
小管径水平固定全位置TIG焊接技术
2020-11-04 08:07巢杰杨杰吴永福于吉恒程超
金属加工(热加工) 2020年9期
巢杰,杨杰,吴永福,于吉恒,程超
1.常州铁道高等职业技术学校 江苏常州 213011
2.中车南京浦镇车辆有限公司 江苏南京 210031
1 序言
TIG小管径水平固定对接,焊接位置从仰焊位,经过立焊位再到平焊位,焊接位置不断在变化,焊丝、焊枪角度也应随着管壁弧度不断变化进行调整,同时需要双手协调配合,并且要求单面焊双面成形,焊接难度大大增加。本文以φ50mm×4mm管子对接为例,根据管壁厚度,采用3层3道焊接,操作中将管子分为左右两个半圆进行焊接。
2 焊接工艺
(1)试件及焊接材料 钨极氩弧焊试验选用母材为Q235、φ50mm×4mm的管子,V形60°对接坡口,对接间隙2~2.5mm,钝边0.5mm。选用ER50-6、φ2.5mm焊丝,保护气体选用纯度大于99.98%Ar。钨极选用φ2.5mm铈钨材料(见图1)。
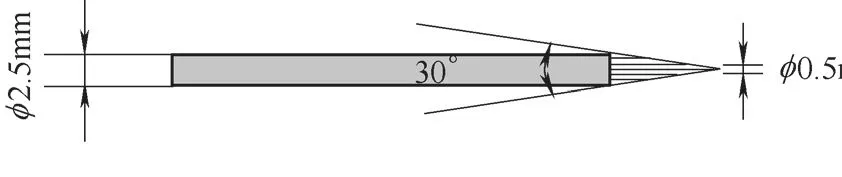
图1 铈钨极加工
(2)焊前准备 认真清理管子坡口正反面,20mm范围内进行打磨,清除锈蚀、油污、水分等污物,以露出金属光泽为好,确保焊缝的质量和美观。
小径管定位焊时,为减少处理接头的时间,保证良好的焊接质量,应尽量减少定位焊点,可以只固定一点。通常起焊处在6点位,因此定位点可设置在12点位(见图2)。定位焊完成后,可用打磨机或钢锯将定位焊点两端加工出斜坡,有助于接头熔透。定位焊缝要求焊透且不得有焊接缺陷。

图2 定位焊点位置
(3)焊接参数 选用奥太焊机,具体焊接参数见表1。考虑到12点的位置收缩量较大,应适当调整上下间隙,上面间隙略大于下面间隙。喷嘴与焊件应保持合适距离,距离过长时,氩气保护效果变差,距离过近时,不但会干扰熔池成形,焊工视线也会受到阻碍,喷嘴至坡口距离一般为5~10mm[1]。

表1 焊接参数
3 焊接要求及过程
TIG小管径水平固定对接全位置焊接是焊接技能大赛常用考题。φ50mm×4mm小管焊接要求单面焊双面成形,全焊缝需进行X射线检测。底部5~7点位置不允许定位焊,定位点长度≤15mm。
管子焊接时,通常将管子焊缝以时钟位置分左右两个半圆来焊接。一般采用3层3道焊,焊接时,焊枪角度、加丝位置和电弧位置都必须随管壁弧度发生变化,如图3所示。
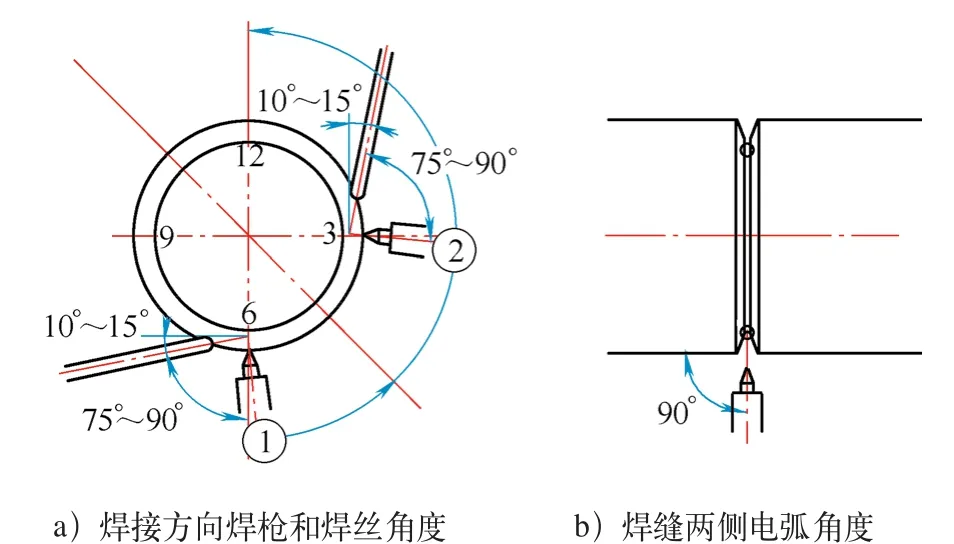
图3 焊枪角度
4 焊接要点
(1)打底焊 打底焊是管对接接接头质量的关键。对于TIG小管径水平固定对接全位置焊接的打底焊,采用小电流快速焊,较好地控制电弧长度,以防止底部6点金属液下坠,顶部12点背面形成焊瘤,同时要求焊缝表面平整,坡口两边熔化良好。
1)焊接过程中,要随时观察熔池的形状,调整好焊枪角度和焊接速度,焊枪与管两侧分别呈90°,防止熔孔扩大出现送丝不畅,形成断丝。焊丝与管子切线呈10°~15°,焊枪与焊丝夹角呈75°~90°。焊接收弧时比较关键,要延迟保护气体输送,防止产生收缩孔,收弧不宜突然,否则容易产生收缩孔,可将电弧引至坡口的一侧缓慢收弧,防止焊缝中间出现收缩孔。
2)底部接头焊接要注意由于视线、角度不好,容易出现内凹、未熔合和焊瘤。另外,焊接时应尽可能缩短在高温区的停留时间,在保证完全焊透、全熔合的情况下,通过降低熔池温度,减少热输入量,改善焊接接头性能。
3)操作要领。在仰焊部位6点处后移半个钟点引弧进行焊接,焊接操作顺序如图4所示。打底层焊接时必须控制钨极伸出长度,钨极需基本垂直于管子的轴线。电弧引燃后,焊枪在引弧处压低电弧不做运动,母材熔化后,才可往熔池中填充焊丝(见图5),焊丝沿坡口的上方送到熔池后,并将焊丝向熔池顺势推送,从而能提高焊缝背面的高度,避免凹陷和未焊透。在填丝的同时,焊枪要缓慢地匀速向前移动,角度要随管子弧度及时调整,直至焊完前半圈,在水平位置时钟12点处收弧。焊接过程中要严格控制好熔池温度、焊接节奏和送丝量,防止出现焊缝过高、烧穿、脱节、未熔合等焊接缺陷,方能保证焊缝成形美观[2]。
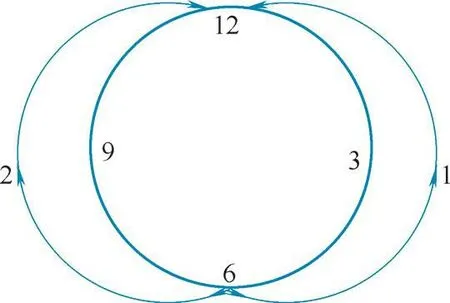
图4 焊接操作顺序

