数控机床自动上下料工作站实验装置的设计与开发*
2020-11-05 10:56韩金利
机械工程与自动化 2020年5期
韩金利
(山西机电职业技术学院 数控工程系,山西 长治 046000)
0 引言
随着“工业4.0”以及“中国制造2025”规划的提出,制造业的转型升级推动了数控装备技术的发展[1]。另外,随着我国经济的快速发展,人口红利逐步减少,很多企业出现了招工困难、操作工人流动性大、管理困难等问题,在机加行业中,数控机床上下料实现自动化已经成为必然趋势,与此同时,企业也需要大量的自动上下料工作站维护维修人员,对于高职院校来说,加强学生在数控机床上下料方面的培训显得极其重要。
针对这种情况,本文提出了一种基于828D数控系统的简易上下料装置,采用ABB六关节机器人作为运料执行器,以西门子S7-1200为主控制器,使用一台PC机实现对工作站进行监控,学生还可以利用这台PC进行编程练习。
1 自动上下料工作站实验装置总体方案设计
1.1 硬件构成
该实验装置采用西门子828D数控系统,机器人采用ABB IRC5 compact控制器,本体采用IRB120,总控采用S7-1200PLC,系统总体框图如图1所示。
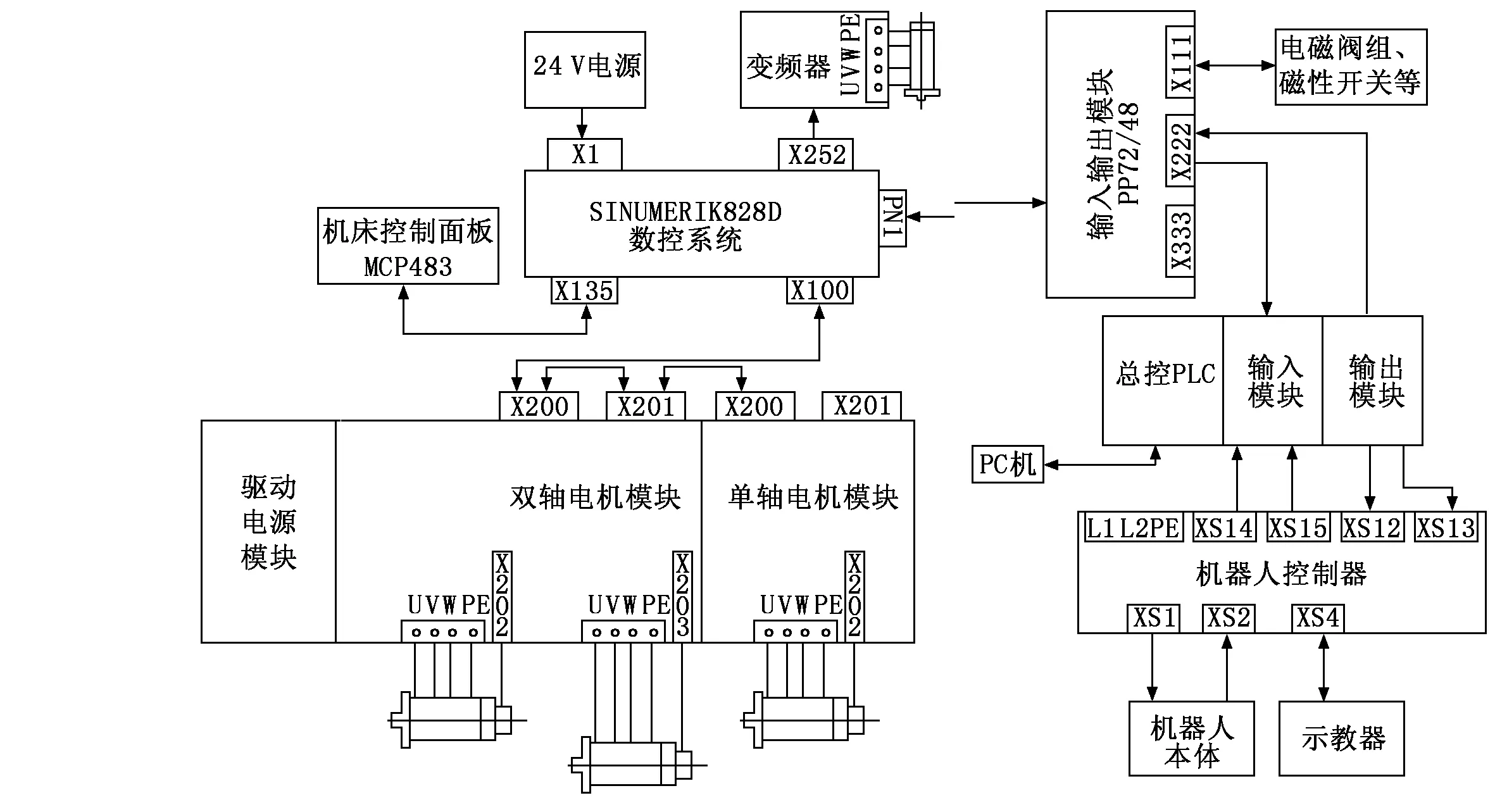
图1 自动上下料工作站实验装置的总体框图
1.2 控制方案
根据自动上下料控制要求,完成 SINUMERIK828D 数控系统、伺服驱动系统、输入输出模块PP72/48、总控PLC、机器人控制器等模块的安装与调试[2],并满足以下控制要求:①数控系统与机器人配合完成物料的自动上料与下料[3];②工作站具备紧急停止功能;③根据控制要求,系统可实现手动打开关闭安全门、夹紧松开夹具的功能;④可以实现上下料工作过程的在线监控功能。
2 软件设计
为满足机器人、数控机床、总控PLC三者之间信号交互的要求,需要对三者之间的I/O地址进行分配,并采用博图软件对总控PLC进行编程以及组态监控。
2.1 PLC I/O分配
