DMU125P五轴机床后置处理定制方法
2020-11-05 10:56王子汉韩利萍王永伟
机械工程与自动化 2020年5期
王子汉,刘 鹏,韩利萍,王永伟
(山西航天清华装备有限责任公司,山西 长治 046012)
0 引言
五轴联动加工是机械加工领域里的一项高水平技术,它控制机床上的五个轴进行联动加工,可以加工出一些精度高、形状复杂的机械零件,是现代机械加工工业不可或缺的重大技术。五轴联动加工需要精准地控制刀具沿3个正交坐标轴做直线运动及旋转运动,坐标转换和转角计算的计算量和复杂程度极大,因此需要应用CAD/CAM软件将CAM系统生成的刀轨文件转化为机床的加工代码,而后置处理程序是刀轨文件转化为NC代码的工具。本文介绍了应用NX后处理开发工具(UG Post Builder)定制DMU125P机床的后置处理文件,以此来阐明海德汉系统五轴后置处理程序的定制过程。
1 DMU125P机床的主要参数
德玛吉DMU125P机床采用三轴直线运动加一转台一摆头斜交结构形式,转台绕Z轴旋转构成C轴,摆头旋转构成B轴,B轴在机床坐标系中与Y轴夹角为45°,五轴加工中心如图1所示。DMU125P机床的数控系统为海德汉iTNC530,其X轴工作行程为1 250 mm、Y轴工作行程为1 250 mm、Z轴工作行程为1 000 mm、B轴工作行程为-15°~180°、C轴工作行程为0°~360°,工作台直径为1 250 mm,主轴最高转速为10 000 r/min,额定功率为77 kW。

图1 德玛吉DMU125P五轴加工中心 图2 后处理过程
2 机床后处理的作用
NX软件系统的数控加工编程模块是目前市场上主流的集成系统,其加工编程功能包括3轴~5轴铣削加工编程、车削加工编程和线切割加工编程等。
NX CAM生成的零件加工刀轨文件包含控制加工刀具进行插补运动的刀位信息以及控制机床进行非插补运动的辅助指令信息,如冷却液开关、换刀等,这些刀轨文件不能直接驱动机床。数控机床的数控系统不同,所使用的G代码格式就不一样,因此,NX CAM中的刀轨必须经过处理,转换成特定机床数控系统能够识别的G代码格式。机床后处理程序读取刀轨文件,按照后置处理程序约定的规则处理刀轨文件信息,生成数控系统能够识别的G代码,这一处理过程就是“后处理”。后处理是软件编程极其重要的步骤,后处理过程如图2所示。