图5 焊丝填加
右半圈焊接完成后,再进行左半圈焊接。焊前对焊缝进行适当清理,6点位置可以使用钢锯,锯出斜坡口,便于焊透。引弧点可在5点半位置,当固态焊缝转化为液态熔池并产生熔孔后,可填加焊丝进行焊接,操作手法如同右半圈,焊至12点位。
熔池的温度和熔孔的大小对比如图6所示。

图6 温度与熔池对比
(2)填充焊 焊接时,先行清理打底焊缝氧化皮,焊接时焊枪横向摆动宽度比打底焊略宽、焊接速度略慢,电弧至坡口两侧略作停顿,保证熔池与母材充分熔合。填充焊缝高度比管平面低0.5mm左右,且要求焊缝保持平整,避免中凸边凹,防止盖面焊接时边凹部位熔合不良。
(3)盖面焊 具体方法如下。
1)多层焊接的一个重要问题是对层间温度和层间时间必须加以控制。前一层和后一层的焊接时间应尽可能地控制在几分钟内,前一层焊缝有预热作用,层间温度等于预热温度;第二层的焊接热量可以促使第一层中氢的迅速逸出。
2)盖面接头应与前两层错开,可以确保焊缝内部质量,焊枪还是应始终与管面弧度保持在80°~90°,从引弧处前半个钟点左右引弧往回拉起弧并稍作停留,然后横向锯齿运条,直至填满弧坑再收弧。
3)操作要点:在盖面层焊接时,应控制好电弧长度和钨极伸出长度。焊接方法与打底、填充层焊道相同,焊枪横向摆动幅度比填充层稍大、焊接速度稍慢,坡口两侧稍作停顿,应控制好坡口棱边的熔化,焊接熔池边缘应完全把坡口棱边化掉,并填满防止咬边,焊缝余高应控制在0.5~1mm。
当管焊缝色泽呈现灰黑色时,可从以下方面查找问题:①焊接电流偏大。②焊接节奏偏慢。③焊丝添加量偏少。
对应措施:①减小焊接电流。②加快焊接速度。③焊丝添加适当多些。④加强控制热输入量。
5 结束语
TIG焊焊接过程稳定,不产生飞溅,保护效果好,热影响区小,焊缝金属纯净,含氢量少,几乎适用于所有金属或合金的焊接,成形美观,工艺性能好,工件合格率高。尤其对有色金属的焊接,效果更佳。
猜你喜欢
现代农机(2022年3期)2022-07-11
电焊机(2022年5期)2022-06-01
上海金属(2022年3期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
东北大学学报(自然科学版)(2020年10期)2020-10-19
组合机床与自动化加工技术(2019年11期)2019-11-27
物理学报(2019年4期)2019-03-16
智能制造(2017年4期)2017-07-24
制造技术与机床(2015年8期)2015-04-24
中国科技纵横(2014年7期)2014-12-07
