基于超薄膜的高速精准自动拉膜成型装置设计*
2020-11-05 10:56张秋容陈胜利吕和军
机械工程与自动化 2020年5期
张秋容,陈胜利,唐 善,吕和军
(1.河源职业技术学院 机电工程学院,广东 河源 517000;2.欧华包装设备(河源)有限公司,广东 河源 517000)
0 引言
目前日常生活中各种塑料袋包装产品越来越多,使得自动化包装机的需求量也越来越大。当前采用包装膜的自动包装工艺流程主要分为拉膜成型、纵封、横封切、成品自检等4个方面,其中拉膜成型工艺在当前的自动包装设备中大多采用供膜和拉膜双动力实现拉膜,存在着拉膜时包装膜容易跑偏且容易打滑、拉膜成型效率低等不足,故本文主要针对能实现厚度为8 μm~100 μm包装膜的高速精准自动拉膜成型装置展开机械结构及其控制系统研究。
1 自动拉膜成型装置机械结构方案设计
本自动拉膜成型装置主要包括包装膜的供膜机构、导模机构、筒状成型及纠膜机构、拉膜机构等4个部分,装置总体结构方案如图1所示。先根据穿膜顺序将供膜机构气胀轴上的包装膜引入筒状成型机构的成型器完成包装膜安装;然后在拉膜机构电机的动力下,包装膜经导膜机构、纠膜机构到达筒状成型机构,片状的包装膜经成型机构变为筒状,再经纵封机构将筒状膜进行热粘封边,在拉膜机构的拉动下进入下一个横封及切片工序。