3 NX后处理构造器(Post Builder)
NX/Post Builder后处理构造器是NX软件平台下的一个工具,可以方便地创建和修改各种后处理程序文件,它包含5个模块:Machine Tool(机床参数设定模块)、Program&Tool Path(程序和刀轨参数设定模块)、N/C Data Definitions(NC数据格式设定模块)、Output Settings(输出参数设定模块)、Virtual N/C Controller(虚拟N/C控制器模块),如图3所示。用户可以通过NX/Post Builder后处理构造器灵活定义、建立NC程序的格式和输出内容,以及程序头尾、换刀、循环等每一个事件的处理方式,创建与机床控制系统匹配的事件处理文件和事件定义文件,然后通过NX整合各部分,完成各种机床的后处理。
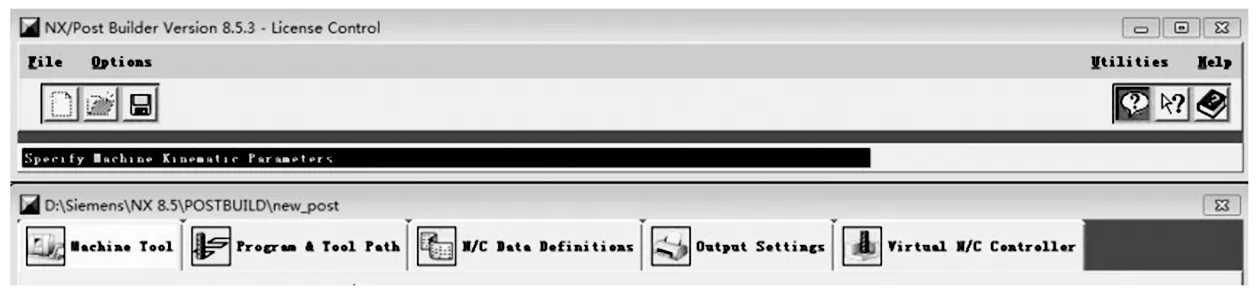
图3 NX/Post Builder后处理器构造界面
4 制作DMU125P机床后置处理程序的步骤
制作DMU125P机床后置处理程序的步骤如下。
4.1 设置DMU125P机床的基本参数
(1)进入NX/Post Builder,新建后处理文件名为:DMU125P_5AXIS。
(2)进入图4所示的控制器设置界面,输出单位选择毫米类型,机床选择5-Axis Milling Machine With Rotary Tables and Rotary head类型,控制器选择heidenhain_conversational类型。
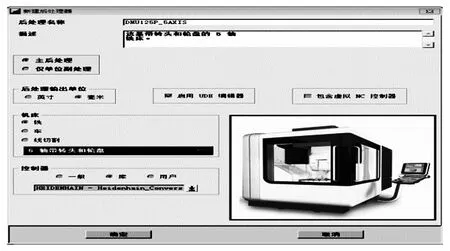
图4 控制器设置界面
(3)进入图5所示的一般参数设置界面,进行通用参数设置。选择“一般参数”选项,设置各坐标轴的行程极限以及快速进给极限参数。

图5 一般参数设置界面
