微型沟槽型热管加工技术现状和展望*
2020-11-05 10:56钱双庆吴媛媛卫涛杰王福强刘鹏飞李恺洋
机械工程与自动化 2020年5期
钱双庆,吴媛媛,卫涛杰,王福强,刘鹏飞,李恺洋
(1.南通大学 杏林学院,江苏 南通 226000;2.南通大学 机械工程学院,江苏 南通 226019)
0 引言
随着电子设备不断向小型化、高性能化方向发展,实现高效冷却成为电子设备发展中的关键性问题[1]。在诸多散热技术中,热管[2]的应用极为广泛。沟槽型吸液芯结构的热管[3]具有壁薄、重量轻、有效散热面积大等特点,在微电子[4]、航天航空[5]及制冷[6]等领域有着广阔的应用前景。目前微型沟槽型热管主要分成圆形沟槽型热管和平板沟槽型热管两种。微型沟槽型热管的传热性能主要取决于微沟槽的截面形状、深宽比等,因此,加工出理想的微沟槽是制造热管过程中的关键环节。
1 机械加工技术
1.1 高速充液旋压法
高速充液旋压法[7-8]的加工原理是通过拉拔力的作用使铜管与游动芯头做相对运动,同时旋压珠在充液油腔内高速旋转并挤压铜管,在二者的共同作用下铜管内壁发生塑性变形,形成与刀齿相对应的微沟槽。充液油腔内充满了润滑油,可以使钢球和铜管外壁之间有良好的润滑,提高了表面质量,并发挥了一定的冷却作用。华南理工大学的Tang Y等[9]在壁厚比1.16、旋转速度300 r/s、拉拔速度240 mm/s、材料延伸率50%、旋转深度0.2 mm条件下进行充液旋压成形,得到的沟槽型热管及其微沟槽表面形貌如图1所示。
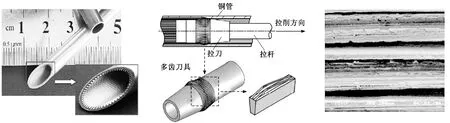
图1 充液旋压成形的沟槽型微热管 图2 挤压-犁削成形加工原理 图3 挤压-犁削成形的微沟槽
方晓明等[10]对高速充液旋压成形工艺进行了试验研究,分析了影响微沟槽成形的工艺参数。华南理工大学的汤勇等[11-12]在高速充液旋压法的基础上,提出充液旋压-多级拉拔复合成形的方法,即对经过高速充液旋压法加工过的沟槽型热管,采用多级拉拔工艺进行缩径加工,得到尺寸更小的沟槽型微热管,直径最小达到3 mm。
利用高速充液旋压法加工出薄壁的沟槽型微热管,工艺简单,适用于大量生产。该加工方法对密封性要求高,由于刀具的限制只能加工Φ6 mm以上的热管。充液旋压-多级拉拔复合成形的方法解决了高速充液旋压法在尺寸上的局限性,且操作简单,但影响拉拔质量的因素较多,会出现断管、断齿等现象,多级拉拔在一定程度上会降低热管的刚度。
1.2 挤压-犁削法
利用挤压-犁削法[13-15]的原理如图2所示,多齿拉刀在沿拉削方向的拉力作用下前进,使切削刃在铜管内壁犁削出轴向微沟槽。邵阳学院的赵小林等[16]提出犁削-拉拔法,其工作原理是在热管拉削成形的基础上再进行一次或多次拉拔工序。Lin X等[17]随后进行二次反向挤压-犁削成形,得到的微沟槽具有更加复杂的粗糙形貌,如图3所示。
华南理工大学的池勇等[18]利用犁切-挤压法加工平板型微热管上的微沟槽翅结构。在犁切-挤压成形刀具运动过程中发生犁切成槽、挤压成缘、堆积成翅和滑移撕裂,4个阶段周而复始循环形成具有间歇微翅的微沟槽翅结构。
2 微细电解加工技术