图1 自动拉膜成型装置整体机械结构方案
1.1 供膜机构设计
供膜机构的结构如图2所示,主要由气胀轴、气动刹车盘、缓冲滚筒组、扭力弹簧等组成。滚筒状的微米级包装膜原料安装在气胀轴上,并依靠气胀轴膨胀使得包装膜相对于气胀轴无旋转位移,从而当拉膜机构拉膜时由气胀轴与包装膜同步旋转完成供膜。相比于普通立式包装机靠O型带摩擦刹车,带刹车盘的气动刹车机构更精准可靠。带扭力弹簧的缓冲滚筒组可以根据不同需求调节张力进而实现缓冲包装膜的目的,不仅可以配合拉膜机构实现连续式高速拉膜,还使得供膜机构具备了结构简单、方便实用、降低成本等优点。
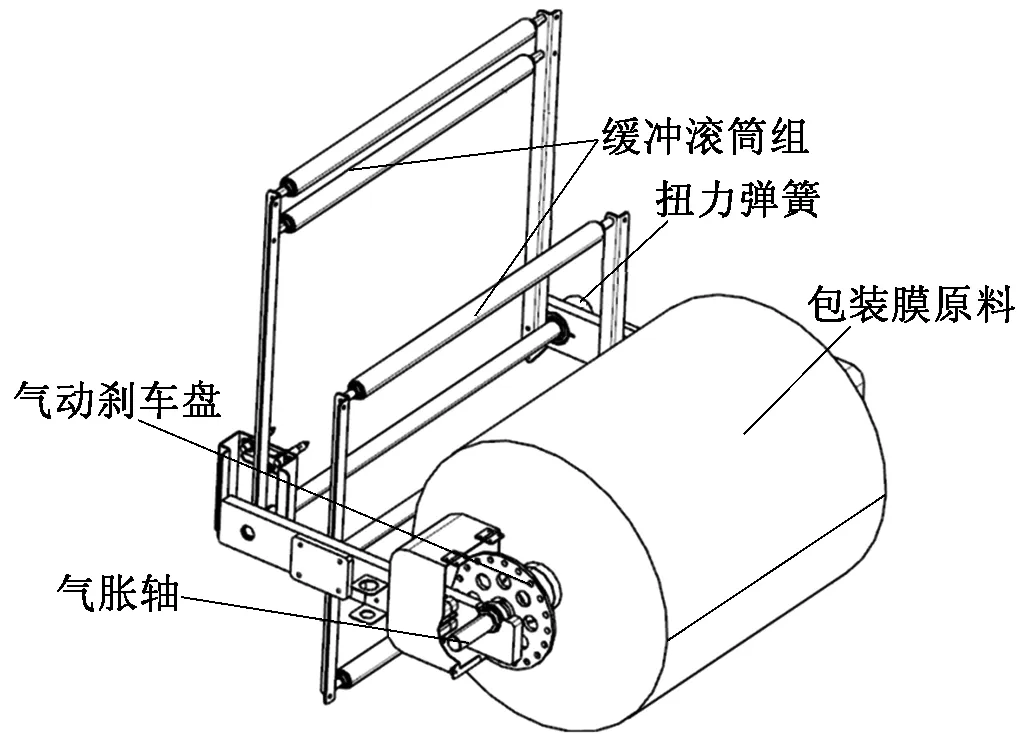
图2 供膜机构
1.2 包装膜成型及纠膜机构设计
包装膜成型及纠膜机构如图3所示。包装膜经供膜机构、导膜机构,再由导膜机构后端的导膜滚筒1和导膜滚筒2送入成型器,由于片状包装膜从供膜处到成型器的过程中容易发生位置偏移,故设计了一种纠膜机构,由纠偏电眼、纠偏电机及丝杠等组成。当纠偏电眼检测到包装膜的位置发生偏移则发出信号控制纠偏电机带动丝杠控制导膜滚筒1实现相对应的偏移,达到纠偏的目的。相比较现有包装机靠电机推动整个导纸部分移动来实现纠偏,本纠膜机构纠偏更简洁,更节省成本。
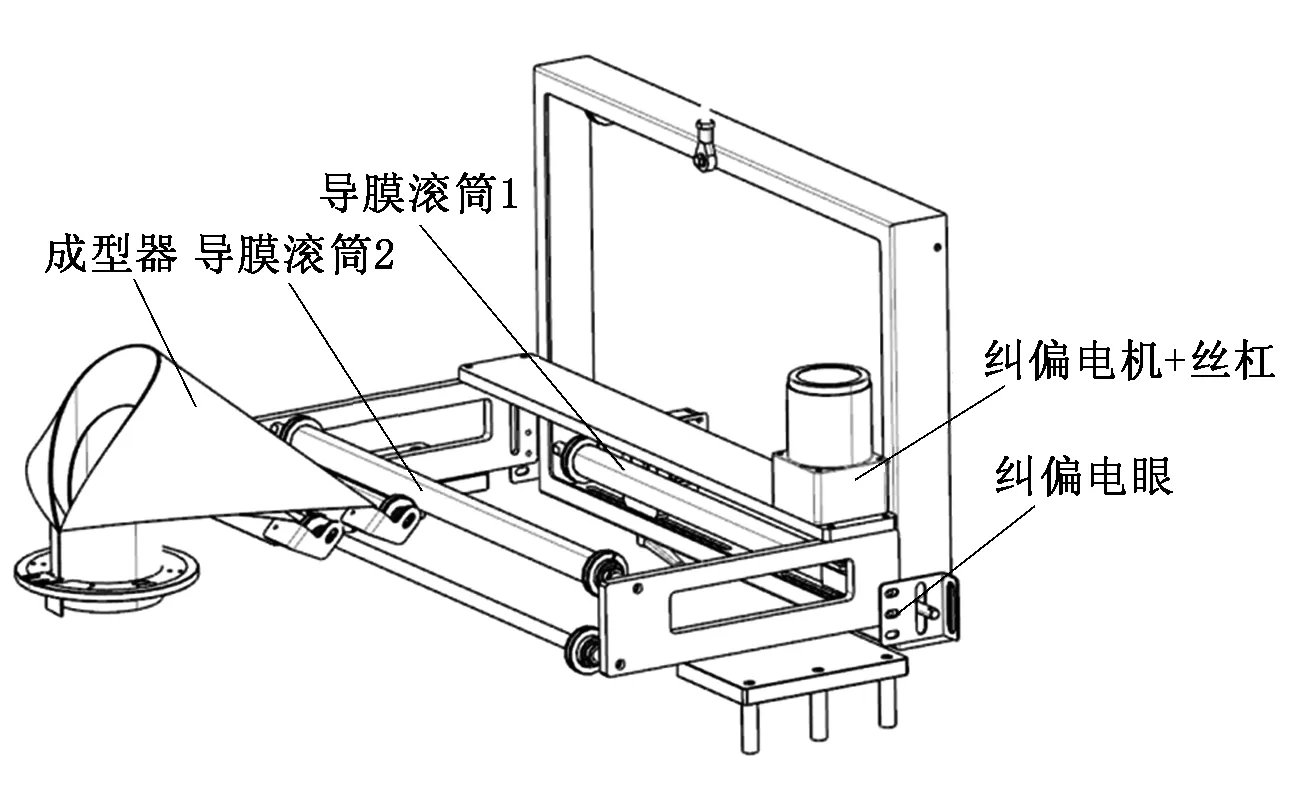
图3 包装膜成型及纠膜机构
1.3 拉膜机构设计
拉膜机构如图4所示,主要由双伺服电机、行星减速器、同步带轮、真空拉膜皮带、真空吸盘、带轮组运动气缸等组成。当装置中的纵封机构位置调整好后,双向带轮组运动气缸推动拉膜皮带组器件在精密导轨导向下实现对中靠近,当双拉膜真空带组快速且精准到达拉膜工作位置时,双伺服电机配上行星减速器通过同步带轮带动真空拉膜皮带实现高速拉膜,拉膜速度可达1 m/s。拉膜皮带采用真空同步带,在拉膜过程中通过真空吸盘吸住膜卷,避免拉膜过程中出现膜卷打滑,从而提高了制袋的精准度。

图4 拉膜机构
2 自动拉膜装置控制系统设计
自动拉膜装置运行时,伺服电机、纠偏电机、运动气缸等按照预设的程序先后顺序动作,具有运行效率高、响应速度快、稳定性好等特点。其气动系统原理图和电气控制系统原理图分别如图5和图6所示。