(4)进入图6所示的旋转轴设置界面,进行机床旋转轴设置。选择“第四轴”选项,设置B轴的极限转角最小值为0、最大值为180;点击“配置”按钮,设置第四轴的旋转平面为其他,修改“文字指引线”为B;点击“其他”按钮,进入平面法矢页面,设置平面法矢量。选择“第五轴”选项,进入第五轴设置界面,设置第五轴的旋转平面为XY,修改“文字指引线”为C;设置C轴的极限转角最小值为0、最大值为360。
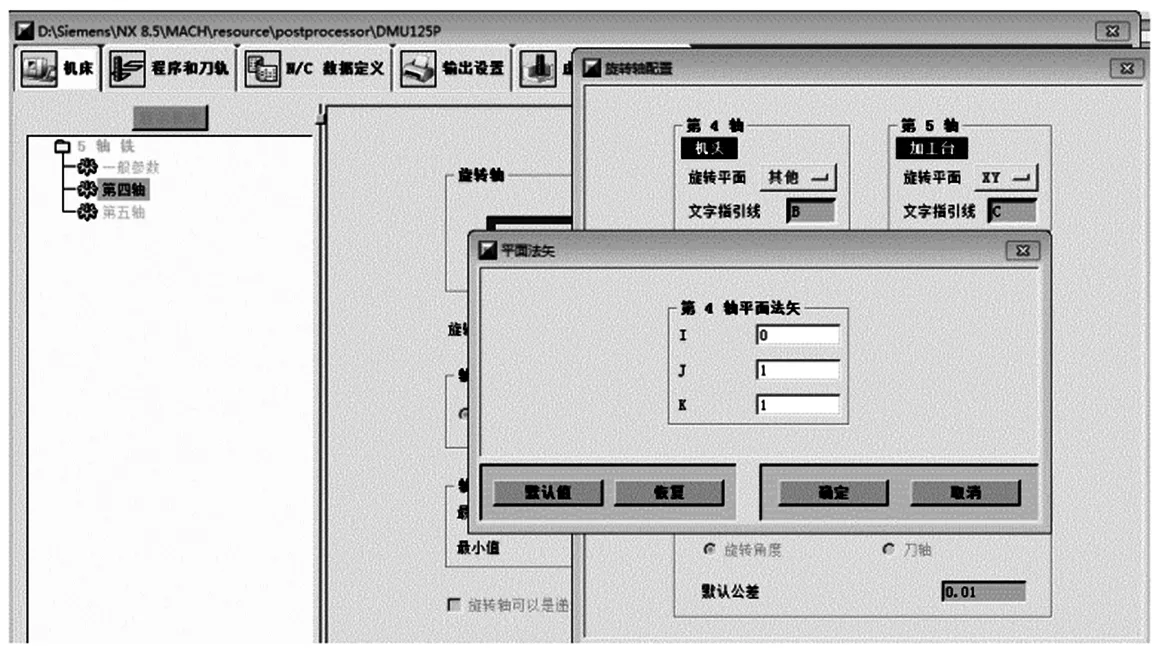
图6 旋转轴设置界面
4.2 定义程序和刀轨
(1)点击“程序开始序列”选项,在“程序开始”模块下添加定义程序名、毛坯大小的子模块,如图7所示。
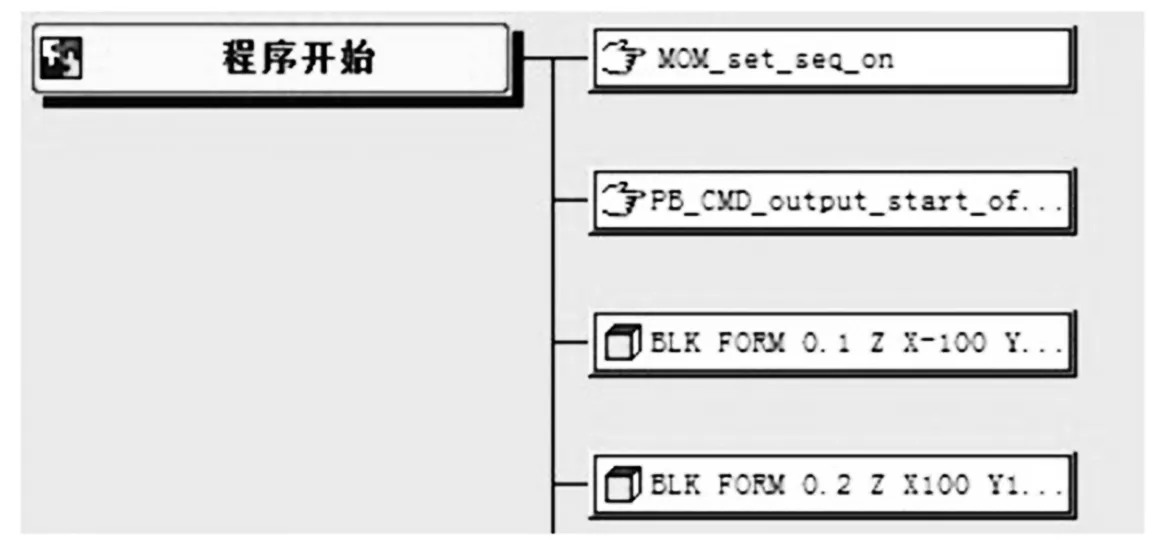
图7 程序开始模块设置界面
(2)点击“操作开始序列”选项,在“自动换刀”模块下添加M129(取消刀尖跟随)、调用刀具等子模块,如图8所示。
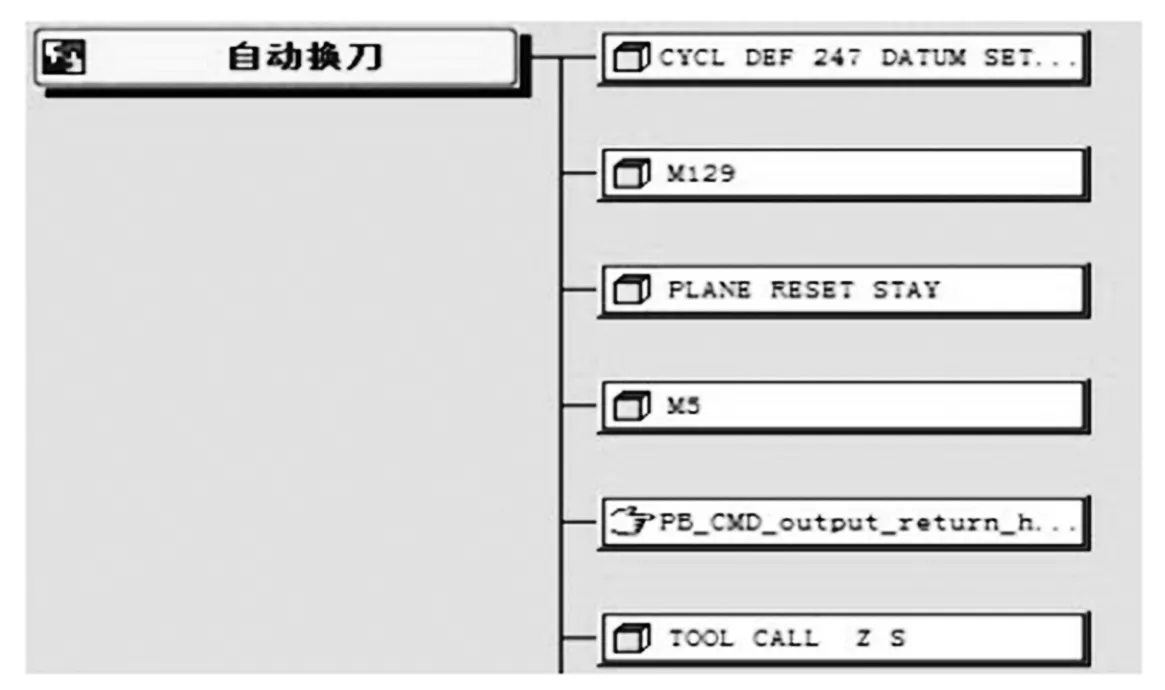
图8 自动换刀模块设置界面
(3)点击“刀轨”选项,分别进入如下程序块进行编辑。
①进入“线性移动”程序块编辑,如图9所示。鼠标右键点击标识为“X”的方块,选择编辑选项进入X字块编辑页,设置X表达式的值为$mom_pos(0)。同理设置Y表达式的值为$mom_pos(1)、Z表达式的值为$mom_pos(2)、B表达式的值为$mom_out_angle_pos(0)、C表达式的值为$mom_out_angle_pos(1)。

图9 线性移动模块设置界面
②进入“圆周移动”程序块编辑,如图10所示。

图10 圆周移动模块设置界面
“CC”程序块设定:鼠标右键点击标识为“X”的方块,选择编辑选项进入X字块编辑页,设置X表达式的值为$mom_pos_arc_center(0)。同理设置Y表达式的值为$mom_pos_arc_center(1)、Z表达式的值为$mom_pos_arc_center(2)。