由于本设计中增加的卡盘、机床防护门要求总控与数控机床控制面板都能直接控制其开合[4],故数控系统内装PLC与总控交互信号设定在PP72/48 I/O板的X222接口上。数控系统内装PLC I/O分配如表1所示。机器人在上下料过程中需要与总控配合完成,总控在数控系统与机器人之间起桥梁作用,机器人通过IRC5 compact 机器人控制柜XS12、XS13、XS14、XS15接口与总控进行信号交互,总控PLC I/O分配如表2所示。

表1 数控系统内装PLC I/O分配

表2 总控PLC I/O分配
2.2 上下料总体流程
总控发出远程启动信号给加工单元,数控系统控制主轴回到安全位置,数控系统暂停运行,发送暂停信号给总控;总控接收暂停信号以及机器人请求放料信号,总控发送安全门打开与夹具松开信号给数控加工单元,数控系统打开安全门、松开夹具,并将门已开与夹具已松信号发送给总控;总控接收到门已开信号与夹具已松信号,并将允放信号发送给机器人;机器人接收到允放信号后将工件放入机床,并回到安全点,发送放完成信号给总控;总控接到放完成信号后发送夹具夹紧与门关信号给数控系统,数控系统将夹具夹紧,安全门关闭,并将夹紧信号与门已关信号发给总控;总控发送CNC继续运行信号给数控系统,数控系统继续运行,加工完成后,发送加工完成信号给总控;总控接到加工完成信号,发送门开与夹具松开信号给数控系统,数控系统将夹具松开,安全门打开,并将夹具松开信号与门已开信号发给总控;总控接到夹具松开信号与门已开信号,发送允取信号给机器人,机器人将工件取出,回到安全点,并将取完成信号发送给总控;总控接到取完成信号,将关门信号与夹紧信号发送给数控系统。
3 工作站远程监控界面组态设计
实验软件采用西门子公司开发的上位机组态软件SIMATIC WinCC,与西门子SIMATIC S7-1200(CPU 1212C)建立通信连接,可实现对工作站自动上下料过程的在线监控,生动、直观地展现机械手上下料动态过程,便于技术维修人员尽快定位故障点、排除故障;另外学生在观察上下料内部过程及PLC的运行状态后,可增强其对工作站的了解。
3.1 工程建立及通信配置