电解加工是基于电解的阳极溶解的原理,借助成形的阴极,将阳极工件按一定形状和尺寸加工成形。广东工业大学的孙涛涛等[19]提出用多线螺旋电极对管内壁表面进行微细电解加工的新方法,通过调整电极的进给速度、螺旋线角度和凹槽尺寸等来获得不同尺寸的微沟槽。图4为右旋加工和右旋加工后进行左旋加工的热管内壁微沟槽。

图4 螺旋电极微细电解加工微沟槽 图5 掩膜微细电解加工的微沟槽 图6 激光刻蚀加工的微沟槽
大连理工大学的王艳萍等[20]研究了掩膜微细电解加工微沟槽的方法,并重点分析了电流密度、加工时间对微沟槽成形质量的影响。试验得到优化的加工参数,并加工出宽200 μm~250 μm、深60 μm~90 μm的微沟槽,如图5所示。
微细电解加工精度高,加工过程中工具无损耗、无应力生成,可以灵活控制材料去除,加工的尺度小,但对设备的要求较高,工具电极的设计和制造比较复杂,加工的速度较慢。
3 激光刻蚀加工技术
激光刻蚀技术的工作原理是将激光光束局部作用在浸泡于刻蚀剂的工件表面,从而诱导刻蚀剂与工件之间发生热化学反应,在工件表面刻蚀出欲加工的微沟槽。Oh K H[21]等提出采用以光纤为光波导管和加工工具的新型激光刻蚀技术制造微沟槽,并研究发现蚀刻剂、激光功率(P)、加工工具与工件表面的距离(G)和扫描速度(v)等对激光刻蚀加工都有重要的影响。通过对比分析得到最佳试验条件为P=4 W,v=2 μm/s,G=250 μm,刻蚀剂为2%的H2SO4溶液与1%的H2O2溶液混合,最终在铜表面上得到均匀的深宽比为2.5的微沟槽,如图6所示。
广东工业大学的杨旸等[22]采用极差分析法分析各因素对激光蚀刻质量的影响程度,并得到毛细压力和形貌良好的复合沟槽。
激光刻蚀加工过程无污染,加工工具与工件之间为非接触的形式,在工件表面直接刻蚀,加工效率高,能够实现高精度的微细加工,可用于大批量生产。但激光刻蚀会对工件造成一定程度的熔化、损伤,由于工件是浸泡在刻蚀剂中,工件的导热性可能会造成不必要的刻蚀。
4 结语
微型沟槽型热管热响应快、质量轻,符合当今电子器件高性能、小型化的发展趋势,具有很大的应用潜力。不同微沟槽的加工技术具有各自的特点,机械加工效率高、工艺简单,但加工过程中存在较大的应力,工具易损耗,采用拉拔工艺后的热管管壁较厚。微细电解加工具有灵活性,可以加工出不同形状的微沟槽,但加工效率较低,对设备等要求较高。激光刻蚀技术作为一种特殊的制造工艺,加工效率较高,但需要采用硅、特殊氧化物等材料,成本较高。在现有的研究中,大多数的加工技术都是适用于平板热管的微沟槽加工,由于工艺的限制,用于圆形热管的微沟槽加工技术较少,加工更小型的沟槽型微热管的技术还有很大的进步空间。因此,改进现有的工艺,探索制造微沟槽的新工艺,制造出理想的微沟槽,是促进沟槽型热管朝着微型化、高性能化发展的关键。
猜你喜欢
机械管理开发(2022年5期)2022-07-07
西北工业大学学报(2022年2期)2022-05-11
机械管理开发(2022年1期)2022-03-24
建材发展导向(2022年1期)2022-03-08
轮胎工业(2021年10期)2021-12-24
空间科学学报(2020年3期)2020-07-24
制造技术与机床(2019年6期)2019-06-25
中国机械工程(2018年14期)2018-09-22
浙江大学学报(工学版)(2016年9期)2016-06-05
制造技术与机床(2015年10期)2015-04-09