图5 气动系统原理图

图6 电气控制系统原理图
2.1 气动控制系统
气动系统中电磁阀线圈的通断由PLC程序控制,可自动实现由每个气缸所带的工作机构完成相应的直线往复运动。而真空吸盘则是利用真空发生器将正压转为负压来吸住包装膜,使得包装膜随着真空带的垂直移动而向下拉伸。
2.2 电气控制系统
本装置的电气控制系统主要由主电路和控制电路两部分组成。主电路主要包含拉膜机构的双伺服电机、纠膜电机、真空泵电机等电机的电路以及控制电路的直流24 V电源供给。控制电路采用PLC控制,双伺服驱动器采用速度控制模式,其I/O分配表如表1所示,控制流程如图7所示。
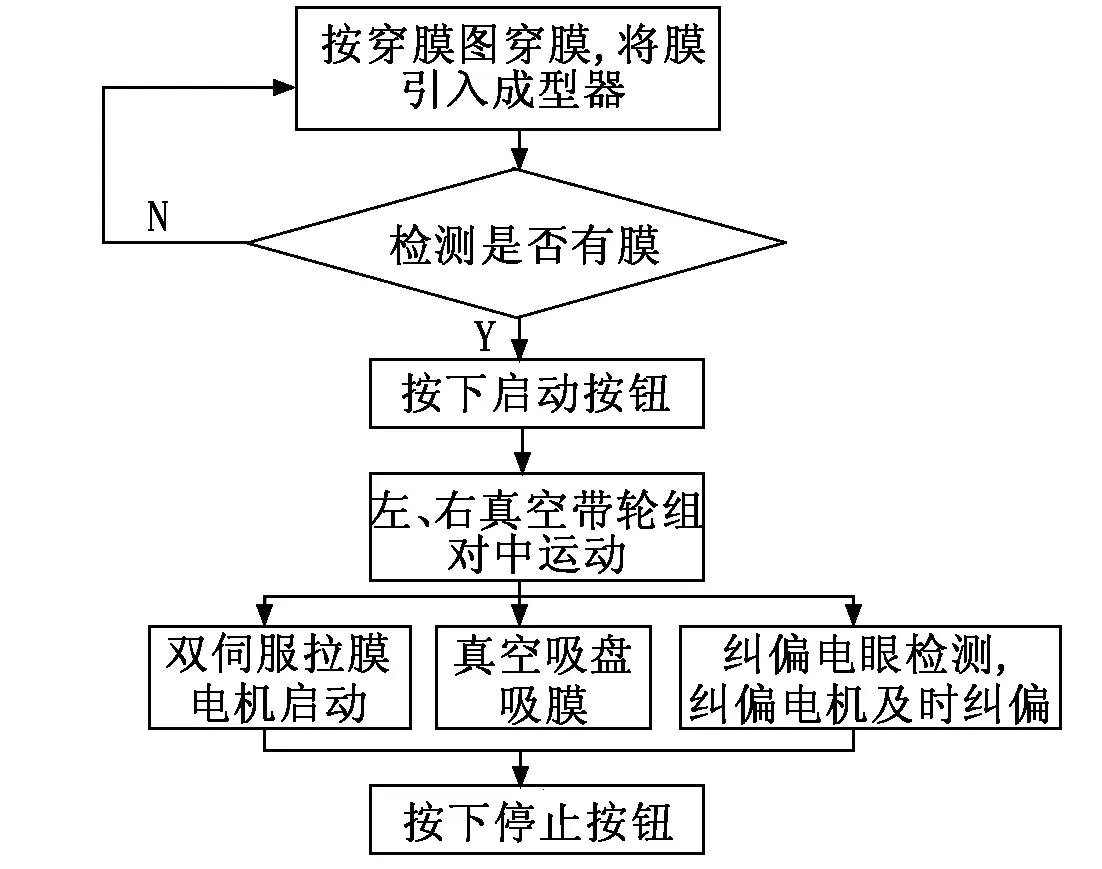
图7 电气控制系统控制流程

表1 控制系统I/O分配表
3 自动拉膜成型装置实测结果
自动拉膜成型装置实验测试数据如表2所示。

表2 自动拉膜成型装置实验测试数据
4 结论
针对市场需求以及当前自动包装设备在拉膜工序存在的不足,本文从优化拉膜装置机械结构、控制系统等方面进行了研究分析,并实施了自动拉膜成型装置的性能测验,测验结果表明,本装置可以实现聚丙烯、纸、铝等材质包装膜的高精度及高速拉膜成型,效果良好。
猜你喜欢
真空与低温(2022年6期)2023-01-06
幼儿教育(2022年10期)2022-10-28
汽车实用技术(2022年5期)2022-04-02
幼儿教育·父母孩子版(2021年6期)2021-08-05
中国自行车(2018年7期)2018-08-14
船海工程(2018年1期)2018-03-01
制造技术与机床(2017年5期)2018-01-19
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
橡胶工业(2015年6期)2015-07-29