“C”程序块设定:鼠标右键点击标识为“X”的方块,选择编辑选项进入X字块编辑页,设置X表达式的值为$mom_pos(0)。同样方法设置Y表达式的值为$mom_pos(1)、Z表达式的值为$mom_pos(2)。
③进入“快速移动”程序块编辑,如图11所示。鼠标右键点击标识为“rap1”的方块,选择编辑选项进入rap1字块编辑页,设置表达式的值为$mom_pos(0)。同理设置rap2表达式的值为$mom_pos(1)、rap3表达式的值为$mom_pos(2)、B表达式的值为$mom_out_angle_pos(0)、C表达式的值为$mom_out_angle_pos(1)。

图11 快速移动模块设置界面
(4)点击“操作结束系列”选项,进入图12所示的刀轨结束模块设置界面编辑各程序块。
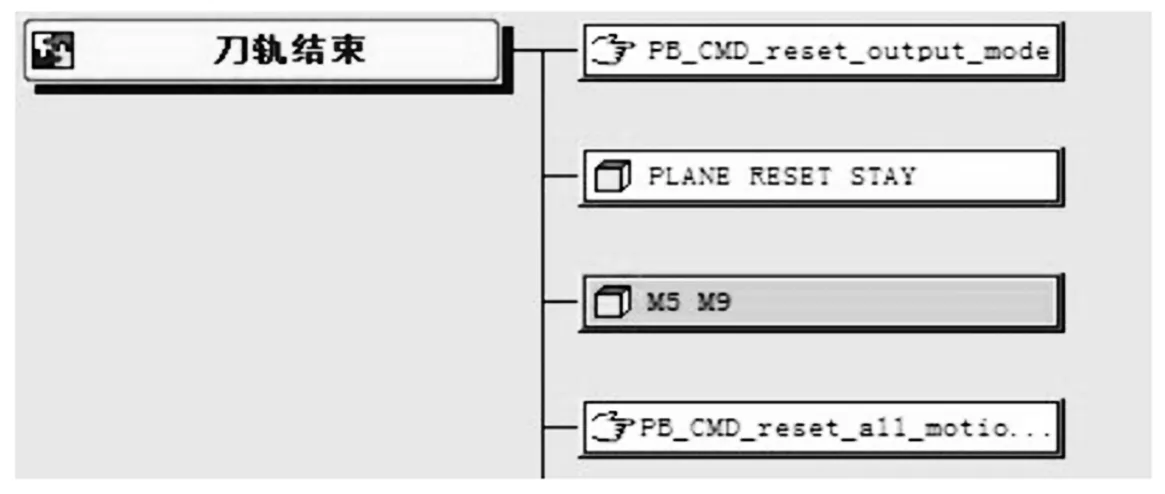
图12 刀轨结束模块设置界面
(5)点击“程序结束系列”选项,进入图13所示的程序结束模块设置界面编辑各程序块。
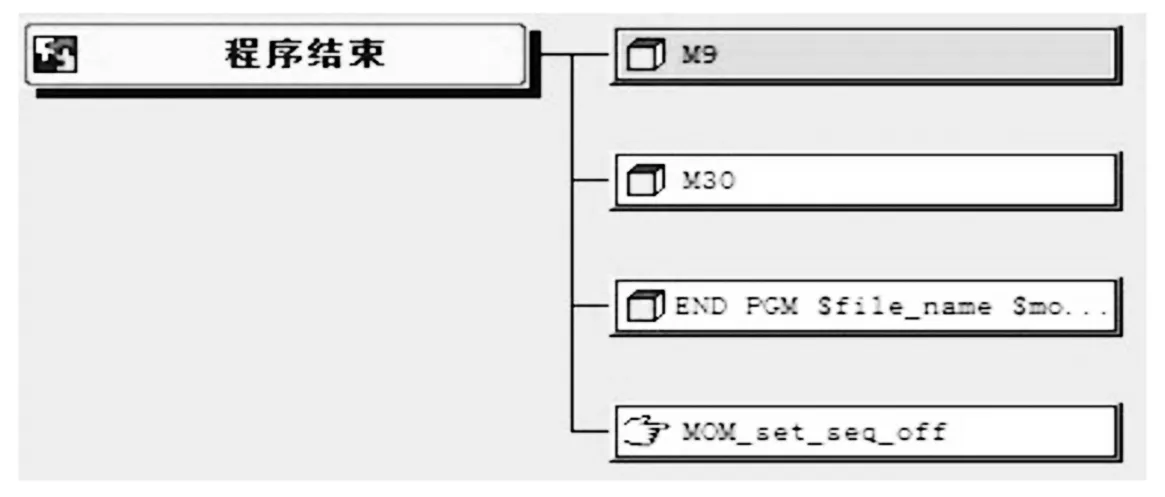
图13 程序结束模块设置界面
5 验证后处理程序
采用DMU125P_5AXIS.PUI后置处理文件,对图14所示柱面螺旋槽刀轨编译处理,产生的NC程序代码如下:
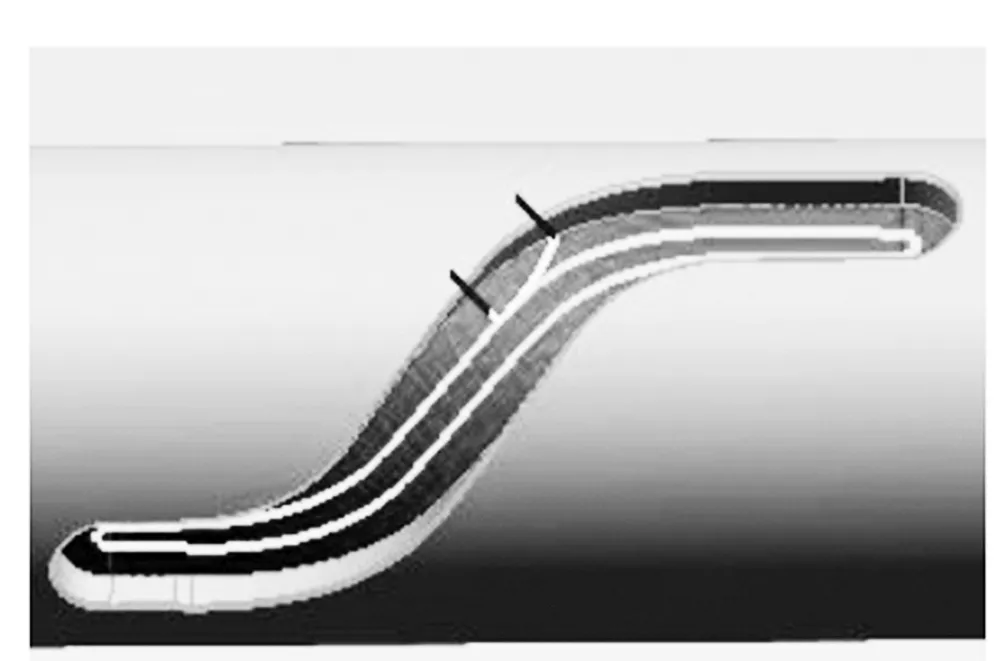
图14 螺旋槽加工刀路
1 BEGIN PGM 050105-20-11(NEIBU)MM
2 BLK FORM 0.1 Z X-200 Y-200 Z-40
3 BLK FORM 0.2 Z X200 Y200 Z0
4 *-OPERATION:B002-TOOL:T1 E16R2
5 CYCL DEF 247 DATUM SETTING Q339=+1;DATUM NUMBER
6 M129
7 PLANE RESET STAY
8 M5
9 L Z-10 R0 FMAX M91
10 L Y-10 R0 FMAX M91
11 L X100 R0 FMAX
12 L B+0.0 C+0.0 FMAX
13 TOOL CALL 1 Z S2000
14 M3 M8