WinCC项目创建首先打开博图软件,在项目树中点击【项目】,【添加新设备】,选择【PC系统】中的【WinCC Professional】,点击添加;在【网络视图】下,给添加的模块配置通信模块——“常规IE”;在【网络视图】下,单击上方的【连接】选项,通过拖拉将【WinCC模块的IE接口】连接到【PLC的PROFINET接口】上即可完成通讯配置。在控制面板下,单击右上方的搜索框,输入PG,点击设置【PG/PC接口】,在配置窗口中打开【下拉菜单】,选择【S7ONLINE(STEP7)】选项,然后在下方窗口中选择【电脑网卡型号的TCP/IP.AUTO.1】,点击左下方确定完成配置。
3.2 添加画面
在项目视图【HMI_RT_1[WinCC Professional]】下,打开【画面】选项,添加新画面,选择画面右键【重命名】画面名称,同时设置画面大小。选中要更改的画面,右键选择【动态化总览】,在【周期】的选项中将时间周期改为250 ms。
3.3 建立组态连接
将上下料装置监控画面内的各种对象分别与PLC变量之间建立关系,当PLC变量值(上料与下料动作)改变时,在画面上能够直观地看到图形对象的动画效果。
3.4 运行调试
右击【HMI_RT_1[WinCC Professional]】,在跳出的菜单中选中【开始仿真】,点击即可跳出仿真页面。图 2为上下料工作站的信号监控界面,可以监控安全门(打开、关闭)、夹具运动(夹紧、松开)、机械手快换(夹紧、松开)、数控系统(运行、暂停)等动作的执行。图3为上下料工作站的流程监控页面,可以对整个上下料过程进行实时监控。

图2 上下料工作站的信号监控界面
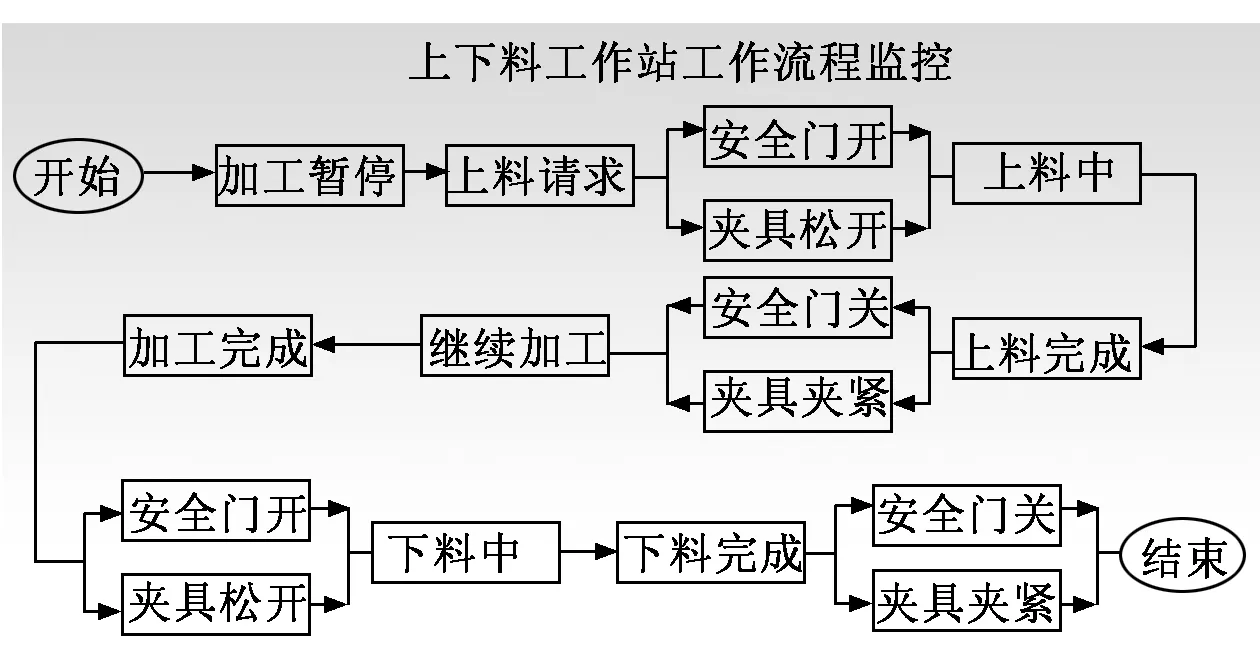
图3 上下料工作站流程监控界面
4 结束语
本方案设计的自动上下料工作站结构简单,不但能够满足学生对上下料流程的S7-1200的编程实训,学生还可以利用PLC programming tool 编程软件编写机床侧数控PLC,完成对数控系统PLC的技术改造。实践证明,该装置实用性强,对今后的教学工作以及自动生产线的改造具有参考意义。
猜你喜欢
哈尔滨轴承(2021年4期)2021-03-08
中国生殖健康(2020年2期)2021-01-18
铁道通信信号(2020年8期)2020-02-06
中国生殖健康(2018年2期)2018-11-06
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27