中可以看出,预使用新焊材CHW-50C6SM、Weld71T-1,虽然药芯焊丝无需做工艺评定,但原始工艺采用实芯焊丝打底,药芯焊丝填充、盖面的组合焊接方法,故需要使用新焊材焊制一块试件,并按标准进行无损检测及力学性能试验。
(4)焊接试板 选用图1的接头形式,采用之前焊接工艺评定的参数重新焊接试板,焊接参数见表5。
焊接试板时,应注意如下细节:①由于采用单面焊双面成形工艺,试板组对间隙需严格控制在2~4mm之间,以保证根部熔透。②试板钝边要求在1mm以内,保证根部熔透。③试板采用单边V形坡口,留4~5mm反变形量,以免试板焊后变形过大造成取样困难。④按专利方要求,B级船板焊前预热60℃,且层间温度不能超过250℃。

表3 焊接工艺评定用新旧焊材等级对比

表4 焊材变更标准分析
对试板进行无损检测及力学性能试验,结果见表6。从表6中可以看出,试件的各项力学性能均达到了标准的规定值。
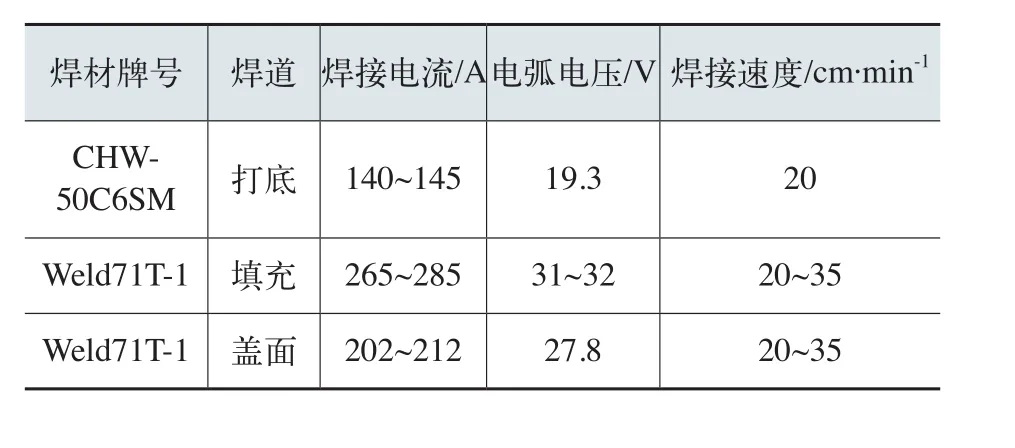
表5 试板焊接参数
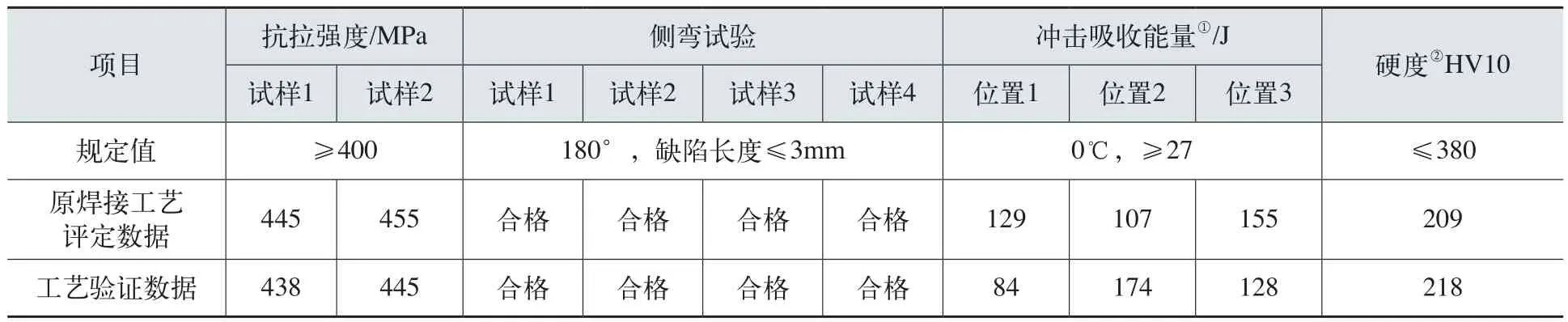
表6 力学性能试验结果
4 结束语
1)焊材牌号变更试验,实芯焊丝由MG50-6更换为CHW-50C6SM,药芯焊丝由V-71更换为Weld71T-1,得到了专利方及各大船级社的一致认可。更换焊丝后,经历了专利方历次审核及船级社焊接工厂审核,均未对焊材的使用提出过疑义。
2)对于二冲程船用柴油机,焊接材料的变更涉及到专利方规范、ISO标准及各个船级社规范。分析标准要求时,可从焊接方法、焊材级别,以及焊接工艺评定中冲击试验温度、热输入及接头、焊缝形式入手,制定工作计划,并上报专利方及船级社审批,可保证焊材更换顺利进行。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
节能与环保(2022年3期)2022-04-26
理化检验(物理分册)(2022年3期)2022-03-31
科技研究·理论版(2022年7期)2022-03-23
中国重型装备(2022年1期)2022-02-11
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
数学小灵通(1-2年级)(2018年9期)2018-11-19
中小企业管理与科技(2018年16期)2018-11-07
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