15 CYCL DEF 10.0 ROTATION
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 8.0 MIRROR IMAGE
18 CYCL DEF 8.1
19 CYCL DEF 7.0 DATUM SHIFT
20 CYCL DEF 7.1 X0.000
21 CYCL DEF 7.2 Y0.000
22 CYCL DEF 7.3 Z0.000
23 L M126
24 L B+0.0 C+0.0 FMAX
25 L M128 F1000.
26 L X5.893 Y39.843 Z-214.002 B179.362 C356.649 F200.
27 L X5.301 Y39.916 Z-216.086 B178.323 C358.289
28 L X3.379 Y40.019 Z-231.462 B175.358 C3.265
29 L X3.284 Y40.017 Z-231.92 B175.391 C3.232
30 L X2.985 Y40.01 Z-238.4 B179.999 C.001
31 L Z-247.B180.C+0.0
32 L X2.898 Z-247.776
33 L X2.598 Z-248.5
34 L X2.121 Z-249.121
35 L X1.5 Z-249.598
36 L X.776 Z-249.898
37 L X+0.0 Z-250.
38 L X-.777 Z-249.898
39 L X-1.493 Z-249.585
40 L X-2.111 Z-249.111
41 L X-2.585 Z-248.492
42 L X-2.883 Z-247.773
43 L X-2.985 Z-247.
44 L Z-238.4 B179.999 C.001
45 L X-3.392 Y40.12 Z-229.23 B170.981 C6.281
46 L X-3.328 Y40.195 Z-227.492 B166.426 C9.324
47 L X-3.216 Y40.273 Z-225.754 B163.055 C11.426
⋮
105 M129
106 PLANE RESET STAY
107 M5 M9
108 L Z-10 R0 FMAX M91
109 L Y-10 R0 FMAX
110 L X100 R0 FMAX
111 L B+0.0 C+0.0 FMAX
112 CYCL DEF 7.0 DATUM SHIFT
113 CYCL DEF 7.1 X0
114 CYCL DEF 7.2 Y0
115 CYCL DEF 7.3 Z0
116 CYCL DEF 10.0 ROTATION
117 CYCL DEF 10.1 ROT+0
118 CYCL DEF 8.0 MIRROR IMAGE
119 CYCL DEF 8.1
120 M30
121 END PGM 050105-20-11(NEIBU)MM
我们采用VERICUT仿真软件对后置处理程序所生成的NC代码进行切削仿真,最后在DMU125P机床上采用该代码对某零件进行切削加工,验证了NC代码的正确性,从而验证了该后置处理程序的正确性。
6 结束语
本文介绍了运用NX/Post Builder制定德玛吉DMU125P机床后置处理程序的步骤:查询机床参数、设定机床参数、编辑程序头、刀轨起始、刀轨结束和程序尾、调试后置生成后置处理程序文件。通过VERICUT软件进行模拟仿真和机床现场加工验证,证明了该方法的有效性。
猜你喜欢
建材发展导向(2021年11期)2021-07-28
数学物理学报(2020年2期)2020-06-02
安顺学院学报(2020年1期)2020-04-05
制造技术与机床(2019年12期)2020-01-06
现代计算机(2019年6期)2019-04-08
制造技术与机床(2019年4期)2019-04-04
制造业自动化(2017年2期)2017-03-20
现代经济信息(2016年8期)2016-12-26
法制与社会(2016年35期)2016-12-26
中国交通信息化(2014年6期)2014-06-05